International Journal of Scientific & Engineering Research, Volume 5, Issue 2, February-2014 821
ISSN 2229-5518
Vitreous Enamel Coating on Mild Steel Substrate: Characterization and Evaluation
Md. Abul Hossain, Aninda Nafis Ahmed and Md. Anwar Arfien Khan
—————————— ——————————
nameling is one of the oldest techniques to protect metal- lic substrates from corrosion and to improve aesthetic functions [1]. Enamels normally consist of alkaline boro- silicate glasses of complex composition. The vitreous or porcelain enamel is a composite material comprising a base metal and a glassy coating bonded chemically by fusion. It is generally divided into ground coats and cover coats. Ground coats contain adherence-promoting oxides for good bond to substrates while cover coats provide additional physico- chemical or cosmetic properties and require a ground coat as a primary layer. Most of the corrosion resistance and other me- chanical properties of the enamel coatings are determined by the enamelling raw material called frit; other factors can influ- ence them to a minor extent. Enamel frits consist of alkaline alumina-borosilicate to which other inorganic substances may be added to provide desirable physical properties such as ac- id-alkaline resistance, heat corrosion and abrasion [2]. Vitre- ous enamels represent smooth durable coating with many excellent properties including abrasion, wear and chemical resistance, hardness, color and incombustibility [3]. It has wide domestic uses since the coating provides a smooth ap- pearance, permanent disfading colors, a high order of clean
ability, resistance to vegetative growth and long service life.
Historical evidence of enamel coating dates back to
pre-Christian era (5th century B. C.). In ancient Egypt pow-
dered glass or frit were applied to decorate copper, silver or
gold metals with deep blue coatings. The enameling of iron
--------------------------------------------------
Md. Abul Hossain, Principal Scientific Officer, Institute of Glass and Ceram-
ic Research and Testing (IGCRT), BCSIR, Dhaka-1205, Bangladesh. PH-
+8801717988725 E-mail: abul_hossain1955@yahoo.com
Aninda Nafis Ahmed, Scientific Officer, Institute of Mining, Mineralogy and
Metallurgy (IMMM), BCSIR, Joypurhat-5900, Bangladesh PH-
+8801710921269 E-mail: adhi88bd@yahoo.com
Md. Anwar Arfien Khan, PhD, Principal Scientific Officer, Institute of Min- ing, Mineralogy and Metallurgy (IMMM), BCSIR, Joypurhat-5900, Bangla- desh PH-+8801720213213 E-mail: mdaa_khan@yahoo.com
cooking utensils and baths to give a hard, protective and aes- thetically acceptable coating was started in the nineteenth cen- tury. However the first enameling factory in Europe was start- ed in the fifteenth century. By 1840 cast iron cooking vessels were produced in England. Sheet iron enameling technology was developed mainly in Australia and Germany.
The enamels are applied by dusting the powdered glass (frit) onto the non-castings and then fusing down to a smooth coat- ing. Invention of Solvay soda process along with develop- ment of the improved methods of manufacturing borax helped enameling industry to prosper quickly. The use of clay to keep the powdered enamel in aqueous suspension and devel- oped the wet process for application of enamels by dipping, spraying, slashing etc. The enameled products comparatative- ly favorable with their equivalent plastic, organic polymer, aluminium or stainless steel items in appearance and other functional properties. Enameled products processing superior properties have been developed during the last two or three decades for important and sometimes critical applications in various field of engineering. Some have high resistance to chemical corrosion and wear due to abrasion while some other are designed to combat extremely high heat conditions. Sev- eral factors could affect between the coatings and the metal substrate such as chemical composition of enamel, type of substrate, roughness of substrate surface, heating process, the temperature of glazing, oven condition and so on [4]. Howev- er a good enamel coating can be achieved only when their properties match exactly and the quality depends on the pre- treatment of the metal substrate surface and the quality of enamel slip. Standard enamel compositions are abundantly available in existing literature. Normally they are suitable for some specific substrate and specific end use requirement. However, most of the properties such as thermal properties, density, mechanical properties etc. of any coating materials are additive in nature. These properties could be calculated from the proposed composition by using additive formulae evolved for enamels and could be tailored to suit any specific substrate
IJSER © 2014
International Journal of Scientific & Engineering Research, Volume 5, Issue 2, February-2014 822
ISSN 2229-5518
for any specific end use requirement.
Many papers have been published on this topic; the
best mechanism related to the metal-enamel interface for-
mation is still unclear and need further investigations. In the
present study a complete technology package for enameling of
mild steel substrate have been developed by conventional
method for domestic as well as industrial application. There- fore this research reports the formulation and characterization of coating materials as well as evaluates the coating properties as it suitable for enameling to mild steel substrate.
Steel sheet used was collected from local market. The dimen- sions of sheet were 30mmX30mmX30mm. The coating ingre- dients decaborax, feldspar, quartz, borax, soda ash, clay, ben- tonite etc were purchased from locally available market. The chemicals KNO3 , CaF2 , MnO2 , NiO, CaO TiO2 , DAP, MgCO3 used as ingredients for coating frit was commercial grade and obtained from commercially available source.
Specific gravity of the ground coat enamel frit was determined followed by the procedure of ASTM D 854-00. Adherence of ground coat to metal sheet was determined by adherence me- ter model 2, supplied by Hoover Instrumental Service INC Style-H. M. 358 Sl. No. 1337 Type PEI. In this experiment, the specimen was cleaned and deformation was done at one spot. The center of the deformed area was taken 5 cm as each spec- imen was 5 cm X 5 cm. Thermal expansion co-efficient of both frits was determined by Orton automatic recording dilatome- ter. Abrasion resistance test was carried by PEI tester. Ther- mal shock of cover coated steel sheet sample was examined in an electric muffle furnace at a temperature range of 350-4000 C for 10 minutes and the number of cycle was 10. No chipping, no pinhole and no cracking were observed. Acid resistance test was performed by 11% HCl as well as with 6% citric acid at boiling for 2.5 h. Hardness measurements were performed on enamel and steel sheet by Vickers microhardomometer with a load of 100g. Impact strength of cover coated enamel was determined by falling ball method. 1 Kg weight of stand- ard ball was fallen from 15 cm height to 18 cm height on the cover coated surface at four different places. No chipping or cracking was observed. At 20 cm, height distinct chipping was observed and impact strength was calculated 15-18 Kilo- dynes. The TGA/DTA of cover coat enamel frit was per- formed by STA 403C model TGA-DTA instrument. The sam- ple was prepared through the mixing of frit: alumina in a 2: 1 ratio. Finally the crystalline phases formed on the enamel were monitored by an XRD (PAN analytical X’Pert PRO, Cu- Ka radiation equipped with an X’ Celerator detector) diffrac- tometer.
The substrate used for coating were EDD grade cold rolled and very low carbon (0.2%) steel iron sheet. To avoid trouble in subsequent operation, it is essential to remove oil, grease and other impurities of the metal sheet. Therefore the sub- strate or metal sheet was fired in a muffle furnace at 850°C to remove grease and dirt and alleviate the strains developed in the metal during ware forming. After cooling the ware was cleaned with shot blasting or sand blasting equipment. The surface was exposed to a jet of an abrasive material such as quartz, alumina or steel shoot to remove scale, rust and dirt. The surface became clean and slightly pitted for promoting good bonding. Removal of materials from the surface was not excessive and was controlled by adjusting the air pressure and the exposure time.
Decaborax, feldspar, quartz, KNO3 , CaF2 , MnO2 , NiO, and CoO was used as raw materials for making ground coat enamel frit. For a batch, a suitable amount of raw materials were calculated, which has shown in Table 1. One fourth of the calculated amount i. e. 2124.11 g was taken for experiment. The batch was smelted at a temperature of 1350°C. The smelt- ed batch was quenched in water and in air and obtained small flakes of glass particles, which are called ground coat enamel frit. Yield of the frit was 72.75%. The frit was ball milled to make 100 meshes.
TABLE 1.
RAW MATERIALS USED IN GROUND COAT ENAMEL FRIT
Raw materials | Mole % | Wt in g |
Decaborax | 7.75 × 381.40 | 2955.85 |
Feldspar | 5.20 × 556.00 | 2891.20 |
Quartz | 25.80 × 60.10 | 1550.58 |
KNO3 | 5.88 × 101.10 | 594.47 |
CaF2 | 4.80 × 78.10 | 374.88 |
MnO2 | 0.68 × 86.90 | 59.09 |
NiO | 0.47 × 74.70 | 35.11 |
CoO | 0.47 × 75.00 | 35.25 |
Total= 8496.43 g |
Feldspar, quartz, borax, soda ash, TiO2 , DAP, MgCO3 was used as a raw materials to prepared cover coat enamel frit. Suitable amount of raw materials were calculated for a batch which has shown in Table 2. One forth of the calculated amount i. e. 2164.62 g were taken for experiment Cover coat enamel frit was prepared as same as procedure followed for the preparation ground coat enamel frits. Thus the yield of the cover coat enamel frit was obtained 70%. The frit was ball milled to make 150 meshes. Moreover, 300g of cover coat enamel frit, 9 g of 3% clay, 2.5 g of 0.5% bentonite and 50% water was mixed and milling them for 3.5 h to make cover coat enamel slip.
IJSER © 2014 http://www.ijser.org
International Journal of Scientific & Engineering Research, Volume 5, Issue 2, February-2014 823
ISSN 2229-5518
TABLE 2.
RAW MATERIALS USED IN COVER COAT ENAMEL FRIT
ence to the substrate
TABLE 3.
OXIDE COMPOSITIONS OF EXPERIMENTAL (EXP.) AND REPORTED
(REP.) ENAMEL COATS FOR SHEET STEEL
The ground coat frit slip was applied to steel sheet by spray- ing system. After spraying, coating was dried in open air and in a drier. Then the sample was firing in an electric furnace at
890°C-920°C for 6 min. The coating thickness of the enamel was found 175 µm. The cover coat enamel slip was applied on ground coated sheet as thinly as possible to obtain a complete and uniform covering by spraying. Dried them in an open air and in a drier. After drying of the cover coat, the test sheet was fired at 860°C-870°C for 4 min. The results for every case were showed good with glossy white surface and defect free.
In the present study two types of enamel frit were character- ized. Ground coat enamel frit and cover coat enamel frit. Ground coats were applied directly to sheet surface which contain oxides that promote adherence and serves as a bond between the metal substrate and the cover coat while cover coats are applied over the ground coat to improve appearance, provide the required color and degree of opacity and give the desired protective properties of the coating. Table 3 showed the oxide composition of both experimental coating, along with the reported [5] oxide composition of sheet steel coatings. The common oxide composition of both coating are SiO2 , B2 O3 , Al2 O3 Na2 O while other oxide composition of both coatings are different as the batch composion used in both coating are different. Each oxide has a particular contribution to make to the enamel. Silica is the fundamental oxide of glass. Enamels are preponderantly made up of silica. Boric oxide used as the main flux in enamel. It forms borates that reduce the expansion of the enamel. Therefore it is useful for the correction of crazing. Alkaline oxide such as Na2 O, K2 O, MgO used in ground coat act as a binder and increased acid resistance to the metal surface. Transition metal oxide MnO2 , NiO2 , CoO was used to develop a typical roughening of the base metal during firing. This roughening appears to be caused by two successive electrochemical reactions at the in- terface of the enamel and steel. TiO2 were used in cover coat enamel frit which obtained a high degree of opacity and im- proved chemi- cal resistant of the cover coat. Al2 O3, ZrO2 , Cr2 O3 , Fe2 O 3 presence in the coatings, increased their adher-
as well as helps to control their porous microstructure [6].
The specific gravity of ground coat enamel frit was examined and found 1.529. Comparatively it is of light and adhesive powder. This less value indicating that this material is appropriate to bind to steel substrate and increase the adhe- sion between enamel and metal substrates. In examining the interface between enamel and metal substrate, it is desirable to be able to measure the degree of adhesion developed. The adhesion is indicated by an adherence index which is the ratio of the area from which the enamel has been detached to the total area deformed. In such a test the actual parameter meas- ured is a combination of enamel-metal adhesion and enamel bulk strength. According to King et. al. [7] good adherence requires the enamel to be saturated with the oxide of the metal substrate, and that oxide should not be reducible by the sub- strate metal results in metal to metal bonding in the base metal and enamel. In the present study adherence of ground coat to mild steel substrate was examined and calculated through the adherence index and it was found 97.5% indicating that the materials used for enameling was perfect for adhesion be- tween enamel and metal sheet.
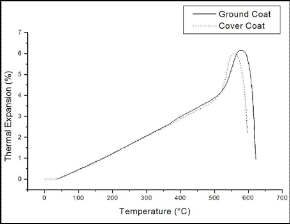
To avoid the creation of destructive stresses, thermal expan- sion co-efficient is an important parameter for matching of coating-metal interfaces. If the coating has a thermal expan- sion coefficient smaller than that of the metal, it contracts less rapidly and will be in compression once cooled to room tem- perature and in the reverse case the coating will be in tension [8]. The thermal expansion curves of ground coat and cover coat enamels are shown in Figure 1. The parent frit exhibits an increase in its slope at 500°C associated with the transforma-
IJSER © 2014 http://www.ijser.org
International Journal of Scientific & Engineering Research, Volume 5, Issue 2, February-2014 824
ISSN 2229-5518
Fig. 1. Thermal expansion curves of studied enamels.
tion temperature and showed a maximum at 570°C, the dila- tometric softening temperature. Values for the coefficient of thermal expansion are measured from 35°C to the specified temperature.Between 35-500°C the coefficient of thermal ex- pansion is calculated 86.02×10-7/°C. The cover coat enamel showed an increase in its thermal expansion and dilatometric softening temperature. It begins to deform in the dilatometer at 550°C, and calculated thermal expansion coefficient be- tween 30-5000 C of 80.8×10-7/°C. The thermal expansion coef- ficients of both enamel coating are smaller than that of mild steel as reported [9] values of mild steel was 130×10-7/°C, in-
dicating that the both enamel coatings are attached to steel sheet less rapidly and faced under compression at the inter- face region.
The TGA and DTA thermogram of enamel coatings are shown in Figure 2. The TGA curve showed that the mass of coatings were decreased with increased temperature. The significant mass changes were observed 0.09% at 210°C, 0.15% at 530°C,
0.27% at 740°C and 0.12% at 1000°C indicated that the interac- tion between coating materials. The DTA pattern of the coat- ing materials showed an exothermic peak at 677°C which is corresponding to crystallization.
XRD patterns of coating are shown in Figure 3. This exhibited strong diffraction peaks of rutile and anatase as a major crystal phase present in the coatings. Quartz, borax, soda ash mages- ite and feldspar were identified as a low intense complex form. The presence of rutile as well as anatase in coating ma- terials improved the chemical resistance of the product and made them glassy and defect free. The incorporation of up to
30 wt% TiO2 smelted into a clear frit, recrystallises as anatase and rutile during firing [10, 11]. These partially crystallized
titania enamels represents a marked improvement and most commercial enamel compositions are based upon them.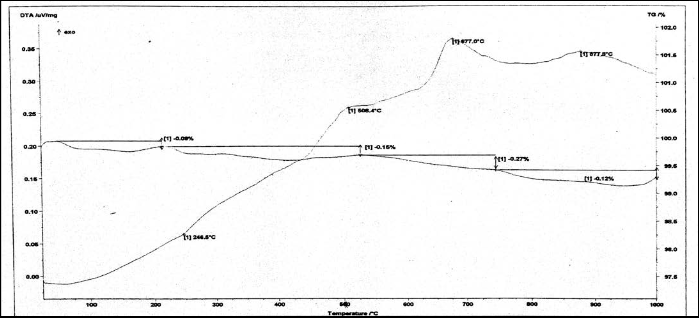
Fig. 2. TGA-DTA curves of cover coated enamels
IJSER © 2014 http://www.ijser.org
International Journal of Scientific & Engineering Research, Volume 5, Issue 2, February-2014 825
ISSN 2229-5518
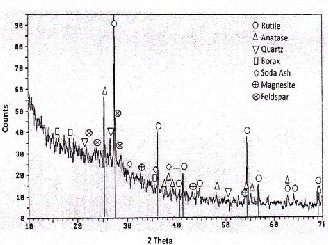
Fig. 3. X-ray diffraction patterns of cover coated enamels
The ultimate cover coat was white and defect free coating. This developed coating has been evaluated for various functional properties as per various ISO standards suitable for domestic vitreous coatings. The results are reported in Table 4, along with the reported [12] properties of conven- tional vitreous enamel coatings suitable for use in domestic applications. The abrasion resistance of this type of coat- ing was found 2.762 mg/cm2 which is almost near to nor- mal vitreous enamel coating value indicating that this coat- ing are highly resistant towards abrasion even on pro- longed use[13]. Hardness and impact strength value of this coating was found 603.8 Kg/mm2 and 15-18 Kilo-dynes, respectively, both are higher than that of normal vitreous enamel coating value indicating the superior mechanical properties of develop coating. Thermal shock resistance was same with normal vitreous enamel coatings at 350-
400°C. Acid resistance is an important parameter in which
protect coating surface from corrosion and defect free.
Now a day’s chemical as well as metallurgical industry
needs acid resistant coating materials having high linear
coefficient of thermal expansion suitable for use in equip-
ment which need to resist wider varieties of acid, alkalis,
salts and solvents over higher ranges of concentration,
temperature and pressure. However a large amount of al-
kali oxide reduces the acid resistance property of the coat-
ings [14]. In the present study Acid resistance with 6% cit-
ric acid and 11% hydrochloric acid was found 47.54
mg/dm2 and 144.60 mg/dm2, respectively, indicating that the experimental coating showed less resistance with re- spect to 6% citric acid than that of normal vitreous enamel coating resistance, while it is highly resistance with respect
to 11% hydrochloric acid as like as normal vitreous enamel coatings resistance. These findings are clearly showed the superior mechanical as well as chemical properties of the developed coating and which is useful for specialized engi- neering and industrial applications.
TABLE 4.
COMPARISON OF COATING PROPERTIES
Properties | Developed Coating | Normal Vitreous Enamel Coating |
Abrasion Resistance (loss in weight value against 50,000 cycles) | 2.762 mg/cm2 for mild steel | 4-6 mg/cm2 |
Vickers Hardness ( test load=100 g) | 603.8 kg/mm2 | 350-450 kg/mm2 |
Impact Strength (falling ball method) | 15-18 kilo-dynes | 10-12 kilo- dynes |
Thermal Shock Re- sistance | 350-400°C (10 cycles) | 350-400°C (6 cycles) |
Acid Resistance (boil- ing) (a) Citric Acid (6%) (b) Hydrochloric Acid (11%) | (a) 47.54 mg/dm2 (b) 144.608 mg/dm2 | (a) 6-10 mg/dm2 (b) 100-150 mg/dm2 |
Enamel-steel interface is one of the most strategic and at the same time critical aspect that influence the quality and the behavior of the enamel coating. The present research deals with aiming at the preparation of improved coating materi- als through the understanding of the characteristics and properties of the enamel-steel interface. On the basis of the investigation of enamel-steel coating, it was observed that the coating developed in this research was confirmed through the analysis of their physico-chemical, thermal as as well as physico-mechanical properties, along with TGA/DTA and XRD analysis. Specific gravity of ground coat enamel frit was found 1.529, which increased the adhe- sion between enamel and metal substrates. Adhesion be- tween enamel and steel was found 97.5% indicated that the material used for enameling was appropriate. Thermal expansion coefficient of both enamel coats is smaller than that of mild steel. This finding indicated that the both enamel coats are attached to steel sheet less rapidly and faced compression. DTA curves of the coating showed exo- thermic peak at 677°C, which correspondence to crystalliza- tion. XRD pattern exhibited rutile/anatase as a major crys- tal peak present in the coating, which improved the chemi- cal resistance of the products and made them glassy and defect free. Abrasion resistance, acid resistance, hardness, impact strength, thermal shock resistance showed much better results as compared with conventional vitreous coat- ing. These findings conclude that the developed coating posseses superior coating properties compared to conven- tional coatings used for domestic application. So, this de- veloped material can be processed and applied as a coating
IJSER © 2014 http://www.ijser.org
International Journal of Scientific & Engineering Research, Volume 5, Issue 2, February-2014 826
ISSN 2229-5518
by conventional vitreous enameling technique.
This work is financially supported by the Bangladesh Council of Scientific and Industrial Research (BCSIR), Min- istry of Science and Technology, Govt. of Bangladesh.
[1] E. Scrinzi, S. Rossi, 2010. The aesthetic and functional properties of enamel coatings on steel. Materials & Design – Mater-Design, Vol. 31(9), pp. 4138-4146.
[2] L. L. Shirier, G. T. Burstein, R. A. Jarman, 1998. Corrosion. But terworth-Heinemann, Volume 1.
[3] Masoud Bodaghi, Amin Davarpanah, 2011. The influence of co- balt on the microstructure and adherence characteristics of enam- el on steel sheet. Processing and Application of Ceramics, 5 (4), pp. 215–222.
[4] G. V. Bazayants, V. A. Svetlichnyi, V. V. Demchuk, V. A. Ryzhi- kov, 1983. Abrasive wear of glass enamels and slag sitall used in heat energetic. Glass and Ceramics, Vol. 40, Issue 6, pp. 295-296.
[5] A. L. Freiberg. 1977. Enamels, Porcelain or Vitreous. Second Edi- tion, University of Illinois, Vol. 9, pp. 1-20.
[6] A. P. Zubekhin, A. G. Thacheva, O. N. Thacheva, 1996. Glass and
Ceramics, Vol. 53, pp. 275.
[7] B. W. King, H. P. Tripp, W. H. Duckworth, 1959. Nature of ad-
herence of porcelain enamels to metals. Journal of the American
Ceramic Society, Vol. 42, Issue 11, pp. 504–525.
[8] Andrew Irving Andrews, 1961. Porcelain enamels: the prepara- tion, application, and properties of enamels. Garrard Press, pp.123, 252, 306-315, 337-380.
[9] A. Zucchelli, M. Dignatici, M. Montorsi, R. Carlotti, C. Siligardi,
2012. Characterization of vitreous enamel–steel interface by us- ing hot stage ESEM and nano-indentation techniques. Journal of the European Ceramic Society, Vol. 32(10), pp. 2243–2251.
[10] R. A. Eppler, W. A. McLeran JR., 1967. Kinetics of Opacification of TiO2-Opacified Cover Coat Enamel. Journal of the American Ceramic Society, Vol. 50, Issue 3, pp 152–156.
[11] Robert F. Patrick, 1951. Some Factors Affecting the Opacity, Col- or, and Color Stability of Titania. Opacified Enamels, Vol. 34, Is- sue 3, pp 96–102.
[12] Amitava Majumdar and Sunirmal Jana, 2001. Glass and glass- ceramic coatings, versatile materials for industrial and engineer- ing applications. Bull. Mater. Sci., Vol. 24(1), pp. 69-77.
[13] R. Sen, S. Dutta, S.K. Das, S.K. Basu, 1989. Evaluation of a glass- ceramic coating for machine tool slides. Wear, Vol. 130, Issue 1, pp. 249-260.
[14] B. Z. Pevzner, S. G. Dzhavuktsyan, V. E. Mishel, 1972. Acid- resistant glass-crystalline coatings. Glass and Ceramics, Vol. 29, Issue 4, pp. 245-247.
IJSER © 2014 http://www.ijser.org