Fig No: 1 Fishbone Diagram
The research paper published by IJSER journal is about Recent Methods for Optimization of Plastic Injection Molding Process - A Literature Review 1
ISSN 2229-5518
Rashi A.Yadav1Reserach Scholar, Principal S.V.Joshi2, Asst. Prof. N.K.Kamble2
Production Engineering Department
D.Y.Patil College of Engineering, Akurdi, Pune – 44 MH. India
Abstract:
Injection molding has been a challenging process for many manufacturers and researchers to produce products meeting requirements at the lowest cost. Faced with global competition in injection molding industry, using the trial and er ror approach to determine the process parameters for injection molding is no longer good enough. Factors that affect the quality of a molded part can be classified into four categories: part design, mold design, machine performance and processing condition s. The part and mold design are assumed as established and fixed. During production, quality characteristics may deviate due to drifting or shifti ng of processing conditions caused by machine wear, environmental change or operator fatigue.
Determining optimal process parameter settings critically influences productivity, quality, and cost of production in the plastic injection molding (PIM) industry. Previously, production engineers used either trial-and-error method or Taguchi’s parameter design method to determine optimal process parameter settings for PIM.
This paper aims to review the recent research in designing and determining process parameters of injection molding. A number of
research works based on various approaches have been performed in the dom ain of the parameter setting for injection molding. These approaches, including mathematical models, Taguchi method, Artificial Neural Networks (ANN),Fuzzy logic, Case Based Reasoning (CBR), Genetic Algorithms (GA), Finite Element Method(FEM),Non Linear Modeling, Response Surface Methodology, Linear Regression Analysis ,Grey Rational Analysis and Principle Component Analysis (PCA) are described in this article. The strength and the weakness of individual approaches are discussed. It is then followed by conc lusions and discussions of the potential research in determining process parameters for injection molding.
Key words: Case Based Reasoning (CBR), Finite Element Method (FEM), Non Linear Modeling, Response Surface, Linear
Regression Analysis
—————————— —————————
1. Introduction
Injection molding has been a challenging process for many manufacturers and researchers to produce products meeting requirements at the lowest cost. What is more, complexity and parameter manipulation may cause serious quality problems and high manufacturing costs [2].One of the main goals in injection molding is the improvement of quality of molded parts besides the reduction of cycle time, and lower production cost. Solving problems related to quality has a direct effect on the expected profit for injection molding companies. Quality characteristics in injection molding are classified as mechanical properties, dimensions or measurable characteristics, and attributes. In general, some of the main causes of quality problems are material related defects i.e., black specks and splay, process related problems such as filling related defects i.e., flash and short shots, packing and cooling related defects i.e., sink marks and voids, and post mold related defects i.e., warpage, dimensional changes, and
weight. Factors that affect the quality of a molded part can be classified into four categories: part design, mold design, machine performance and processing conditions. The part and mold design are assumed as established and fixed. During production, quality characteristics may deviate due to drifting or shifting of processing conditions caused by machine wear, environmental change or operator fatigue [7].
Determining optimal process parameter settings critically influences productivity, quality, and cost of production in the plastic injection molding (PIM) industry. Previously, production engineers used either trial-and-error method or Taguchi’s parameter design method to determine optimal process parameter settings for PIM. However, these methods are unsuitable in present PIM because the increasing complexity of product design and the requirement of multi- response quality characteristics.
Optimizing process parameter problems is routinely
performed in the manufacturing industry, particularly in
IJSER © 2012
The research paper published by IJSER journal is about Recent Methods for Optimization of Plastic Injection Molding Process - A Literature Review 2
ISSN 2229-5518
setting final optimal process parameters. Final optimal process parameter setting is recognized as one of the most important steps in injection molding for improving the quality of molded
products. Previously, engineers used trial-and-error processes which depend on the engineers’ experience and intuition to determine initial process parameter settings. However, the trial-and-error process is costly and time consuming, thus it is not suitable for complex manufacturing processes. Faced with global competition in injection molding industry, using the trial-and-error approach to determine the process parameters for injection molding is no longer good enough.
The aim of this article is to review the research of the
determination of process parameters and mold design for
plastic injection molding. Research based on various approaches, including Taguchi technique, Artificial Neural Networks (ANN), Fuzzy logic, Case Based Reasoning (CBR), Genetic Algorithms (GA), Finite Element Method (FEM), Non Linear Modeling, Response Surface Methodology, Linear Regression Analysis ,Grey Rational Analysis and Principle Component Analysis are discussed.
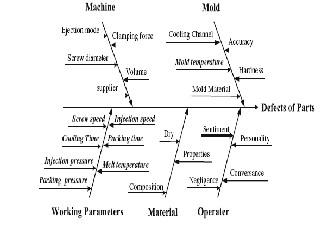
Cause and Effect Diagram for Injection Molding
The main causes of defect in injection molding can be because of mold design, process parameters, machine, operator or material .The details are shown in fish bone diagram.
Fig. 1 Cause-and-effect diagram shown in fishbone schematics. There are many factors that influence the quality of molding. Recent methods which have been used successfully for mold design and process parameter design of injection molding process are discussed below with a retrospective.
Fig No: 1 Fishbone Diagram
Taguchi’s philosophy is an efficient tool for the design of high quality manufacturing system. Dr. Genichi Taguchi, a Japanese quality management consultant, has developed a
method based on orthogonal array experiments, which provides much-reduced variance for the experiment with optimum setting of process control parameters. Thus the
integration of design of experiments (DOE) with parametric optimization of process to obtain desired results is achieved in the Taguchi method. Many experiments must be performed when the number of control factors is high. Taguchi methods [5] use a special design of orthogonal arrays to study the entire factor space with only a small number of experiments. [2] The Taguchi method attempts to optimize a process or product design and is based upon three stages, as follows:
1. Concept Design
2. Parameter Design
3. Tolerance Design
The concept design is considered to be the first phase of the
design strategy. This phase gathers the technical knowledge and experiences to help the designer to select the most suitable product. In parameter design, the best setting of the control factors is determined. This is the important step, as it does no t affect the unit manufacturing cost of the product. The third step is performed only after completion of the parameter design step and is exercised when further improvements are required for the optimized design. This phase focuses on the trade-off between quality and cost. However, designers in this stage consider only tightening tolerances, upgrading material standards and components, if any, having a significant impact on quality through parameter design experiments. The Taguchi method uses the signal-to-noise (S/N) ratio instead of the average to convert the trial result data into a value for the characteristic in the optimum setting analysis. The S/N ratio reflects both the average and the variation of the quality characteristic. [2] The standard S/N ratios generally used are as follows: Nominal is best (NB), lower the better (LB) and higher the better (HB). The optimal setting is the parameter combination, which has the highest S/N ratio. [2] Larger – the
– better For larger the better type characteristic S/N ratio is calculated as
S/N ratio (η) = -10 log10 (1/nΣ1/yi
Where i=1 to n
Where n = number of replications.
This is applied for problems where maximization of the quality characteristic of interest is sought. This is referred to as the larger-the-better type problem.
Smaller – the – better
For smaller the better type characteristic S/N ratio is calculated as
S/N ratio (η) =−10 log10 (1/nΣyi2)
Where i=1to n
This is termed a smaller-the-better type problem where
minimization of the characteristic is intended.
IJSER © 2012
The research paper published by IJSER journal is about Recent Methods for Optimization of Plastic Injection Molding Process - A Literature Review 3
ISSN 2229-5518
Nominal – the – best
For nominal the best type characteristic S/N ratio is calculated as
S/N ratio (η)= -10 log10(μ2/σ2)
where μ = mean
σ = standard deviation
This is called a nominal-the-best type of problem where one
tries to minimize the mean squared error around a specific target value. Adjusting the mean to the target by any method renders the problem to a constrained optimization problem. Another major tool used in Taguchi design is orthogonal array An orthogonal array may contain both an inner array (control array) and an outer array. The inner array represents control factors involving a number of variables under the control of the experimenter. Each experimental run of the inner array is replicated according to the outer array, which is another design array based upon a certain number of noise variables for which the experimenter either cannot control directly or chooses not to control.
Application
Chung-Feng et al. (2006) examined multiple quality optimization of the injection molding for Polyether Ether Ketone (PEEK). This study looked into the dimensional deviation and strength of screws produced by the injection molding. This study applied the Taguchi method to cut down on the number of experiments and combined grey relational analysis to determine the optimal processing parameters for multiple quality characteristics. The quality characteristics of this experiment were the screws outer diameter, tensile strength and twisting strength. First the
processing parameters that may affect the injection molding
were determined with the L18 (21× 37) orthogonal, including
mold temperature, pre-plasticity amount, injection pressure, injection speed, screw speed, packing pressure, packing time and cooling time. Then, the grey relational analysis, whose response table and response graph indicated the optimum processing parameters for multiple quality characteristics, was applied.
This study focused on the PEEK injection molding process
using the Taguchi method and to make the experimental plan with the least number of experiments. However, the Taguchi method was used for obtaining the optimum processing combination for a single quality characteristic only, and did not give any consideration to the relationship between multiple quality characteristics and processing parameters. Therefore, the grey relational analysis was
applied to improve the drawbacks of the Taguchi method and
to achieve the purpose of optimization for multiple quality characteristics. As a result of the optimization of multiple quality characteristics, the dimensional deviation of the screw’s outer diameter was successfully minimized, and the
tensile strength and twisting strength were maximized in the meantime. In addition, a quality prediction system of the PEEK injection molding was also
established. Through the learning network, the RMSE can converge to 0.00002. The predicted values and the target values of this prediction system were all within 1.5748 %, which also shows its accuracy. It also means that the control factors and their levels as well as the learning parameters of the neural network were well planned and effectively chosen. This also reveals the reproducibility and reliability of the experiment results. The efficiency of this optimization model had been successfully proven by experiments and can be compliant with the research purpose of taking active actions for waste prevention [4]. Dong Sung Kim et all (2008) had experimentally characterized the transcription properties of a cross microchannel
by the injection molding process. The mold insert of the cross
microchannel in the present injection molding experiments
was fabricated by UV-photolithography and the subsequent nickel electroforming processes. The parametric study of the injection molding process was carried out by varying important processing parameters of mold temperature, injection speed, packing pressure and melt temperature based on the Taguchi method to reduce the number of experiments. A transcription measure, relative error for width and height of the microchannel, was newly suggested to quantitatively characterize the transcription properties. The optimal and worst processing conditions were found in this study from the investigations of the injection molded products via a scanning electron microscope and a noncontact 3D confocal microscope. From the sensitivity analysis, it was identified that the mold temperature is the most sensitive processing parameter. It was also found that the important processing parameter becomes mold temperature, injection speed, packing pressure and melt temperature in the order of sensitivity [3]. Ziegmann et al. (2009) designed and fabricated a special mold In order to observe the developing duration of micro
scale weld line during injection molding ,the visualization unit
was integrated in the tool. Considering the limitation of fast freezing of polymer melt during micro injection molding, a variotherm system (fast heating/cooling system) was also arranged in this micro weld line specimen producing tool. The experiments were carried out on a horizontal injection molding machine.
This study determined, for PP material, the relation between
weld line strength and processing parameters in micro injection molding based on a variothermal mold with visual structure . The optimal processing parameters and the significance order of processing parameters influencing weld line were obtained by Taguchi Analysis. Then through Chebyshev orthogonal polynomial, the four variants prediction formulation was set up for the micro injection
IJSER © 2012
The research paper published by IJSER journal is about Recent Methods for Optimization of Plastic Injection Molding Process - A Literature Review 4
ISSN 2229-5518
molding weld line. By confirmation experiments it was proved that prediction errors in the model were lower than
21%. Additionally, effects of the V notch profile on weld line
strength were also studied. The results showed that V notch size in the specimens’ middle part is larger and deeper than in the edge and the surface height in the middle surface is lower than in edge. The smaller V notch area also leads to a stronger micro weld line similar to macro scale case [9]
2. Artificial Neural Networks (ANN)
Artificial neural networks (ANNs) are defined as mathematical models which represent the biological process of a human brain. There are three main components in the ANNs; neurons or processing elements (PE), interconnections, and learning rules [11]. A neuron is a component that processes data. It receives and processes input signals and continually passes its output to the next level neurons. A single neuron may have more than one input but only one output. The output of a neuron depends on the input signals, weights of connections, threshold value and activation functions. The interconnection is a part of the network which propagates signals in a single direction from one neuron to the others or even to itself. The learning rules govern the change of the weight matrix in the network. Learning can be categorized into supervised and unsupervised learning. Supervised learning uses the data set that contains input vectors and corresponding output vectors to train the network while unsupervised learning relies on the local information and internal control within the network [11]. Artificial neural networks can be of many types like Back propogation neural network, radial basis neural net work, single layer and multiple layer networks.
Neural networks have been shown to be an effective technique
for modeling complex nonlinear processes. Since the operations of neural networks are in a parallel manner, their processing is fast. Neural networks do not require any a priori assumptions of the function.
Applications
The specimens were prepared under different injection molding conditions by varying melting temperatures, injection speeds and injection pressures of three computer-controlled progressive strokes. Minimizing the contour distortions was the objective of this study. Sixteen experimental runs based on a Taguchi orthogonal array table were utilized to train the RBN and the SQP method was applied to search for an optimal solution. In this study, the proposed algorithm yielded a better performance than the design of experiments (DOE) approach. In addition, the analysis of variance (ANOVA) was conducted to identify the significant factors for the contour distortions of the specimens. A hybrid method combining a trained RBN and a SQP method to identify an
optimal setting of the injection molding process of PP
composite components was developed.
This study provided an algorithm that integrates a black-box
modeling approach (i.e., a RBN predictive model) and a SQP method to solve a multi-output constrained optimization problem. This algorithm offered an effective and systematic way to identify an optimal setting of the injection molding process.
Hence, the efficiency of designing the optimal parameters is greatly improved. Moreover, the computational loading was trivial. The total time for training the RBN and finding an optimal solution was less than 5 minutes with a Pentium 4-M
1.7 GHz CPU computer opposed to hours of a trial-and-error
method for the DOE approach in order to find significant regression models[6].
Rawin et al. (1997) presented a neural network-based design support tool to help designers to assess the impact of mould design on mould manufacturability (or mould complexity) before releasing the drawings to actual production.
The proposed system used 14 input vectors (cost drivers) to
predict mould complexity in terms of a numerical index (scale of 1- 10). Quantitative tools for mould complexity assessment help in increasing the efficiency of the product development process by reducing the number of mould design iterations made by the designer. The mould complexity index provided by the neural-net model indicates the degree of difficulty of mould complexity. It was assumed in this research that the greater the degree of difficulty the greater would be the mould manufacturing cost.
However, the association (mapping) between mould
complexity and mould manufacturing cost is not always linear.Mould complexity is influenced by several factors, such as, part geometry, mould materials, parting line, and number of cavities per mould. In the present study, a new design tool based on an artificial neural network (ANN) for conducting mould complexity evaluation was proposed [11].
3. Finite Element Method
A variety of specializations under the umbrella of the mechanical engineering discipline (such as aeronautical, biomechanical, and automotive industries) commonly use integrated FEM in design and development of their products. FEM allows detailed visualization of where structures bend or twist, and indicates the distribution of stresses and displacements. FEM software provides a wide range of simulation options for controlling the complexity of both modeling and analysis of a system. Similarly, the desired level of accuracy required and associated computational time requirements can be managed simultaneously to address most engineering applications. FEM allows entire designs to be constructed, refined, and optimized before the design is
IJSER © 2012
The research paper published by IJSER journal is about Recent Methods for Optimization of Plastic Injection Molding Process - A Literature Review 5
ISSN 2229-5518
manufactured. In general, the finite element method is characterized by the following processes.
(1) First a grid Ω is chosen. The grid consisted of triangles,
squares or curvilinear polygons.
(2) Then, basis functions are chosen. It can be piecewise linear
basis functions or piecewise polynomial basis functions.
A separate consideration is the smoothness of the basis functions. In summary, benefits of FEM include increased
accuracy, enhanced design and better insight into critical design parameters, virtual prototyping, fewer hardware prototypes, a faster and less expensive design cycle, increased productivity, and increased revenue.
Applications
Lee et al. [2006] illustrated finite element and abductive neural network methods to the analysis of a multi-cavity injection mould. In order to select the optimal runner system parameters to minimize the warp of an injection mould, FEM, Taguchi’s method and an abductive network were used. These methods were applied to train the abductive neural network. Once the runner and gate system parameters were developed, this network was used to accurately predict the warp of the multi-injection mould. A simulated annealing (SA) optimization algorithm with a performance index is then applied to the neural network in order to search the gate and runner system parameters.
This method obtains a satisfactory result as compared with the corresponding finite element verification. A comparison was made between the FEM simulation mould-flow error and a model of predicted values of the optimization process. This comparison shows that the model not only fits the FEM simulation mould-flow, but also the finite element and abductive network predictions. The rapidity and efficiency of determining optimal runner system parameters for injection moulding, can successfully improve the accuracy of the injection-mould design process.
4. Response surface methodology:
Response surface methodology (RSM) explores the relationships between several explanatory variables and one or more response variables. The method was introduced by G. E. P. Box and K. B. Wilson in 1951. The main idea of RSM is to use a sequence of designed experiments to obtain an optimal response. Box and Wilson suggest using a second-degree polynomial model to do this. They acknowledge that this model is only an approximation, but use it because such a model is easy to estimate and apply, even when little is known about the process. Response surface methodology uses statistical models, and therefore practitioners need to be aware that even the best statistical model is an approximation to reality. In practice, both the models and the parameter values are unknown, and subject to uncertainty on top of ignorance. Of course, an estimated optimum point need not be optimum
in reality, because of the errors of the estimates and of the inadequacies of the model. Nonetheless, response surface methodology has an effective track-record of helping
researchers improve products and services.
Application
Mathivanan & N. S. Parthasarathy [2009] developed a nonlinear mathematical model, in terms of injection molding variables, the model was developed using response surface methodology.
Nonlinear model for the sink depth based on central
composite design of experiments through flow simulation was
successfully developed for prediction of sink depth. To validate the model, randomly generated 22 test cases were carried out. Deviations between predicted and actual results were found to be within ±1.4%. It shows good agreement and also the adequacy of the developed model in prediction. Though this study was conducted for the sink mark defects, evolved strategy for the study can even be extended to other defects. By applying this methodology, while designing products, corrective and iterative design steps can be initiated and implemented for improvement on product design. It can serve as tailor-made guidelines for designers.
The proposed methodology will also remove surprises during
production and undue reliance on general guidelines and thumb rules. It can also be deployed for existing products for any continuous improvement .
5. Blackboard-Based Expert System and a Case- Based Reasoning Approach:
This expert system includes a blackboard, a plurality of knowledge sources, a control knowledge source and a control module. The black board stores data used during an execution cycle. Each knowledge source includes rules for performing selected operations in connection with the data in the blackboard. The control knowledge source includes selection rules for selecting among the knowledge sources. The control module performing an execution cycle including an eligibility determination phase to identify one or more of the knowledge sources, a knowledge
source selection phase using the selection rules in said control knowledge source to select one of the identified knowledge sources, and an action phase to process a rule of the selected knowledge source.
Case-based reasoning (CBR), broadly construed, is the process
of solving new problems based on the solutions of similar past problems. An auto mechanic who fixes an engine by recalling another car that exhibited similar symptoms is using case- based reasoning. So, too, an engineer copying working elements of nature (practicing biomimicry), is treating nature as a database of solutions to problems. Case-based reasoning is a prominent kind of analogy making.
IJSER © 2012
The research paper published by IJSER journal is about Recent Methods for Optimization of Plastic Injection Molding Process - A Literature Review 6
ISSN 2229-5518
Case-based reasoning has been formalized four-step process: Retrieve: Given a target problem, retrieve cases from memory that are relevant to solving it.
Reuse: Map the solution from the previous case to the target
problem.
Revise: Having mapped the previous solution to the target
situation, test the new solution in the real world.
Retain: After the solution has been successfully adapted to the
target problem, store the resulting experience as a new case in memory.
C. K. Kwong* and G. F. Smitht [1998] developed
computational system for the process design (CSPD) for injection moulding, called CSPD.The model has been developed based on a blackboard- based expert system and a casebased reasoning approach. Two main components of the system, the blackboard based expert system for process design (KPC) and the case based reasoning system for the process design (CBRS), have been described in detail in this paper. A blackboard architecture was used to integrate the knowledge sources needed for the accomplishment of the process design in the KPC. A computational system for the process design for injection moulding, called CSPD, has been developed based on a blackboard- based expert system and a case-based reasoning approach. Two main components of the system, the blackboardbased expert system for process design (KPC) and the casebased reasoning system for the process design (CBRS), have been described in detail in this paper. A blackboard architecture was used to integrate the knowledge sources needed for the accomplishment of the process design in the KPC. The architecture was structured to be a suitable platform for organizing heterogeneous knowledge sources in an expert system to support the process design of injection moulding. The architecture allows knowledge sources to be structured in different representations, and implemented using various AI paradigms. This exactly fits the characteristic of the teamwork approach to process design in which the individual might have his own style of problem solving, However, in a process design team, negotiation always happens among the team members during the design cycle. The major limitation of the blackboard architecture is its inability to support the negotiation activities among the knowledge sources. All the negotiation issues should reach the blackboard first, which would complicate the control flow for a blackboardbased system. Cooperative problem solving in a blackboard-based system may not be achieved by various knowledge sources. Sometimes, the problem-solving process has to cooperate with human experts. The realization of that requires more than a cosmetic change of a classical blackboard architecture.
The implementation of CBRS demonstrates that the introduction of case-based reasoning in process design can shorten the time and simplify the process for obtaining the
setting of injection moulding parameters. Also, possible defects, and quality information of parts can be obtained directly without involving complicated mould flow analysis.
However, the effectiveness of the CBRS is dependent on the amount of relevant cases stored in the case library. If the stored cases are limited, the application of CBRS has to go through a learning curve. Another limitation of the CBRS is the lack of graphical description embedded in the cases that could affect the presentation of cases and also the evaluation of the reference case.
In comparison with existing expert systems for process design, CSPD not only allows heuristic knowledge of the injection moulding machine selection, mould base selection, production scheduling and cost estimation to be captured and represented in the KPC, but also enables weak and ill-defined knowledge, such as the setting of the injection moulding parameters and moulded part quality, to be represented easily, which is the most natural way for humans to present their experiences. The capability of the CSPD has been demonstrated through the example "sample" [8].
Linear regression is one of the most widely used, and most useful, statistical techniques for solving optimization problems. Linear regression models are extremely powerful and can ease complicated relationships among variables. They help to explain the relationship between dependent variable, usually denoted y, with observed values of one or more independent variables, usually denoted x1,x2, ,...,xn. A key feature of all regression models is the error term,
which is included to capture sources of error not captured by other variables. An estimator is a rule or strategy for using data to estimate an unknown parameter, and it is defined before the data are drawn. To use the ordinary least squares (OLS) estimator, the model must be linear in parameters. There are several classical assumptions outlined for the Linear Regression Method (LRM).The dependent variable (usually denoted Y) can be expressed as a function of a specific set of independent variables(where the function is linear in unknown coefficients or parameters) and an additive error (or disturbance) term. The coefficients are assumed to be constants, but they are unknown.
Protyusha DasNeogi, and Elizabeth A. Cudney (2009) used regression analysis to compare the actual and the forecasted data. This research focuses on analyzing the predictive efficiency of the T-method and Linear Regression Method by comparing their prediction capability. The T-method, developed by Genichi Taguchi, is founded upon the fundamentals of the Taguchi System of Quality Engineering which is used to calculate an overall prediction based on
IJSER © 2012
The research paper published by IJSER journal is about Recent Methods for Optimization of Plastic Injection Molding Process - A Literature Review 7
ISSN 2229-5518
signal-to-noise ratio. Using this method, the required parameters are calculated to obtain an overall
estimate of the true value of the output for each signal
member. Linear regression analysis is then performed on the data set. The output of this analysis is a linear equation which defines the change of the independent variable with respect to changes in the dependent variables. The strength of the relationship is then assessed using R-squared value and adjusted R-squared value. Time series analysis is also performed to predict the future values. The predicted values obtained from the resulting equation are then compared to the values obtained by the T-Method. A case study of country food self-sufficiency is used for comparison and to demonstrate the benefits and limitations of each method.
The R2and adjusted R2 values obtained by T-method is 0.95 and 0.89 whereas that obtained by linear regression method is
0.982 and 0.962 respectively. The R-Squared value obtained using the linear regression method is greater than that obtained by T-method. For this case study, therefore, the predictions obtained by the linear regression method produce a higher correlation [11].
In Grey relational analysis, experimental data i.e., measured
featues of quality characteristics are first normalized ranging from zero to one. This process is known as Grey relational generation. Next, based on normalized experimental data, Grey relational coefficient is calculated to represent the correlation between the desired and actual experimental data. Then overall Grey relational grade is determined by averaging the Grey relational coefficient corresponding to selected responses. The overall performance characteristic of the multiple response process depends on the calculated Grey relational grade. This approach converts a multiple response process optimization problem into a single response optimization situation with the objective function is overall Grey relational grade. The optimal parametric combination is then evaluated which would result highest Grey relational grade. The optimal factor setting for maximizing overall Grey relational grade can be performed by Taguchi method [1].
Chung-Feng et al. (2006) focused on the PEEK injection molding process using the Taguchi method and to make the experimental plan with the least number of experiments. However, the Taguchi method was used for obtaining the optimum processing combination for a single quality characteristic only, and did not give any consideration to the relationship between multiple quality characteristics and processing parameters. Therefore, the grey relational analysis was applied to improve the drawbacks of the Taguchi method
and to achieve the purpose of optimization for multiple quality characteristics. As a result of the optimization of multiple quality characteristics, the dimensional deviation of
the injection molded screw’s outer diameter was successfully minimized, and the tensile strength and twisting strength of the screw were maximized in the meantime. In addition, a quality prediction system of the PEEK injection molding was also established. The above study combined grey relational analysis with the Taguchi method for the optimization of the PEEK injection molding processing parameters. The efficiency of this optimization model had been successfully proven by experiments and can be compliant with the research purpose of taking active actions for waste prevention Chung-Feng et al. applied grey relational analysis to obtain the optimum processing conditions for multiple quality characteristics. The target value of the hexagonal screw’s outer diameter and the maximum mean values of the tensile strength and twisting strength of L18 orthogonal array were used for the reference sequence. The calculation results of the differential sequence, the grey relational coefficients and grades in each experiment in the reference sequence and orthogonal array were depicted in response table. From the response table and the response graph of above analysis, the optimal processing conditions of the PEEK injection molding for the hexagonal screw were mold temperature at 1600C, pre-plasticity amount of 5 cm, injection
pressure of 250 bar, injection speed of 15 cm/sec, screw speed
of 25 m/min, packing pressure of 600 bar, packing time of 3 sec
and a cooling time of 15 sec. While with only a single quality characteristic, when the screw’s outer diameter, was taken into consideration, the optimum processing conditions were mold temperature at 160oC, pre-plasticity amount of 6 cm, injection pressure of 450 bar, injection speed of 15 cm/sec, screw speed of 25 m/min, packing pressure of 400 bar, packing time of 9 sec and a cooling time of 5 sec [4].
Principal component analysis (PCA) involves a mathematical procedure that transforms a number of possibly correlated variables into a smaller number of uncorrelated variables called principal components. The first principal component accounts for as much of the variability in the data as possible, and each succeeding component accounts for as much of the remaining variability as possible. PCA is mathematically defined as an orthogonal linear transformation that transforms the data to a new coordinate system such that the greatest variance by any projection of the data comes to lie on the first coordinate (called the first principal component), the second greatest variance on the second coordinate, and so on. PCA is theoretically the optimum transform for given data in least
IJSER © 2012
The research paper published by IJSER journal is about Recent Methods for Optimization of Plastic Injection Molding Process - A Literature Review 8
ISSN 2229-5518
square terms. Often, its operation can be thought of as revealing the internal structure of the data in a way which best explains the variance in the data.
Jin Zhang and Suraj M. Alexander this paper proposes a novel application of pattern recognition for process fault diagnosis. Mold cavity pressure signals from a plastic injection molding process facilitate process monitoring and diagnosis. Principal component analysis is applied to cavity pressure signals to reduce dimensionality while preserving the characteristics of the original signals. Process “fingerprints” were developed via wavelet decomposition of the “reduced” signal using multi resolution analysis. These fingerprints can be interpreted via artificial neural networks for process condition monitoring and fault diagnosis. The diagnostic system can be updated adaptively as new process faults are identified.
In this paper, we have demonstrated the feasibility of using
cavity pressure signals, PCA and FWT of MRA for fingerprinting the injection molding process and fault diagnostic system development. Once the faults are diagnosed, the control variable settings can be adjusted to make the cavity pressure profile uniform for the consistent part quality. The results show that this diagnostic approach is efficient for use in the RTR process monitoring, diagnostics and control [7].
This article presents a review of research in the determination of the process parameters for injection molding. A number of research works based on various approaches including mathematical model, Taguchi technique ,Artificial Neural Networks (ANN),Case Based Reasoning (CBR), Finite Element Method(FEM),Non Linear Modeling, Response Surface Methodology, Linear Regression Analysis ,Grey Rational Analysis
A review of literature on optimization techniques has revealed that there are, in particular, successful industrial applications of design of experiment-based approaches for optimal settings of process variables. Taguchi methods and response surface methodology are robust design techniques widely used in industries for making the product/process insensitive to any uncontrollable factors such as environmental variables. Taguchi approach has potential for savings in experimental time and cost on product or process development and quality improvement. There is general agreement that off-line experiments during product or process design stage are of great value. Reducing quality loss by designing the products and processes to be insensitive to variation in noise variables is a novel concept to statisticians and quality engineers. ANN, and CBR are emerging as the new approaches in the determination of the process parameters for injection molding. A trained neural network system can quickly provide a set of
molding parameters according to the results of the predicted quality of molded parts. However, the time required in the training and retraining for a neural network could be very
long. CBR systems can determine a set of initial process parameters for injection molding quickly based on the similar case(s) without relying heavily on the expert molding personnel
REFERENCES
[1]. Datta, Saurav; & Bandyopadhyay ,Asish ;& Pal Pradip Kumar . (2008), Grey-based taguchi method for optimization of bead geometry in submerged arc bead-on-plate welding, International Journal of Advance Manufacturing Technology, 39,pp 1136–1143.
[2]. Deng, Chyn-Shu ; Chin ,Jih-Hua .(2005) , Hole roundness in deep-hole drilling as analyzed by Taguchi methods, International Journal of Advance Manufacturing Technology ,25,pp 420–426 .
[3]. Dong, Sung Kim; Jong, Sun Kim; Young, Bae Ko. (2008), Experimental
characterization of transcription properties of microchannel geometry fabricated by injection molding based on Taguchi method, Microsystem Technology , 14,pp 1581–1588.
[4]. Feng, Chung ; Jeffrey, Kuo; and Su ,Te-Li .(2006) ,Optimization of
Multiple Quality Characteristics for Polyether Ether Ketone Injection
Molding Process, Fibers and Polymers, Vol.7, No.4, pp 404-41
[5]. Forouraghi, B. (May 2002), Worst-Case Tolerance Design and Quality Assurance via Genetic Algorithms, Journal Of Optimization Theory And Applications, Vol. 113, No. 2, pp. 251–268.
[6]. Jie-Ren, Shie. (2008), Optimization of injection molding process for contour distortions of polypropylene composite components by a radial basis neural network, International Journal of Advanced Manufacturing Technology , 36, pp. 1091–1103.
[7]. Jin Zhang and Suraj M. Alexander, Fault Diagnosis in Injection Molding via Cavity Pressure Signals, Department of Industrial Engineering ,University of Louisville.
[8]. Kwong, C. K; Smitht, G. F. (1998) .A Computational System for Process Design of Injection Moulding: Combining a Blackboard-Based Expert System and a Case-Based Reasoning Approach, International Journal of Advanced Manufacturing Technology ,vol.14,pp.350-357
[9]. Lei, Xie ; Gerhard , Ziegmann . (2009) Influence of processing parameters on micro injection molded weld line mechanical properties of polypropylene ,Microsystem Technology, 15, pp 1427–1435 .
[10]. Protyusha Das Neogi (2009) , Comparing the Predictive Ability of T - Method and Linear Regression Method , Proceedings of the Industrial Engineering Research Conference.
IJSER © 2012