International Journal of Scientific & Engineering Research, Volume 4, Issue 8, August-2013 1339
ISSN 2229-5518
A thesis on dissertation work
“STRENGTH OF CORRUGATED ROOFING ELEMENTS REINFORCED WITH SILK FIBRE AND RICE HUSK ASH”
MASTER OF TECHNOLOGY in STRUCTURAL ENGINEERING
by
Under the guidance of
2012-2013
IJSER © 2013 http://www.ijser.org
In ternational Journal of Scientific & Engineering Research, Volume 4, Issue 8, A ugust-2013
ISSN 2229-5518
1340
THE OXFORD COLLEGE OF:NGIIXEERI G
Bommanahalli, Hosu r Road, Bangalore-560078
Department of Civil Engineering
2012-2013
Certificate
It is certified that the Project Work entitled ''Strength of corrugated roofing clements reinforced with silk fibre and RJIA'' is a bonafide work cttrricd ou t by l\labcsh K.P. (I OX11 CSE03), 41 semester i\1.Tecll, Structural Engineering in partial fulfillment for the award of Degree of MastlT of Technology in Civil Engineering of the Visvcsvaraya Technologica l Univc!"'Sity. Oelgaum during the year 2012-2013. It is certified that all sugg tion/eorrection indicated for l ntemal Assessment have been incorporated in the repor1. The Project report h;c; been approved as it :uisfies the academic n.:quircmcnts in
respect 0 rProject prescribed for I hetaster 0!'Technology degree.
IZ. rv
------·-···--
:\runkumar B.'
(Asst. Prof & Project Guide)
' _ )......................
Dr. Amarnath K Dr. ; garaJ.R
Head \f{o fillrt me n t
·IRnll,arnj
Prlnc:•p<t
External Examiners
Name
I.
2.
O•p:.rtr en t of r1v11 E n!}"' 'T'h Oxford Co!lcgo·l Euq'neo•:o{'
he Oxfor d (.'oHcf:C < f (ng i ncr:t tP.J:manHtte.l< •:c. .· ·_Ro< d,
' " i3.Jnt·310ro - ••bU Cu8
uu. Srgnature wtth Date
IJSER 2013 http://www 11ser. org
International Journal of Scientific & Engineering Research, Volume 4, Issue 8, August-2013 1341
ISSN 2229-5518
I wish to express my heartfelt gratitude to Mr. B.N. Arunkumar, Assistant Professor and P.G coordinator, Department of civil engineering, The Oxford College of engineering, Bangalore for his excellence guidance, incessant encouragement and support throughout the course.
I would also like to thank, Dr. K. Amarnath, Professor and Head, Structural engineering, Department of civil engineering, The Oxford college of engineering, Bangalore, for providing us all the necessary support.
I thank Mr. Channabasaya, Instructor of Concrete laboratory, Department of civil engineering, The Oxford college of engineering, Bangalore, for their support throughout the completion of Project Work.
I thank Dr. R. Nagaraj, Principal of The Oxford College of engineering, Bangalore, for the facilities and resources extended to complete this Project Work.
Finally I would like to thank my family members and all my friends who inspired, motivated and supported me throughout the course of work and every hand that rendered help directly or indirectly and every heart that blessed me, for which I sincerely thank them.
IJSER © 2013 http://www.ijser.org
Internatio nal Journal of Scientific & Engineering Research, Volume 4, Issue 8, August-2013
ISSN 2229-5518
THE OXFORD COLLEGE OF ENGINEERING
BANGALORE
VISVESVARA Y A TECHNOLOGICAL UNIVERSITY
BELCAUM
DECLARATION
I h :n:by declare that the work submitted whic h is prescribed in project thesis entitled "STRENGTH OF CORR U GATED ROOFlr\G ELEME NTS HEINFUHC.Ii.IJ WITH SlLK FIBRE AND RICE H USK ASH" in partial fulfi llment of the requirement for the award uf D ::grt:e u f Ma t :r of T :chnology i n St ructurdl Engi neering from V ISVESVARAYA TECHNOLOG ICAL Vl\ IVE RSITY, Del gaum canied out d uri ng the yea r 2012-201 3 unu :rthg:uitlaJt<:<: uf ARU NK U MAR B.:"/, Asst. Prof, IJepanment of Civil cngul<: :ring, The Oxlorc.l olkge of engineering, Bangalore.
Funher I declare t hat the wo1k is original <mu 1 hav<: nul submi ll :c.l this work to any other university to get any degree or diploma.
1342
Name
.Q. d-+\13
us Sib'Tlaturw: ith uat :
1\IAHF.SH.K.P 10XllCSE03
1-BER IS)2013 http:1/www.ijserorg
International Journal of Scientific & Engineering Research, Volume 4, Issue 8, August-2013 1343
ISSN 2229-5518
Title Page No.
1. INTRODUCTION 6-8
2. REVIEW OF LITERATURE 8-11
2.2.1 Researches on rice husk ash 8
2.2.2 Researches on corrugated roofing sheets 10
3. MATERIALS AND METHODOLOGY 12-21
3.3 Methodology 20
3.3.1 Casting procedure 20
3.3.2 Casting procedure figures 20
4. EXPERIMENTAL SET UP 21-24
5. RESULTS AND OBSERVATIONS 25-33
5.1 Compressive strength for different % of RHA 25
5.2 Split tensile strength for different % of fly ash 27
5.3 Bending Strength of tiles 28
5.4 Water absorption of tiles 29
5.5 Number of blows for tiles 30
5.6 Residual impact strength ratio of tiles 31
5.7 Tests on roofing element 32
5.7.1Cost analys is 33
6. ANALYSIS OF RESULTS 34-36
6.1 Graphs of Compressive strength 34
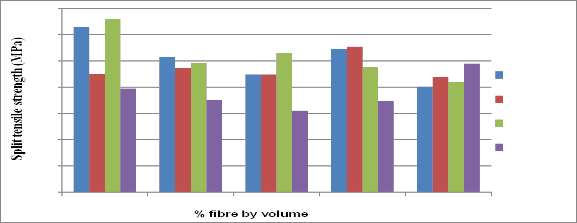
6.2 Graphs of Split Tensile strength 34
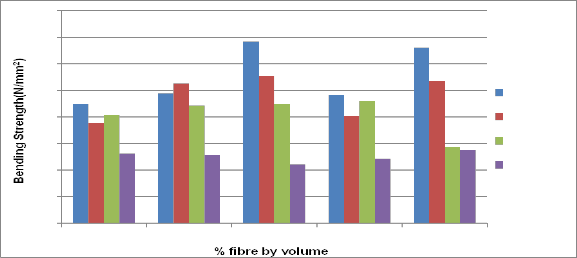
6.3 Graphs of Bending Strength 35
6.4 Graph of Water Absorption 36
6.5 Graph of Residual Impact Strength ratio 36
7. CONCLUSION 37
8. SCOPE FOR FUTURE WORK 38
REFERENCES 39
IJSER © 2013 http://www.ijser.org
International Journal of Scientific & Engineering Research, Volume 4, Issue 8, August-2013 1344
ISSN 2229-5518
Most of the corrugated roofing sheets have damaged due to tearing out at its corrugations by high wind loads and impact loads. The strength of these corrugations can be improved with fibre reinforcement, as the fibres are the crack arresters and absorbs energy. In this paper natural fibre namely silk fibres are used as reinforcement in cement matrices for producing corrugated roofing sheets has been investigated and reported. Rice husk ash-based silk fibre roofing sheets were cast manually and the strength of the corrugations of the above composite sheets in terms of splitting, due to direct and impact loads, were experimentally evaluated. It is found that the strength towards splitting of corrugations of the RHA based silk fibre corrugated roofing sheets due to direct and impact loads was improved as compared to the corrugated sheets without silk fibres. Also it is observed that RHA based silk fibre reinforced sheets are comparable to the splitting of corrugations due to direct and impact loads of a commercial roofing sheet, available in India. The result of the study revealed that rice husk can be used to replace asbestos, in the production of corrugated roofing sheets. Also the usage of industrial wastes still needs study on their better usage toxicity. These materials if studied and developed properly hold the key to address the current housing needs. The roofing tiles can be adapted particularly for hot climate due to its high insulation properties and therefore suitable to provide shelter for livestock by using the locally available agricultural waste materials for its production.
Concrete is characterized by quasi- brittle failure and weak in tension, the nearly complete loss of loading capacity, once failure is initiated. This characteristic, which limits the application of the material, can be overcome by the inclusion of a small amount of short randomly distributed fibers (natural, glass, synthetic and steel) and can be practiced among others that remedy weaknesses of concrete, such as low growth resistance, high shrinkage cracking, low durability, etc. Fiber reinforced concrete (FRC) is a fiber reinforcing cementitious concrete composite, and by adding discrete short fibers randomly in concrete it exihibits many sustantially improved engineering properties in compressive strength, tensile strength, flexural strength etc. The fibers are able to prevent surface cracking through bridging action leading to an increased impact resistance of the concrete.
Rice husk ash, Fly ash, Ground
Granulated Blast furnace Slag, High Reactive Metakaolin, silica fume are some of the pozzolanic materials which can be used in concrete as partial replacement of cement. A number of studies are going on in India as well as abroad to study the impact of use of these pozzolanic materials as cement replacements and the results are encouraging. The strength, durability and other characteristic of concrete depends on the properties of its ingredients, proportion of mix, method of compaction and other controls during placing and curing.
So far, there are many types of natural fiber used in civil engineering. Silk fiber’s diameter is small. A fiber with diameters larger than 0.1 mm is also defined as macro- fiber. So for Natural fiber, contain macro- fiber and micro-fiber. The micro-fiber often is used to control early plastic shrinkage cracking, the macro-fiber is not only used to restrain early plastic crack, but also to improve the properties of hard concrete.
IJSER © 2013 http://www.ijser.org
International Journal of Scientific & Engineering Research, Volume 4, Issue 8, August-2013 1345
ISSN 2229-5518
To study the preparation and properties of the hardened concrete prepared with and without silk fibers, tests were conducted on cubes. They are compression test, flexural strength test, water absorption test and impact test for 28 days.
The locally available materials used for the preparation of concrete. The test were conducted on the materials, such as cement, fine aggregate, and water. Tests on Fine aggregate such as fineness modulus test, specific gravity test and water absorption test, tests on cement such as specific gravity test, initial and final setting time, and standard consistency tests. The drinking water standard is used for the preparation and curing of concrete.
Fibre may be introduced in a part icular
manner and direction at rando m.
Thus we have
• 1-D fibre reinforced (Uni- dimensio nal)
• 2-D fibre reinforced (Two- dimensio nal)
• 3-D fibre reinforced (Three- dimensio nal)
It is possible to align steel fibre in a particular direction by using a magnetic field. In 1-D or Uni-dimensional alignment may be achieved by proper vibration technique to get fibre in only one direction. However a random mix is obtained by introducing the fibre to the cement matrix in a special machine designed for the purpose and then this matrix are pumped into the desired site.
The ratio of length of fibre L/D is
known as aspect ratio and this is one of the parameter in F.R.C.
Fig 10. Un iaxial
The major advantage of F.R.C lies in the fact that cracked resistance is considerably increased and fibre alignment may be achieved accidently or intentionally in a various tabular surface vibration tend to align in two directions.
In 3-D or three-dimensional alignment may be achieved by proper vibration technique to get fibre in only one direction. However a random mix is obtained by introducing the fibre to the cement matrix in a special machine the mode of casting in Horizontal or vertical directions also influence the flexural strength.
Fig 11. Three dimensional
1. Reinforcement against shrinkage and intrinsic cracking.
2. Replaces welded wires mesh/
secondary cracks control steel used
for crack prevention of concrete flooring.
3. Reduces bleeding and dust formation in concrete.
4. Improves impact resistance 3-4 times.
IJSER © 2013 http://www.ijser.org
International Journal of Scientific & Engineering Research, Volume 4, Issue 8, August-2013 1346
ISSN 2229-5518
5. Improves abrasion resistance by 30-
40%.
6. Gives residual strength to concrete.
7. Improves residual strength of
concrete- thus avoids sudden failures and make the concrete earth-quake resistant.
8. Reduce permeability, thus protects
rebar from corrosion.
9. Makes the concrete more durable.
10. Makes hardened concrete more tough.
Dosage: Optimized as per test results
(0.3% silk fibre)
Recommended dosages are as follows:
170gm / 50 kg bag of cement
5 gm / cubic meter of concrete
The purpose of this literature review is to provide background information on the issues to be considered in this thesis and to emphasize the relevance of the present study. The purpose of this chapter is also to provide a broad understanding of using different pozzolanic materials with the replacement of cement using fibres and rice husk ash mortar.
carried out work on “Rice husk ash –
pozzolanic material for sustainability”. In this paper, a brief review is presented an intensive study on RHA was conducted to determine its suitability. From the various grade of concrete (Grade M30, M40, M50) studied, it shows that up to 30% replacement of OPC with RHA has the potential to be used as partial cement replacement (PCR), having good compressive strength performance and durability, thus have the potential of using RHA as PCR material and this can contribute to sustainable construction.
25%). This paper evaluates different contents of Rice Husk Ash added to concrete may influence its physical and mechanical properties. Sample Cubes were tested with different percentage of RHA and different w/c ratio, replacing in mass the cement. By the studies it was concluded that with the addition of RHA weight density of concrete reduces by 72-75%. The cost of 1
m3 of OPC concrete works out to Rs. 1157
while that of RHA concrete works out to Rs.
959. Thus, the use of RHA in concrete leads
to around 8-12% saving in material cost. The Compressive Strength will increase with the addition of RHA. The use of RHA considerably reduces the water absorption of concrete. RHA has the potential to act as an admixture, which increases the strength, workability & pozzolanic properties of concrete.
IJSER © 2013 http://www.ijser.org
International Journal of Scientific & Engineering Research, Volume 4, Issue 8, August-2013 1347
ISSN 2229-5518
dealing with the “Possibility of adding the rice husk ash” (RHA) to the concrete. The use of RHA in civil construction, may bring several improvements for the concrete characteristics. Adding RHA to concrete, a decreasing in water absorption was verified. A reducing of 38.7% was observed when compared to control sample. An increment of 25% was obtained when 5% of RHA was added. Moreover, a reducing on waste Portland cement was verified, obtaining the same resistance of control sample. According to the results of splitting tensile test, all the replacement degrees of RHA researched, achieve similar results. Then, may be realized that there is no interference of adding RHA in the splitting tensile strength. All the samples studied have a similar results in elasticity module. A decreasing in the module is realized when the levels of RHA are increasing.
Strength characteristics of the blocks
were investigated by conducting laboratory experiments. Thermal behavior of the block was investigated by comparing the variation of indoor temperatures in two model houses constructed with the sand cement blocks and Rice husk Ash (RHA) based sand cement blocks. It was found that the optimum compressive strength of RHA based cement
sand block is achieved at 5% replacement level. The RHA based sand cement block make indoor environment more thermally comfortable than the sand cement block.
150mm×450mm hollow sandcrete blocks were cast cured and crushed for 1, 3, 7, 14,
21, and 28 days at 0, 10, 20, 30, 40 and 50 percent replacement levels. Test results
indicate that most commercial sandcrete blocks in Minna town are below standard.
The compressive strength of the OPC/RHA
sandcrete blocks increases with age at curing
and decreases as the percentage of RHA content increases. The study arrived at an optimum replacement level of 20%.
Most of the corrugated roofing sheets have damaged due to tearing out at its corrugations by high wind loads and impact loads. The strength of these corrugations can be improved with fibre reinforcement, as the fibres are the crack arresters and absorbs energy. In this paper natural fibre namely sisal fibres are used as reinforcement in cement matrices
IJSER © 2013 http://www.ijser.org
International Journal of Scientific & Engineering Research, Volume 4, Issue 8, August-2013 1348
ISSN 2229-5518
for producing corrugated roofing sheets has been investigated and reported. Fly ash based sisal fibre roofing sheets were cast manually and the strength of the corrugations of the above composite sheets in terms of splitting; due to direct and impact loads, were experimentally evaluated. It is found that the strength towards splitting of corrugations of the fly ash based sisal fibre corrugated roofing sheets due to direct and impact loads was improved as compared to the corrugated sheets without sisal fibres. Also it is observed that fly ash based sisal fibre reinforced sheets are comparable to the splitting of corrugations due to direct and impact loads of a commercial roofing sheet, available in India.
According to the study, it was found that, the roofing sheets of industrial sheds have been observed to fail in uplift under extreme wind conditions as in a cyclone. This paper presents the research carried out to study the behaviour under static uplift loads of asbestos cement and galvanised iron corrugated roofing sheet systems used in India .Small-scale models were also used to model the uplift behaviour of the roofing sheet systems at the connections and study the effect of dimensions of washers and types of bolts on the behaviour of roofing sheet system.
applied on cotton. The study focuses on the dye uptake, different types of fastness properties and the strength of the dyed samples. It was found that reactive dyes showed better dye uptake and color fastness on silk than acid dyes but comparatively the strength of the fibre was decreased.
This paper studies the performance of
fiber-cement corrugated sheets exposed to long-term weathering, exploring the effect of different environments on fiber-cement degradation. Fiber-cement corrugated sheets that had been exposed to weathering, and in place for more than 30-years, were collected. Mechanical properties like fracture toughness was tested on samples removed from the corrugated sheets.
The breaking load and the breaking
moment during transversal and longitudinal loading of fiber-cement profiled (corrugated) sheets were measured on products manufactured on an industrial Hatschek machine, and the corresponding bending strengths were calculated. The influence of two processing parameters, i.e., the pressure applied to the green sheet directly during the manufacture and the content of the reinforcing organic fibers within the Portland cement matrix, on the fracture strength of the products was studied and statistically analyzed assuming Weibull statistics. The Weibull parameters were compared for different fabrication conditions.
IJSER © 2013 http://www.ijser.org
International Journal of Scientific & Engineering Research, Volume 4, Issue 8, August-2013 1349
ISSN 2229-5518

For the purpose of this work is to study strength characteristics of mortar with replacement of cement by rice husk ash and incorporation of silk fibers. The materials used for casting samples are described as under.

Fig 19. Cement
Fig 20. Sand
Fig 21. Rice husk ash
Fig 22. Silk fibre
Cement is a fine, grey powder. It is mixed with water and materials such as sand, pozzolanas to make mortar and concrete. The cement and water forms a paste that binds the other materials together. The ordinary cement contains two basic ingredients namely argillaceous and calcareous. In argillaceous materials clay predominates and in calcareous materials calcium carbonate predominates. In the present work, 43 grade ordinary Portland cement was used for casting cubes, cylinders and tiles.
Oxide | Percentage |
CaO | 60-67 |
SiO2 | 17-25 |
Al2 O3 | 3.0-8.0 |
Fe2 O3 | 0.5-0.6 |
MgO | 0.1-4.0 |
Alkalies (K2 O, Na2 O) | 0.4-1.3 |
SO3 | 1.3-3.0 |
IJSER © 2013 http://www.ijser.org
International Journal of Scientific & Engineering Research, Volume 4, Issue 8, August-2013 1350
ISSN 2229-5518
1. | Weight of empty bottle, W1 gm | 33 | 33 | 33 |
2. | Weight of bottle+ water, W2 gm | 78 | 80 | 76 |
3. | Weight of bottle+ kerosene, W3 gm | 72 | 74 | 71 |
4. | Weight of bottle+ cement+ kerosene, W4 gm | 90 | 92 | 89 |
5. | Wt of cement, W5 gm | 25 | 25 | 25 |
6. | Sp. gravity of kerosene, S=(W3-W1)/(W2-W1) | 0.86 | 0.87 | 0.88 |
7. | Sp. Gravity of cement, S=W5 (W3-W1)/((W5+W3-W4)(W2-W1)) | 3.10 | 3.12 | 3.15 |
Trails | 1 | 2 | 3 | 4 | 5 |
% of Water added | 28 | 30 | 31 | 32 | 33 |
Initial Reading ‘mm’ | 0 | 0 | 0 | 0 | 0 |
Final Reading ‘mm’ | 36 | 33 | 26 | 18 | 7 |
Difference (un penetrated depth) ‘mm’ | 39 | 33 | 26 | 15 | 16 |
Weight of cement = 400gm.
(Size of cement particle passing 800µ size) Needle dimension = 1mm² area of 50mm long. Gauging time = 2-3min
Quantity of water = 0.85P x weight of cement = 0.85 x 32 x 400g = 109ml.
IJSER © 2013 http://www.ijser.org
International Journal of Scientific & Engineering Research, Volume 4, Issue 8, August-2013 1351
ISSN 2229-5518
Trails | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | |
Time in min. | 0 | 5 | 10 | 15 | 20 | 25 | 30 | 35 | 40 | 45 | 50 | 55 | 60 | |
Initial Reading ‘mm’ | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | |
Final Reading ‘mm’ | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 2 | 5 | |
Difference (mightnot penetrated) ‘mm’ | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 2 | 5 |
Final setting time of cement = 5 Hrs.
Sl. No. | Properties | Values obtained | Standard values |
1. | Specific gravity | 3.12 | 3.15 |
2. | Normal consistency | 33% | 30% |
3. | Initial and Final setting time | 60 min and 5 Hrs | Not be less than 30 minutes |
Specific gravity: | Trail 1 | Trail 2 | Trail 3 |
Weight of empty pycnometer (W1 ) | 558 | 558 | 558 |
Weight of pycnometer + water (W2 ) | 1557 | 1560 | 1566 |
Weight of saturated surface dry (W3 ) | 500 | 500 | 500 |
Weight of pycnometer + water + Fine agg(W4 ) | 1865 | 1872 | 1878 |
Bulk specific gravity | 2.60 | 2.65 | 2.66 |
Water Absorption: | Trail 1 | Trail 2 | Trail 3 |
Weight of tray + saturated surface dry fine agg(W5 ) | 950 | 951 | 940 |
IJSER © 2013 http://www.ijser.org
International Journal of Scientific & Engineering Research, Volume 4, Issue 8, August-2013 1352
ISSN 2229-5518
Weight of tray + oven dry Fine Aggregate (W6 ) | 947 | 947 | 934 |
Weight of empty try (W7 ) | 450 | 447 | 440 |
Percentage of water absorption | 0.6 | 0.8 | 1.21 |
Bulk specific gravity = W3/(W3-(W4-W2)) = Average value= 2.60.
Percentage of water absorption = (W5-W6/W6-W7) X100 = Average value = 0.87%.
Weight of fine aggregate (W) = 1000gms. Weight of fine aggregate retained on sieve (Wi).
Percentage of fine aggregate retained on sieve = (Wi/W) X100
Percentage of passing = 100- (cumulative percentage of retained)
Sieve No. | Weight of FA retained (Wi) | % of retained (Wi/W) X100 | Cumulative % of retained ( f ) | % of passing F = 100-f |
4.75mm | 18 | 1.8 | 1.8 | 98.2 |
2.36mm | 65 | 6.5 | 8.3 | 91.7 |
1.18mm | 97 | 9.7 | 18.0 | 82.0 |
600µ | 145 | 14.5 | 32.5 | 67.5 |
300µ | 287 | 28.7 | 61.2 | 38.8 |
150µ | 319 | 31.9 | 93.1 | 6.9 |
PAN | 69 | 6.9 | 100.00 | 0.0 |
/100 = 314.9/100 = 3.149.
IJSER © 2013 http://www.ijser.org
International Journal of Scientific & Engineering Research, Volume 4, Issue 8, August-2013 1353
ISSN 2229-5518
Type | Natural sand |
Specific gravity | 2.600 |
Fineness Modulus | 3.140 |
Moisture content | 0.87% |
Water is one of the ingredients of concrete. It is usually least expensive and testing it tends to be ignored. Water is required for the process of hydration and for getting proper workability. Water is available from many sources, viz., ground, river, lakes, sea, etc. Not all waters are suitable for making of concrete. Water used for concrete should be clear, clean and free from injurious amount of deleterious materials like, salts, oils, acids, alkalis, sugar and organic materials. Potable water (water fit for drinking) is generally considered fit for concrete. The PH value of water shall not be less than 6. In the present work tap water was used for both mixing and curing purposes.
Rice Husk Ash (RHA) is a by-product obtained from the combustion of rice husk which consists of noncrystalline silicon dioxide RHA having pozzolanic properties would reduce the demand of Portland cement The reasons behind the use of RH in the construction industry are its high availability, low bulk density (90-
150kg/m3), toughness, abrasive in nature,
resistance to weathering and unique composition. The main components in RH are silica, cellulose and lignin. RH density is less than 500kg/m3. RH can be utilised in the manufacture of particleboards, ceiling boards and insulation boards. The use of biodegradable adhesives could reduce the use of synthetic adhesives based on
petroleum resources and its ill effects. These materials could provide competitive composite boards for construction and, at the same time, be environmentally friendly.
Silica | 90% minimum |
Humidity | 2% maximum |
Mean Particle Size | 25 microns |
Color | Grey |
Loss on Ignition at 800 °C | 4% maximum |
IJSER © 2013 http://www.ijser.org
International Journal of Scientific & Engineering Research, Volume 4, Issue 8, August-2013 1354
ISSN 2229-5518
Chemical Properties | Values(%) |
Silicon dioxide (SiO2 ) | 90.7 |
Aluminium oxide (Al2 O3 ) | 0.4 |
Ferric oxide (Fe2 O3 ) | 0.4 |
Calcium oxide (CaO) | 0.4 |
Magnesium oxide (MgO) | 0.5 |
1) Reduced heat of hydration – leading to minimal crack formation in higher grades of concrete.
2) Reduced permeability at higher
dosages.
3) Increased chloride and sulphate
resistance/mild acids.
4) Rice husk ash has been effectively
used as simple cementitious coatings for concrete surfaces to act as a waterproofing barrier coupled with higher chemical resistance.
5) Rice husk ash has also been extensively used as an effective repair mortar without the use of SBR latex /Acrylic polymer bonding agents.
6) It not only reduces the consumption
of cement due to blending but also solves the waste disposal problem.
7) RHA when blended with cement makes it the most eco-friendly
versatile supplementary cementing material to concrete.
There are other uses for RHA which are still
in the research stages:
1) In the manufacture of roof tiles.
2) As a free running agent for fire
extinguishing powder.
3) Abrasive filler for tooth paste.
4) A component of fire proof material and insulation.
5) As a beer clarifier.
6) Extender filler for paint.
7) Production of sodium silicate films.
India stand second place in the world
for producing silk. There are several potential applications for silk cement products, particularly in low cost housing, for example for cladding mud brick walls, Roofing slates and corrugated roofing sheets. The high toughness may also be particularly useful in earthquake zone.
There are not many feasible alternatives for roofing materials in many developing countries, especially in the rural areas where modern housing has to rely almost exclusively on the use of corrugated aluminium or asbestos sheets. Due to the high prices of these items, this makes roofing to be the single most expensive item in rural housing schemes. Current research shows that roofing sheets made from silk fibre reinforced concrete can provide a cheap alternative to the conventional corrugated aluminium sheets. silk fibre reinforced concrete sheets are fire resistant and durable. They also have good thermal and sound insulating properties. Silk fibre reinforced concrete roofing sheets can be produced in small scale industries, thereby offering opportunities for improving the quality of life in rural areas.
IJSER © 2013 http://www.ijser.org
International Journal of Scientific & Engineering Research, Volume 4, Issue 8, August-2013 1355
ISSN 2229-5518
Sun screens and cladding for multistory building can be manufactured from silk fibre reinforced concrete, while hallow silk fibre reinforced concrete, blocks can be used for making light load bearing wall elements.
Silk fibre reinforced concrete surfacing
can protect mud brick walls and mud-and-
pole construction from destruction by rain.
Silk fibre reinforced concrete can also be used for the manufacture of paving slabs and as surfacing for concrete bridge decks. There are also wide possibilities for semi- structural applications of silk fibre reinforced concrete in the form of light beams, frames and trusses and as permanent work for cast-in-situ concrete.
Thus, when fully developed and tested, silk - cement could become a very useful building material for developing countries.
Constant slump versus fiber content
and length, increasing the fiber content and aspect ratio are observed to increase the water cement required for maintaining constant workability. Fibers when incorporated in concrete even at low volume fractions provide a relatively high, fiber surface area that needs to be coated with the paste for effective bonding to concrete. Consumption of wet paste for coating fiber reduces paste content for lubrication of aggregates thus reducing the workability.
Color | Yellow, brown, green or grey. |
Tensile strength | Strength is greatly affected by moisture. Wet strength is 75 – 85%, which is higher than dry strength. |
Tenacity | 2.4 – 5.1 gms/denier. |
Density | 1320 – 1400 kg/m3 |
Elongation at break (Normal) | 20 – 25% at break. |
Elongation at break (Extension) | 33% |
Elastic Recovery | Not so good. |
Specific gravity | 1.25 – 1.34 |
Diameter | Negligible (Due to wear and Tear) |
Application | Concrete |
Moisture regain | Standard moisture regain is 11%, but can absorb up to 35%. |
Effect of heat | Silk can withstand at higher temperature than wool. It will remain unaffected for prolonged periods at 140°C. Silk decomposition at 175°C. |
Effect of sunlight | Sunlight tends to encourage the decomposition of silk by atmospheric oxygen. |
Luster | Bright. |
Solubility in water | Not soluble in water |
IJSER © 2013 http://www.ijser.org
International Journal of Scientific & Engineering Research, Volume 4, Issue 8, August-2013 1356
ISSN 2229-5518
Effect of acids | Decompsed by strong acids. Dilute acids do not attack silk under mild conditions. |
Effect of Alkalis | Silk is a less readily damaged by alkalis than wool. Silk dissolves in solutions of concentrated caustic alkalis. |
Effect of organic solvent | Silk is insoluble in the dry-cleaning solvents in common use. |
Composites were manufactured by
manual mix of silk fiber, ordinary portland
cement, sand and potable water in a head pan using pre-determined cement, sand and water ratios as shown in the experimental set up. For the control sample, the fiber and pozollona content were both 0%. The cement-water ratio was 1:0.5 while the cement-sand ratio was 1:3. For other test samples, silk fibers were added at the rate of
0.1%, 0.2%, 0.3% and 0.4%. Rice Hush Ash
(RHA) was also added at the rate of 10%,
20%, and 30% as partial replacement for cement. The added dosages of the fiber and pozollona were based on the mass of cement. The mixtures were thoroughly mixed until homogenous slurry was formed. Three replicate samples each of dimension
500x320x6 mm samples in replicates of three were prepared for strength test, water absorption test and impact test. The sample with the desirable properties was chosen and used in the production of silk - RHA and cement composite roofing sheets. Each mixture was spread uniformly to a thickness of 6mm. It was then tamped for 60 seconds to reduce and eliminate voids in the composite produced. The slurry was carefully transferred on a corrugated mould as shown in figure, the mixture was smoothened with the aid of a hand trowel as seen in figure and covered with polythene. It
was allowed to dry for 24 hours, then it was removed from the sheet.

Fig 23. Mixing of fibre with aggregate
IJSER © 2013 http://www.ijser.org
International Journal of Scientific & Engineering Research, Volume 4, Issue 8, August-2013 1357
ISSN 2229-5518


Fig 24. Spreading and Smoothening with hand trowel Fig 25. Dragging and allowed to dry
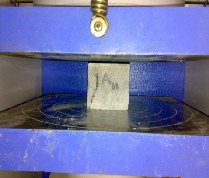
Cubes of size 75x75x75 mm were used to prepare the mortar specimen for the determination of compressive strength of 1:3 rice husk ash mortar and cylinders of size
100 x 200 mm diameter were used to determine the split tensile strength of the specimen. All specimens were prepared in accordance with Indian Standard specifications IS: 456-2001. All the specimens were cleaned and oiled properly. These were securely tightened to correct dimensions before casting. Care was taken
that there are no gaps from where there is any possibility of leakage out of slurry.
IJSER © 2013 http://www.ijser.org
International Journal of Scientific & Engineering Research, Volume 4, Issue 8, August-2013 1358
ISSN 2229-5518
Where,![]()
𝑆 = 𝐹𝐿
𝑏
.......... (4.4)
S= Breaking strength (N), F= Breaking load in N,
L= length of roofing sheet (mm),
b= breadth of roofing sheet
(mm),
Fig 4.3. Compression testing machine![]()
iii) Bending strength ( 𝑁 ):
𝑚𝑚2
![]()
𝑅 = 3𝐹𝐿
2𝑏ℎ2
![]()
= 3𝑆
2ℎ2

.......... (4.5) Where,
R= Bending strength or modulus![]()
of rupture ( 𝑁 )
𝑚𝑚2
h= thickness of roofing sheet
(mm)
Fig 4.4. Split tensile test
Fig 4.5. Tile testing machine
i) Breaking load= (Total weight
– Bucket weight) x 12 .......... (4.3)
ii) Breaking strength (𝑁):
Residual impact strength ratio (Irs) =
.......... (4.6)

IJSER © 2013 http://www.ijser.org
International Journal of Scientific & Engineering Research, Volume 4, Issue 8, August-2013 1359
ISSN 2229-5518
Fig 4.6. Impact test set up
Tiles are dried in an oven at constant
600C and then put in water for 24 hours. The difference in weight is measured and
given as percentage tiles dry weight.
The tiles should absorb at most 6 %
after 24 hours in water.
Water Absorption (%) = (B – A) / A
x100 .......... (4.7)
Where,
B = Weight of specimen after 24 hour immersion
A = Weight of dry specimen
Fig 4.7. Curing (Water Absorption Test)
IJSER © 2013 http://www.ijser.org
International Journal of Scientific & Engineering Research, Volume 4, Issue 8, August-2013 1360
ISSN 2229-5518
Mix ratio | Fibre (%) | Numbering | Compressive Strength at 28 days(MPa) | Average Compressive Strength(MPa) | Mean Moisture Absorbed(%) |
100% OPC, 0% RHA | 0 | 1A1 | 26.8 | 30.00 | 1.33 |
100% OPC, 0% RHA | 0 | 1A11 | 32.5 | 30.00 | 1.33 |
100% OPC, 0% RHA | 0 | 1A111 | 30.7 | 30.00 | 1.33 |
100% OPC, 0% RHA | 0.1 | 1B1 | 27.5 | 29.80 | 1.32 |
100% OPC, 0% RHA | 0.1 | 1B11 | 28.4 | 29.80 | 1.32 |
100% OPC, 0% RHA | 0.1 | 1B111 | 33.5 | 29.80 | 1.32 |
100% OPC, 0% RHA | 0.2 | 1C1 | 31.9 | 29.97 | 1.30 |
100% OPC, 0% RHA | 0.2 | 1C11 | 25.9 | 29.97 | 1.30 |
100% OPC, 0% RHA | 0.2 | 1C111 | 32.1 | 29.97 | 1.30 |
100% OPC, 0% RHA | 0.3 | 1D1 | 23.5 | 26.8 | 1.10 |
100% OPC, 0% RHA | 0.3 | 1D11 | 28.3 | 26.8 | 1.10 |
100% OPC, 0% RHA | 0.3 | 1D111 | 28.6 | 26.8 | 1.10 |
100% OPC, 0% RHA | 0.4 | 1E1 | 24.2 | 27.8 | 1.55 |
100% OPC, 0% RHA | 0.4 | 1E11 | 29.5 | 27.8 | 1.55 |
100% OPC, 0% RHA | 0.4 | 1E111 | 29.7 | 27.8 | 1.55 |
Mix ratio | Fibre (%) | Numbering | Compressive Strength at 28 days(MPa) | Average Compressive Strength(MPa) | Mean Moisture Absorbed(%) |
90% OPC, 10% RHA | 0 | 2A1 | 26.9 | 26.3 | 2.04 |
90% OPC, 10% RHA | 0 | 2A11 | 24.9 | 26.3 | 2.04 |
90% OPC, 10% RHA | 0 | 2A111 | 27.1 | 26.3 | 2.04 |
90% OPC, 10% RHA | 0.1 | 2B1 | 23.3 | 23.77 | 2.98 |
90% OPC, 10% RHA | 0.1 | 2B11 | 23.9 | 23.77 | 2.98 |
90% OPC, 10% RHA | 0.1 | 2B111 | 24.1 | 23.77 | 2.98 |
90% OPC, 10% RHA | 0.2 | 2C1 | 21.0 | 21.77 | 3.40 |
90% OPC, 10% RHA | 0.2 | 2C11 | 22.0 | 21.77 | 3.40 |
90% OPC, 10% RHA | 0.2 | 2C111 | 22.3 | 21.77 | 3.40 |
IJSER © 2013 http://www.ijser.org
International Journal of Scientific & Engineering Research, Volume 4, Issue 8, August-2013 1361
ISSN 2229-5518
0.3 | 2D1 | 24.7 | 25.00 | 3.44 | |
0.3 | 2D11 | 25.1 | 25.00 | 3.44 | |
0.3 | 2D111 | 25.0 | 25.00 | 3.44 | |
0.4 | 2E1 | 24.2 | 27.8 | 4.86 | |
0.4 | 2E11 | 29.5 | 27.8 | 4.86 | |
0.4 | 2E111 | 29.7 | 27.8 | 4.86 |
Mix ratio | Fibre (%) | Numbering | Compressive Strength at 28 days(MPa) | Average Compressive Strength(MPa) | Mean Moisture Absorbed(%) |
80% OPC, 20% RHA | 0 | 3A1 | 21.4 | 21.33 | 3.20 |
80% OPC, 20% RHA | 0 | 3A11 | 21.0 | 21.33 | 3.20 |
80% OPC, 20% RHA | 0 | 3A111 | 21.6 | 21.33 | 3.20 |
80% OPC, 20% RHA | 0.1 | 3B1 | 21.9 | 20.83 | 3.78 |
80% OPC, 20% RHA | 0.1 | 3B11 | 18.5 | 20.83 | 3.78 |
80% OPC, 20% RHA | 0.1 | 3B111 | 22.1 | 20.83 | 3.78 |
80% OPC, 20% RHA | 0.2 | 3C1 | 17.6 | 19.33 | 2.77 |
80% OPC, 20% RHA | 0.2 | 3C11 | 20.1 | 19.33 | 2.77 |
80% OPC, 20% RHA | 0.2 | 3C111 | 20.3 | 19.33 | 2.77 |
80% OPC, 20% RHA | 0.3 | 3D1 | 20.2 | 20.20 | 3.08 |
80% OPC, 20% RHA | 0.3 | 3D11 | 20.0 | 20.20 | 3.08 |
80% OPC, 20% RHA | 0.3 | 3D111 | 20.4 | 20.20 | 3.08 |
80% OPC, 20% RHA | 0.4 | 3E1 | 20.1 | 19.13 | 3.81 |
80% OPC, 20% RHA | 0.4 | 3E11 | 17.0 | 19.13 | 3.81 |
80% OPC, 20% RHA | 0.4 | 3E111 | 20.3 | 19.13 | 3.81 |
Mix ratio | Fibre (%) | Numbering | Compressive Strength at 28 days(MPa) | Average Compressive Strength(MPa) | Mean Moisture Absorbed(%) |
70% OPC, 30% RHA | 0 | 4A1 | 12.9 | 12.53 | 5.20 |
70% OPC, 30% RHA | 0 | 4A11 | 11.2 | 12.53 | 5.20 |
70% OPC, 30% RHA | 0 | 4A111 | 13.5 | 12.53 | 5.20 |
70% OPC, 30% RHA | 0.1 | 4B1 | 9.8 | 9.73 | 4.91 |
70% OPC, 30% RHA | 0.1 | 4B11 | 9.4 | 9.73 | 4.91 |
70% OPC, 30% RHA | 0.1 | 4B111 | 10.0 | 9.73 | 4.91 |
70% OPC, 30% RHA | 0.2 | 4C1 | 9.8 | 10.17 | 5.11 |
70% OPC, 30% RHA | 0.2 | 4C11 | 10.2 | 10.17 | 5.11 |
IJSER © 2013 http://www.ijser.org
International Journal of Scientific & Engineering Research, Volume 4, Issue 8, August-2013 1362
ISSN 2229-5518
4C111 | 10.5 | ||||
0.3 | 4D1 | 15.7 | 15.90 | 4.44 | |
0.3 | 4D11 | 15.9 | 15.90 | 4.44 | |
0.3 | 4D111 | 16.1 | 15.90 | 4.44 | |
0.4 | 4E1 | 13.1 | 13.00 | 4.41 | |
0.4 | 4E11 | 12.4 | 13.00 | 4.41 | |
0.4 | 4E111 | 13.4 | 13.00 | 4.41 |
Mix ratio | Fibre (%) | Numbering | Split Tensile Strength at 28 days(MPa) | Mean Moisture Absorbed(%) |
100% OPC, 0% RHA | 0 | 1A | 3.14 | 2.62 |
100% OPC, 0% RHA | 0.1 | 1B | 2.57 | 2.36 |
100% OPC, 0% RHA | 0.2 | 1C | 2.24 | 2.86 |
100% OPC, 0% RHA | 0.3 | 1D | 2.73 | 2.91 |
100% OPC, 0% RHA | 0.4 | 1E | 2.01 | 1.62 |
Mix ratio | Fibre (%) | Numbering | Split Tensile Strength at 28 days(MPa) | Mean Moisture Absorbed(%) |
90% OPC, 10% RHA | 0 | 2A | 2.25 | 3.50 |
90% OPC, 10% RHA | 0.1 | 2B | 2.37 | 1.88 |
90% OPC, 10% RHA | 0.2 | 2C | 2.24 | 2.20 |
90% OPC, 10% RHA | 0.3 | 2D | 2.77 | 2.48 |
90% OPC, 10% RHA | 0.4 | 2E | 2.20 | 2.91 |
IJSER © 2013 http://www.ijser.org
International Journal of Scientific & Engineering Research, Volume 4, Issue 8, August-2013 1363
ISSN 2229-5518
Mix ratio | Fibre (%) | Numbering | Split Tensile Strength at 28 days(MPa) | Mean Moisture Absorbed(%) |
80% OPC, 20% RHA | 0 | 3A | 3.30 | 1.50 |
80% OPC, 20% RHA | 0.1 | 3B | 2.46 | 1.85 |
80% OPC, 20% RHA | 0.2 | 3C | 2.65 | 1.98 |
80% OPC, 20% RHA | 0.3 | 3D | 2.38 | 1.97 |
80% OPC, 20% RHA | 0.4 | 3E | 2.10 | 2.30 |
Mix ratio | Fibre (%) | Numbering | Split Tensile Strength at 28 days(MPa) | Mean Moisture Absorbed(%) |
70% OPC, 30% RHA | 0 | 4A | 1.97 | 5.55 |
70% OPC, 30% RHA | 0.1 | 4B | 1.75 | 5.07 |
70% OPC, 30% RHA | 0.2 | 4C | 1.55 | 4.24 |
70% OPC, 30% RHA | 0.3 | 4D | 1.74 | 5.11 |
70% OPC, 30% RHA | 0.4 | 4E | 2.45 | 4.35 |
Sl. No. | Mix ratio | Fiber % | Flexural load (F) in kg | Breaking strength (S=FL/B) in N | Bending strength (R=3S/2 h2) in N |
1. | 100% OPC, 0% RHA | 0 | 140.34 | 2151.15 | 89.63 |
1. | 100% OPC, 0% RHA | 0.1 | 152.82 | 2342.44 | 97.60 |
1. | 100% OPC, 0% RHA | 0.2 | 214.14 | 3282.36 | 136.77 |
1. | 100% OPC, 0% RHA | 0.3 | 151.14 | 2316.70 | 96.53 |
1. | 100% OPC, 0% RHA | 0.4 | 207.00 | 3172.92 | 132.20 |
IJSER © 2013 http://www.ijser.org
International Journal of Scientific & Engineering Research, Volume 4, Issue 8, August-2013 1364
ISSN 2229-5518
2. | 90% OPC, 10% RHA | 0 | 117.66 | 1803.51 | 75.15 |
2. | 90% OPC, 10% RHA | 0.1 | 164.64 | 2523.62 | 105.15 |
2. | 90% OPC, 10% RHA | 0.2 | 173.34 | 2657.00 | 110.71 |
2. | 90% OPC, 10% RHA | 0.3 | 126.36 | 1936.86 | 80.70 |
2. | 90% OPC, 10% RHA | 0.4 | 167.10 | 2561.33 | 106.72 |
3. | 80% OPC, 20% RHA | 0 | 127.38 | 1952.50 | 81.35 |
3. | 80% OPC, 20% RHA | 0.1 | 138.54 | 2123.56 | 88.48 |
3. | 80% OPC, 20% RHA | 0.2 | 140.34 | 2151.15 | 89.63 |
3. | 80% OPC, 20% RHA | 0.3 | 143.70 | 2202.65 | 91.78 |
3. | 80% OPC, 20% RHA | 0.4 | 89.46 | 1371.25 | 57.13 |
4. | 70% OPC, 30% RHA | 0 | 81.90 | 1255.37 | 52.31 |
4. | 70% OPC, 30% RHA | 0.1 | 80.52 | 1234.22 | 51.42 |
4. | 70% OPC, 30% RHA | 0.2 | 69.00 | 1057.64 | 44.10 |
4. | 70% OPC, 30% RHA | 0.3 | 76.02 | 1165.24 | 48.55 |
4. | 70% OPC, 30% RHA | 0.4 | 86.04 | 1318.83 | 55.00 |
Sl. No. | Mix ratio | Fiber (%) | Water absorption (%) | Reference % |
1. | 100% OPC, 0% RHA | 0 | 2.7 | 6 |
1. | 100% OPC, 0% RHA | 0.1 | 2.1 | 6 |
1. | 100% OPC, 0% RHA | 0.2 | 2.1 | 6 |
1. | 100% OPC, 0% RHA | 0.3 | 3.0 | 6 |
1. | 100% OPC, 0% RHA | 0.4 | 1.1 | 6 |
IJSER © 2013 http://www.ijser.org
International Journal of Scientific & Engineering Research, Volume 4, Issue 8, August-2013 1365
ISSN 2229-5518
2. | 90% OPC, 10% RHA | 0 | 2.0 | 6 |
2. | 90% OPC, 10% RHA | 0.1 | 1.5 | 6 |
2. | 90% OPC, 10% RHA | 0.2 | 0.8 | 6 |
2. | 90% OPC, 10% RHA | 0.3 | 2.5 | 6 |
2. | 90% OPC, 10% RHA | 0.4 | 1.5 | 6 |
3. | 80% OPC, 20% RHA | 0 | 0.9 | 6 |
3. | 80% OPC, 20% RHA | 0.1 | 2.8 | 6 |
3. | 80% OPC, 20% RHA | 0.2 | 2.7 | 6 |
3. | 80% OPC, 20% RHA | 0.3 | 1.3 | 6 |
3. | 80% OPC, 20% RHA | 0.4 | 2.6 | 6 |
4. | 70% OPC, 30% RHA | 0 | 0.3 | 6 |
4. | 70% OPC, 30% RHA | 0.1 | 0.5 | 6 |
4. | 70% OPC, 30% RHA | 0.2 | 2.6 | 6 |
4. | 70% OPC, 30% RHA | 0.3 | 1.2 | 6 |
4. | 70% OPC, 30% RHA | 0.4 | 0.5 | 6 |
Sl. No. | Mix ratio | Fibre % | Impact strength (no. of blows) | |
Sl. No. | Mix ratio | Fibre % | Crack appearing | breaking |
1. | 100% OPC, 0% RHA | 0 | 2 | 3 |
1. | 100% OPC, 0% RHA | 0.1 | 2 | 3 |
1. | 100% OPC, 0% RHA | 0.2 | 2 | 3 |
1. | 100% OPC, 0% RHA | 0.3 | 1 | 2 |
1. | 100% OPC, 0% RHA | 0.4 | 1 | 2 |
0 | 1 | 2 |
IJSER © 2013 http://www.ijser.org
International Journal of Scientific & Engineering Research, Volume 4, Issue 8, August-2013 1366
ISSN 2229-5518
2. | 90% OPC, 10% RHA | 0.1 | 2 | 3 |
2. | 90% OPC, 10% RHA | 0.2 | 2 | 3 |
2. | 90% OPC, 10% RHA | 0.3 | 2 | 3 |
2. | 90% OPC, 10% RHA | 0.4 | 1 | 2 |
3. | 80% OPC, 20% RHA | 0 | 2 | 3 |
3. | 80% OPC, 20% RHA | 0.1 | 1 | 2 |
3. | 80% OPC, 20% RHA | 0.2 | 3 | 4 |
3. | 80% OPC, 20% RHA | 0.3 | 2 | 3 |
3. | 80% OPC, 20% RHA | 0.4 | 1 | 2 |
4. | 70% OPC, 30% RHA | 0 | 1 | 2 |
4. | 70% OPC, 30% RHA | 0.1 | 1 | 2 |
4. | 70% OPC, 30% RHA | 0.2 | 2 | 3 |
4. | 70% OPC, 30% RHA | 0.3 | 1 | 2 |
4. | 70% OPC, 30% RHA | 0.4 | 1 | 2 |
Height of fall= 1mt, Weight of ball= 0.44 kg, Energy= 4.32 J
Sl. No. | Fibers % | Energy absorbed (Joules) for rice husk ash contents of | |||||||||||
Sl. No. | Fibers % | 0% | 10% | 20% | 30% | ||||||||
Sl. No. | Fibers % | A | B | Ratio B/A | A | B | Ratio B/A | A | B | Ratio B/A | A | B | Ratio B/A |
1. | 0 | 8.64 | 12.96 | 1.5 | 4.32 | 8.64 | 2 | 8.64 | 12.96 | 1.5 | 4.32 | 8.64 | 2 |
2. | 0.1 | 8.64 | 12.96 | 1.5 | 8.64 | 12.96 | 1.5 | 4.32 | 8.64 | 2 | 4.32 | 8.64 | 2 |
3. | 0.2 | 8.64 | 12.96 | 1.5 | 8.64 | 12.96 | 1.5 | 12.96 | 17.28 | 1.33 | 8.64 | 12.96 | 1.5 |
IJSER © 2013 http://www.ijser.org
International Journal of Scientific & Engineering Research, Volume 4, Issue 8, August-2013 1367
ISSN 2229-5518
4. | 0.3 | 4.32 | 8.64 | 2 | 8.64 | 12.96 | 1.5 | 8.64 | 12.96 | 1.5 | 4.32 | 8.64 | 2 |
5. | 0.4 | 4.32 | 8.64 | 2 | 4.32 | 8.64 | 2 | 4.32 | 8.64 | 2 | 4.32 | 8.64 | 2 |
A = Energy absorbed for initiation of crack, B =Energy absorbed for Breaking |
Residual impact strength ratio = B/A
The test consists of placing Roofing sheet over a support made of temporary brick wall and load is applied above roofing sheet. The load is introduced by means of sand bags of 10 kg each. The load is increased till the ultimate crack was observed, that load is considered as the load capacity of roofing sheet
Volume of mortar = 1x2x0.006m
= 0.012 m3
Weight of mortar = Vol. of mortar x
Density of mortar
= 28.60 Kg. Total proportion = 1 + 3
= 4
Weight of cement = (28.60 /4) x 1
= 7.15 Kg. Weight of sand = (28.60 /4) x 3
= 21.45 Kg
Weight of water = 7150 x 0.5
= 3575 ml
![]()
= 0.012 x 2162
= 26.00 Kg/m3
Add 10% extra = 26.00+(0.1 x 26.00)
Cost per sheet = 1085 /10 = Rs.101.5
Rate of Asbestos Sheet of S ize lm2= Rs.
180/-
IJSER © 2013 http://www.ijser.org
International Journal of Scientific & Engineering Research, Volume 4, Issue 8, August-2013 1368
ISSN 2229-5518
35
30
25
20
15
10
5
0
0 0.1 0.2 0.3 0.4
0% (RHA)
10% (RHA)
20% (RHA)
30% (RHA)
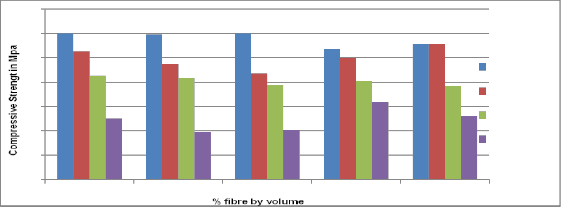
The compressive strength of specimen with 10% RHA is highest among the other replacement levels of 20% and 30%.
The mortar specimens with 10% and 20% replacement of RHA have higher initial strength at
0.1% and 0.3% fibres but as the fibre content keeps increasing there is reduction in load taking
capacity. This can be attributed to the lower rate of strength gain caused by addition of RHA.
3.5
3
2.5
2
1.5
1
0.5
0
0 0.1 0.2 0.3 0.4
0% (RHA)
10% (RHA)
20% (RHA)
30% (RHA)
IJSER © 2013 http://www.ijser.org
International Journal of Scientific & Engineering Research, Volume 4, Issue 8, August-2013 1369
ISSN 2229-5518
the fibre % increases there is a reduction in strength, but also observed that 10% RHA beyond
0.3% there is an increase in tensile strength.
Also 30% RHA decreased at 0.2% fibre and gradually increases 0.3% and 0.4%.
As the fibre volume is increased beyond 0.4%, there is reduction in split tensile strength of all
20% RHA specimens.
160
140
120
100
80
60
40
20
0
0 0.1 0.2 0.3 0.4
0% (RHA)
10% (RHA)
20% (RHA)
30% (RHA)
The results of the Bending strength test on corrugations of silk fibre corrugated sheets in CM 1:3 are shown in the graph 6.3
The specimens with 10% RHA replacement are showing better strength than other replacement levels.
The reference mix is showing a consistent improvement in bending strength from 110.71 MPa to
136.77 MPa as fibre volume increases to 0.2%. This strength has been observed for specimens with different RHA replacement up to 30%.
IJSER © 2013 http://www.ijser.org
International Journal of Scientific & Engineering Research, Volume 4, Issue 8, August-2013 1370
ISSN 2229-5518
7
6
5
4
3
2
1
0
0 0.1 0.2 0.3 0.4
0% (RHA)
10% (RHA)
20% (RHA)
30% (RHA) Reference %
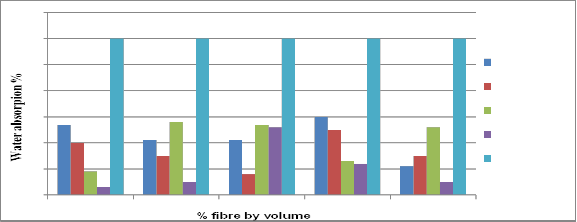
It is observed that 6% water absorption is highest among other replacement levels. It is less than or equal to the standard specifications which states that tile should not absorb more than 6% of water.
As the graph shows that of 30% RHA having least water absorption among all.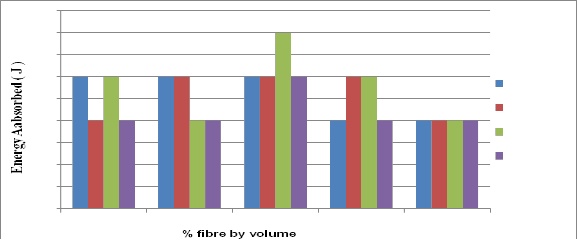
4.5
4
3.5
3
2.5
2
1.5
1
0.5
0
0 0.1 0.2 0.3 0.4
0% (RHA)
10% (RHA)
20% (RHA)
30% (RHA)
IJSER © 2013 http://www.ijser.org
International Journal of Scientific & Engineering Research, Volume 4, Issue 8, August-2013 1371
ISSN 2229-5518
At 0.2% fibre volume specimen with 20% RHA has shown to have highest residual impact strength ratio than specimens with other replacement levels.
• Rice husk is available in significant quantities as a waste and can be utilized for making roofing sheets. This will go a long way to reduce the quantity of waste in our environment.
• The optimum replacement level of
OPC with RHA is 20%.
• The setting times of OPC/RHA paste increases as the ash content increases.
• The rice husk ash wasted from brick burning place is pozzolonic and therefore is suitable for use in manufacturing masonry blocks. Also the RHA based sand cement blocks can make indoor environments more thermally comfortable than the sand cement blocks with the satisfactory level of strength and the RHA with
20% based sand cement block is most suitable for internal wall as it has considerable water absorbent behavior.
• The roofing tiles can be adapted particularly for hot climate due to its high insulation properties and therefore suitable to provide shelter for livestock by using the locally available agricultural waste materials for its production.
1. Compressive Strength:
• In obtaining compressive loading, all the specimens irrespective of the percentage RHA as replacement are observed to be similar.
• The compressive strength of the cubes for all mix increases with age at curing and decreases as the RHA content increases.
• The specimens with 0% fibres by volume are found to be reasonably sound in taking the compressive loading.
• The specimens with 10% RHA, having the highest compressive strength among all other replacements are seem to be efficient.
2. Split tensile strength:
• In taking tensile strength, specimens are having much higher value than reference mix as long as fibre volume is up to 0.4%.
• As the fibre volume is increased beyond 0.4%, there is reduction in split tensile strength of all specimens. This might be attributed to interruption of fibres during formation of CSH gel and hence the bonding will be weak resulting in lower strength.
3. Bending Strength:
• Normal concrete has shown to be much superior in having bending strength than fly ash replaced specimens at 0.2%, 0.3% and 0.4% fibres by volume.
IJSER © 2013 http://www.ijser.org
International Journal of Scientific & Engineering Research, Volume 4, Issue 8, August-2013 1372
ISSN 2229-5518
• But specimens with 10% RHA replacement are better than other replacement levels.
• Fibre reinforced corrugated sheets with 10% RHA replacement is showing higher bending strength other replacement levels 0.2% fibres by volume.
• Other than 30% RHA, 0.2% fibres by volume seem to be optimum for all replacement levels giving more than 90 MPa as strength.
4. Residual Impact Strength:
• In having residual impact strength,
20% RHA 0.2% fibre mix is having
higher value when compared to all
specimens with RHA replacement.
• 0.4% fibres by volume is observed to give same residual impact strength ratio as that of other replacement levels as well as reference mix.
5. Water absorption:
• The water absorption of tiles is within the standard value of 6%.
• For a given mix, the water requirement decreases as the rice husk ash content increases.
1) By restricting fibre volume to 0.2% by volume, thickness of sheet element can be increased and its properties can be tested.
2) The corrugated roofing elements can
be tested for their resistance against temperature and chemical atmosphere.
3) The resistance of these roofing elements for different fire loadings can be analysed and understood.
[1] Kartini. K Assoc, Rice husk ash – pozzolanic material for sustainability, Universiti Teknologi MARA, 2011
[2] Mauro M. Tashima, Carlos A. R. Da Silva, Possibility of adding the rice husk ash, 2003
[3] R.M. de Gutierrez, L.N. Diaz, S. Delvasto, Effect of pozzolans on the performance of fiber-reinforced mortars,
2005
[4] S. D. Nagrale, Dr. Hemant Hajare, Utilization Of Rice Husk Ash, 2012
[5] S. Narayana and Dr. M.S. Mathews, Behaviour of Roofing Sheet Systems under Static Uplift Loads, 2004
[6] Krunoslov vidovic, Milan Ambrozic, Kristopher Kernel, Tomaz, The Fracture strength of Fibre cement corrugated sheets,
2010
[7] G. Ramakrishna, T. Sundararajan and S.Kothandaraman, Strength of corrugations of roofing sheets reinforced with sisal fibres, 2011
[8] C.M.R. Dias, M.A. Cincotto, H. Savastano, V.M. John, Long-term aging of fiber-cement corrugated sheets- the effect of carbonation, leaching and acid rain, 2008
[9] Amir Mirmiran, Ton-Lo Wang, Caesar Abishdid, Performance of Tile Roofs under Hurricane Impact, 2007
IJSER © 2013 http://www.ijser.org
International Journal of Scientific & Engineering Research, Volume 4, Issue 8, August-2013 1373
ISSN 2229-5518
[10] H.C. Uzoegbo, Development of test methods for fibre reinforced roofingtiles, 2010
[11] P.N. Opara, Usability of rice husks in the production of roofing sheets, Vol. 6,
2006
[12] IS: 654 – 1997, Clay Roofing Tiles,
Mangalore Pattern- Specification. BIS, India.
[13] Testing Application Standard (TAS) No. 112-95, Standard requirements for roof tiles
[14] M.S. Shetty, Concrete Technology, Theory and Practice, Revised Edition, 2010
IJSER © 2013 http://www.ijser.org