International Journal of Scientific & Engineering Research, Volume 5, Issue 1, January-2014 96
ISSN 2229-5518
Toward an automation increasingly
interconnecting
Abdelhafid RACHIDI, Abdellah KHATORY & Abdennebi TALBI
Abstract—the evolution of Information and Communications Technologies ICT and their reliability in the different areas of the industry has changed completely the design of automated systems. The vision today is to manipulate the media of communica- tion such as generic Ethernet since the connection of a sensor up to the network of workshop or for business, for this the pro- grammable logic controllers (PLC) are become more and more of a communication through communication interfaces such as Ethernet/IP, PROFINET, PROFIBUS…,which allow you to perform a remote communication between the field level( production tools), the workshop level ( the production service) and the local network which concepts the different service of the company. The maintenance is part of the features that can pull the advantage of interconnection of production systems.The communicative function allows you to perform the remote maintenance or at least to establish a precise diagnosis in order to reduce the time of intervention.
In this paper we will explain the communication of a PLC since the Ethernet network up to the corporate network, following dif- ferent policies of communications by giving some sample application in this area.
Index Terms—NICT, PLC, Ethernet/IP, PROFINET, PROFIBUS, remote maintenance.
1 INTRODUCTION
—————————— ——————————
cconrding to the technological development and the new information and communication technologies, and the race for competitiveness that drives the search for total
quality and especially the reduction of costs , the structure of the manufacturing process has changed through the integra- tion of new computer systems such as CIM and MES, who led the API to be improvements of any kind whatsoever the num- ber of features (the number of commands and operations to be performed in real time) , interoperability with systems ( ability to manage multiple systems into a single global system ) , er- gonomics between staff and production tools , software, and especially the improvement of new industrial communication protocol such as Profibus, Profinet and Ethernet/IP.
First, we will introduce new computer systems that connect business processes while explaining the system for each spe- cialty. On the other hand, we set a goal to present the different communication tools for API such as PROFIBUS, PROFINET, technology and EtherNet / IP. Next, we specify the use of tools by giving some examples of application, especially rec-
————————————————
• RACHIDI Abdelhafid is a PhD student in the laboratory of Production Engineering, Energy & Sustainable Development (LPESD).Faculty of Sci- ences and Technolgy of Fez, Sidi Mohamed Ben Abellah University.Fez, Morocco.
E-mail: abdelhafid.rachidi@usmba.ac.ma
• KHATORY Abdellah is a PhD professor in the high school of technology of
fez, Sidi Mohamed ben abdellah University, Fez, Morocco.
E-mail: abdellah.khatory@usmba.Ac.ma
• TALBI Abdennebi is a PhD professor in the high school of technology of
Fez, Sidi Mohamed Ben abdellah University, Fez, Morocco. E-mail: Abdennebi_talbi@yahoo.fr
ommended for the application of a remote maintenance solu- tion.
2 CUMPUTERIZED SYSTEMS MANAGEMENT OF THE
COMPANY
A computerized system management is an organized resource (hardware, software, staff, data and procedures) which allows regrouping, classifying, and process and disseminate information on a given environment.And this system is the vehicle of communication in an organization. Its structure consists of all resources (people, hardware, software) organized to: collect, store, and communicate information, two main systems of computerized management: Computer Inte- grated Manufacturing CIM and MES Manufacturing Execu- tion System...
2.1 Computer integrated manufacturing CIM
The early 80s saw the emergence of a computerized man- agement system called CIM (Computer Integrated Manufacturing). It is a concept describing a fully automated process. Ie that all plant equipment operate under the total control of computers, PLCs and other digital systems.
CIM is and integrates equipment CAD (Computer Aided De- sign or CAD / CAM, computer-aided design / computer- aidedmanufacturing), flexible manufacturing, machining centers, numerically controlled (CNC), ERP (Enterprise Re- sources Planning) or rather for MRP2 MaterialRequirement Planning or CAM for Production Management Computer Aided, storage and automated handling and methodologies
IJSER © 2014 http://www.ijser.org
97
International Journal of Scientific & Engineering Research Volume 5, Issue 1, January-2014
ISSN 2229-5518
conceptual integration of these components within an overall system company information [5].
In the CIM concept, there was also the famous pyramid CIM, which was to "cut" a production unit in several levels [9] level "sensors / actuators" (the lowest level, called Level 0) the "management" level, including through levels "cell" and "workshop". Level control / command, each level can be implemented with well-identified technologies. With the emergence of distributed automation technologies, which of- ten cover several levels of the pyramid CIM is less popular. The following figure shows the CIM pyramid:
and machine operators.
The following figure shows the location of MES in a business:
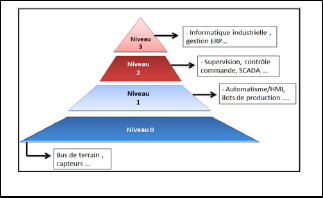
Fig.2: the location of MES in a business
Fig.1: The CIM pyramid
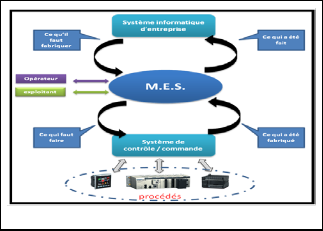
More generally, MES provides the link between enterprises IT systems including management functions of the company (CAM, ERP, accounting, etc...) And control/command providing real-time control of manufacturing workshops.
IJSER
This is a representation which includes four levels correspond-
ing decision levels. Higher up in the pyramid of the CIM, the
higher the decision, the greater visibility and more compre-
hensive standard cycles lengthen. A higher level decides that a lower level runs.
- Level 3: product management and inventory, supply chain management, customer management, ordering and billing (managed by ERP).
- Level 2: the location of products in stock, natural move- ments and batch management (managed by the ware- house management system) ...
- Level 1: Automation, HMI (Human Machine Interface) ...
- Level 0: sensors and actuators ...
To meet market needs, companies must continually seek solu- tions.
Reduce costs, improve efficiency and product quality are the recurring themes that the company strives to improve to stand out. For this integration of MES (ManufacturingExecution Sys- tem) will meet their needs.
2.2 Manufacturing Execution System MES
M.E.S. (ManufacturingExecution System) is a system for controlling and monitoring the work in progress in a work- shop (park machines) [14], it was designed in the 90s in order to keep track of all manufacturing information in real time, get live data feeds from systems monitoring/ control, supervision
It aims to improve productivity and reduce cycle time (total time to produce a command) [7].
The main objectives of MES are:
- Deliver relevant information in real time on the execu- tion of orders.
- Monitor production orders since its launch until the fin- ished products.
- Optimize production activities and improve the overall productivity of men and machines.
- Put in place a system for the company overall approach to industrial implementation.
MES is the bidirectional link between ERP systems (ERP, MIS, etc.) widely implemented in companies and the level of con- trol represented by the programmable logic controllers (PLC) and supervisors.
The management system of the enterprise operates on a transactional time while/command control system is gov- erned by a data transfer in real time. Causing an incompatibil- ity issue between these two levels caused by the timescale for this integration of MES is required to remove this timescale.
MES provides data acquisition by interfacing with the control system monitoring via SCADA (SupervisorControl And Data Acquisition) [14], following protocols like SINEC-H1, Ethway, etc ... and more recently OCP, SNMP, etc...
Once this data is collected in real time in a database, executes the MES it all guaranteeing data conversion process continuous real-time continuous data with relational
IJSER © 2014 http://www.ijser.org
98
International Journal of Scientific & Engineering Research Volume 5, Issue 1, January-2014
ISSN 2229-5518
transactional group. Also, the implementation of various reports of the company, so they are broadcast to the higher level applications.
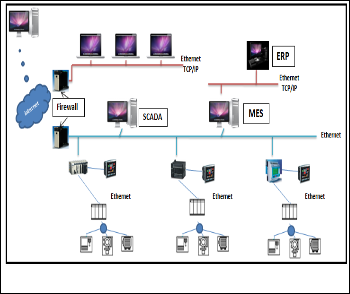
MES provides a management interface now systematized, it transmits only the transactional data based on Ethernet (TCP/IP, Ethernet / IP ...) communication interfaces. The goal is to save the dynamic data (event, material flow ...), and share static data (production program, recipe etc ...) [7] Figure.3 the present system of MES:
Industrial Ethernet concept.
Profibus (Process Field Bus) is a network technology field that
comes through three variants called Profibus -FMS (Fieldbus
Message Specification), Profibus -DP (DecentralisedPeripher-
al) and Profibus–PA (Process Automation), to cover different
needs in industrial communication in automation [10] , since
the sensor-actuator level to level process control and process
supervision.
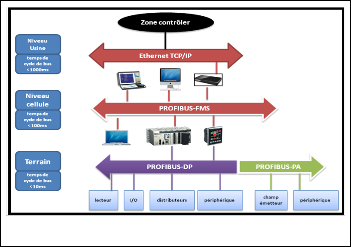
Profibus network architecture offers three levels, allowing communication between diferent hardware and different manufacturers to cover all levels of automation system (Fig- ure.4)
- Data reflex action type with a very short reaction.
- Direct connection of sensors and actuators on the bus
- Intrinsically safe operation.
- Dialogue between automation and decentralized pe-
riphery.
- Exchange complex and voluminous data management
cell
Fig.3: theIsystem Jof MES SER
To be truly effective, the ESM should involve members from
different departments of the company such as development,
production, management, but also maintenance.
Faced with these requirements of the computerized system where new information and communication technologies are needed, systems monitoring / control must be connected with the computer system of the company by communication interfaces.
We will, now, describe the successive mutations tools of communication between PLC and computer system of the company.
3 INDUSTRIAL COMMUNICATION TOOLS
3.1PROFIBUS TECHNOLOGY
Communicate consists of transmitting information through ICT (New Information Technology Communication), commu- nication is done by well defined protocols according to the different layers of the OSI (Open Systems Interconnection) model.
In industry there are several communication protocols, thus, we will describe the Profibus technology that is the basis for industrial communication in the ground level (means of pro- duction). As a result we come to the Profinet technology (a more innovative vision of industrial communication). Finally, we present the new trend of communication based on
Fig.4: Application of Profibus dimension
Profibus is available in three types of protocols, each responding to specific business and application [3] aims:
- Profibus-DP (DecentralizedPeripheral) for applications of master-slave type mono-master for the management of remote IO with extremely short access time equipment. The multi-master operation is possible.
- Profibus-FMS (Fieldbus Message Specification) for ap- plications requiring the exchange between masters for synchronization of activity control and monitoring, based on MMS (Manufacturing Message Specification).
- Profibus PA (Process Automation) for applications requiring process control communication with field de- vices (sensors, actuators) for a remote power supply equipment and intrinsically safe operation in explosive atmosphere.
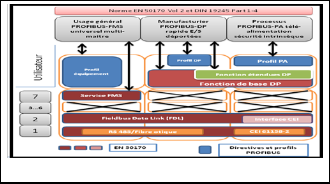
The specifications of the PROFIBUS standard, defined by the standards EN 50170 and DIN 19245, cover layers (7, 2 and 1) of the OSI model (Open System Interconnection). Figure 5 shows the analogy of the Profibus network with the OSI model.
IJSER © 2014 http://www.ijser.org
99
International Journal of Scientific & Engineering Research Volume 5, Issue 1, January-2014
ISSN 2229-5518
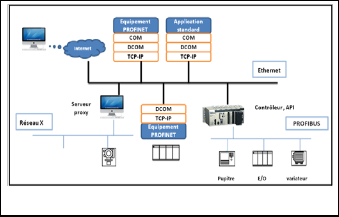
Fig.5: Structure OSI of three variants PROFIBUS
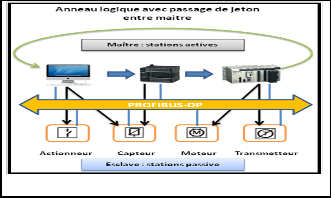
Profibus implements a communication model of master-slave [2] type in a user access to the bus hybrid nature, as shown in Figure.6
Fig.7: Interconnection architecture PROFINET
- Ethernet for sustainability and standardization as backbone and interconnection;
- TCP-IP network interconnection, bridging the gap network and transport layers of PROFIBUS.
- ORPC/DCOM mechanisms ensuring procedures Remote Control (RPC) and information management in a distributed environment (DCOM).
- COM/OLE objects for the management of automation and interfacing to standard applications from the Win-
IJSEdows worlRd; see other operating systems.
Fig.6: principle hybrid bus management
The master devices, called active stations, direct data trans- mission on the bus and transmit messages freely, subject to obtaining the right of access to the medium, as determined by passing a token.
Slave devices, called passive stations are peripherals (input- output blocks, valves, drives and measuring transmitters etc...) That does not have the right to access the bus. Their action is limited to the payment received messages master or the transmission of messages in response to a request from the master.
The hybrid nature of the principle of access implemented by
Profibus network allows:
- One hand communication between stations Masters by a
mechanism token passing bus on deterministic and
adaptive. The circulation of the token is performed in a logical ring, independently of the bus network topology.
- Other hand, a simple communication master-slave type between a master station and slave devices to which it wants to address.
3.2PROFINET TECHNOLOGY
The development aims to Profinet interface automation tech- nology distributed by Profibus network to an Ethernet / TCP- IP network environment [2], [6], relying on computer and communication standards (figure.7):
3.3ETHERNET INDUSTRIAL PROTOCOLE (ETHERNET/IP)
TECHNOLOGY
Ethernet / IP (Ethernet Industrial Protocol) is developed by Rockwell Automation in 2001 and supported by the ODVA (Open DeviceNetVendor Association) [4] technology.
Ethernet / IP is an industrial network based on the concept of CIP ( Common Industrial Protocol) defines the packet that will be produced in the network, this concept has two types of connections: explicit and implicit messaging messaging , the first is used to generic and multiple communications between two nodes, messaging/O is specific to I/O applications.
When an application is constrained temporally, messaging/O is the preferred method because it uses UDP (User Datagram Protocol) rather than TCP (Transmission Control Protocol) [11].
It is present for industrial automation applications while sup- porting data connectivity and Internet Connectivity Company, anywhere, anytime.
Alessandria explains that Ethernet/IP as a network integration of land allows for [1]:
- Direct feedback of information from facilities lowest lev- el (sensors, actuators, I /O, scales, etc...). All of these products incorporate more and more intelligence and can themselves calculate averages or trigger alerts, many functions that are not accessible through a standard se- rial port.
- Direct interfacing with systems for monitoring and
IJSER © 2014 http://www.ijser.org
International Journal of Scientific & Engineering Research Volume 5, Issue 1, January-2014
ISSN 2229-5518
100
management of corporate data. Even the most powerful industrial Ethernet networks support the transmission of such data when the line is not busy with a critical transmission.
- Access to web technologies for setting all IP devices.
- Remote control via a web browser, assuming that the
company is equipped with a router.
- The inclusion of any type of media: copper, optical fiber,
wireless connections, etc. .
- Access to the functions of Machine to Machine (M2M)
for sending emails, or SMS when alert.
- Ethernet/IP has several advantages focused on compat-
ibility with all equipment available and its deployment within an industry is only performed using the software.
4 EXISTING PROJECTS
In this section we will present projects that are developed by various industry groups, locating innovative solutions for maintenance.
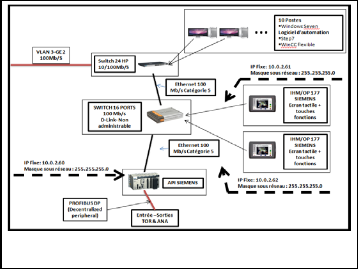
an Ethernet coupler and Profibus-DP. It also includes a web and ftp server, allowing remote monitoring.
The CPU (Central Processing Unit) of the controller implements the calculation program for the control of the programmed process. A control panel and a terminal I/O is also present on the Profibus-DP network for manual control of the process (figure.9) [12].
This hardware and software environment is identical and homothetic to an industrial setting.
4.1M2M PROJECT
M2M project aims to Grouping solutions that enable machines to communicate with without human intervention [8] central
IJSER
server (figure.8).
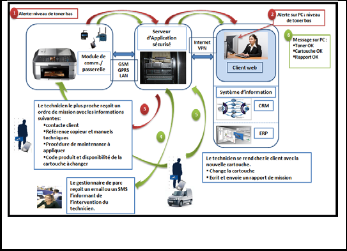
Fig.9: Description of the hardware implementation of SIEMENS
Fig.8: Example of Machine To Machine (M2M) application [8]
The most advanced in the field of M2M industries are transportation fleet management and advanced telematics (security, backup, dynamic navigation ...) and the area of distribution of water, gas and electricity.
4.2SIMENS PROJECT
The supervisory architecture used is divided into four levels: level internet (secure gateway), the enterprise-level (local area network), the automation level and finally the ground level. The company level is represented by a local network. Access to the Internet from the network is controlled by a router / firewall.
The automation level is managed by the Siemens PLC. It has
4.3SOLUTION FOR THE REMOTE MAINTENANCE
The concept of "Sm@rtService" is a service that allows for re- mote maintenance operator panels for assistance via internet: telecontrol via internet / intranet, remote operation of a HMI (Human Machine Interface) to using internet Explorer, access to support and maintenance information, provision of stand- ard HTML pages on the HMI system with support and maintenance information and diagnostic functions, assistance by e-mail, sending e-mail based alarms and events (figure.10). Once the connection is made the application is accessible after crossing different passwords on the web browser via Java ap- plet functions (software can run in a web browser through a Java Virtual Machine) [13].
IJSER © 2014 http://www.ijser.org
International Journal of Scientific & Engineering Research Volume 5, Issue 1, January-2014
ISSN 2229-5518
101
(ODVA), 2006.
[12] Guide de siemens «Communication industrielle », Brochure, Avril
2011.
[13] SIMATIC WinCCflexible Flexibility in any HMI applications –from the Micro Panel to the PC Brochure · March 2010.
[14] Todd.CStrategic development of a manufacturing execution system MES for cold main management using information product mapping, MBA & MCE university of Pennsylvania, United State, 2011.
Fig.10: Access to the application of HMI via a w eb service
5 CONCLUSION
In this article we presented the mutation of global automation of manufacturing processes CIM systems and MES. We speci- fied how they ensured the communication between each enterprise level to the upper level. We described the various successive mutations communication tools such as Profibus, Profinet and the new concept of Ethernet/IP, and then we gave some application examples
.
In the end, we introduced the technology Sm@rtService for
maintenance and diagnostics via the web (from a PC connect-
ed to the Internet) and communication with the HMI through
assisted remote maintenance.
REFERENCES
[1] Alessandria E., Seno L. et VitturiS. Performance analysis of ether- net/ip networks.7th IFAC International Conference on Fieldbuses and Net works in Industrial and Embedded Systems, FET, Tou- louse, France, Novembre 2007.
[2] Andreu L. Les Réseaux Locaux Industriel, ouvrage. Paris 2003.
[3] Groupe de travail CIAME. "Réseaux de Terrain : description et cri- tères de choix".Editions Hermès, Paris, 1999.
[4] Decotignie J.-D. A perspective on ethernet-tcp/ip as a fieldbus.IFAC International Conference on Fieldbus Systems and their Applica- tions (FET’2001), Nancy, France, Novembre 2001.
[5] Foston, A., C. Smith, and T. Au.Fundamentals of Computer Integrat- ed Manufacturing. Englewood Cliffs, NJ: Prentice-Hall, 1991.
[6] International Electrotechnical Commission, Digital data communi- cations for measurement and control–fieldbus for use in industrial con- trol systems: Part 3: Data link service definition. IEC Standard
61158.
[7] G. Kulcsár, O. Hornyák and F. Erdélyi, “Shop floor control decision supporting and MES functions in customized mass production” Manu- facturing Systems Development–Industry Expectation, 2005.
[8] Le marché du M2M en passe d'exploser d'ici 2010 !, Article Journal
du Net, Juin 2005.
[9] Melnyk, S. A., and R. Narasimhan.Computer Integrated Manufac- turing: Guidelines and Applications from Industrial Leaders. Home- wood, Ill.: Business One–Irwin, 1992.
[10] Nutzer Organization e.v. Profibus standard DIN 19245 Part I and
II. Translation from German, 1992.
[11] Schiffer V. The common industrial protocol (CIPTM) and the family of CIP networks.Open DeviceNetVendor Association - Inc.
IJSER © 2014 http://www.ijser.org