observations are taken away. Fig 3 shows the aluminium
alloy cast products.

International Journal Of Scientific & Engineering Research, The research paper published by IJSER journal is about Optimization of Riser size of Aluminium alloy (LM6) castings by using conventional method and computer simulation technique 1
ISSN 2229-5518
T.Nandi, R.Behera, S kayal, A Chanda, G.Sutradhar
—————————— ——————————
yield and short development time of casting process. Method layout involves decisions regarding part orientation in mould, parting line, cores, cavity layout, feeders, neck and gating system. An improper method layout leads either poor quality or low yield, which affects the productivity. Method design is mostly carried out manually, using 2D drawing of the cast part. Then tooling is fabricated and the sample castings are produced to 3-4 trials to achieve sound castings, which involves lot of production cost in the from of wastage of manpower, time and hamper the day to day scheduled production. Computer simulation provides a clear insight regarding the location and extent of internal defects, ensuring casting are right as first time and every time. In the present study plate castings were considered to investigate the solidification behavior of Aluminium Alloy (LM6) with different sizes of risers. Optimization of riser size is also based on conventional method and computer simulation technique. It is expected that this work will be o f immense importance equally to the academicians as well as to the industrial methoding engineers.
The casting process offers the widest range of design of design and process parameters in terms of material, weight, shape complexity, batch size and quality of a product. Decades of experience in manufacturing a variety of cast components has been classified and well documented. However, the design of castings with the aim at optimal utilization of material, energy and other resources while ensuring defect-free products is still a challenging task owing to the large number of inter- dependent geometric, material and process parameters involved.
In manufacturing process, casting is one of the most
economical production processes, which involves considerable metallurgical and mechanical aspects. In casting process, the rate of solidification affects the microstructure of cast metal largely, which in turn controls the mechanical properties such as strength, hardness, machinability etc. of the cast metal. The proper design of riser /feeder required to achieve directional solidification is important because improperly designed riser results either defective casting with shrinkage cavity or lower yield. Hence, proper design of risering system and good control over the process parameters are necessary for
————————————————
Titas Nandi,,Workshop superintendent, Jadavpur
University,, West Bengal,INDIA,
PH-+919831634613,
E-mail: titas_nandi@yahoo.com
R.Behera, Asst. Professor, Seemanta Engg. College,
Orissa,INDIA, PH-+919438461747,
E-mail: rabi_lisha@yahoo.com
quality castings. However, the experimental routes are always better for design and development of mould and for arriving at the optimum process parameters. But, it is costly, time consuming, and may be impossible in some cases. Therefore, casting simulation process is a convenient way of proper design of risering system and analyzing the effect of various parameters.
Recently the use of casting simulation software is increasing day to day in Indian foundry as it essentially replaces or minimizes the shop-floor trials to achieve sound castings at the highest possible time. The main inputs for the casting simulation software are 3D geometry of the mould cavity with gating and risering system, thermo-physical properties of the mould and cast material.
A lot of research work has been done on casting simulation by using different casting simulation methods. Such as Dr. B. Ravi Studied on optimization of mold cavities, feeders and gating system of an industrial component by using Auto cast casting simulation process. He has shown that the total time for method design and optimization of the casting reduced to about one hour. Dr. B. Ravi also studied the benefits and problems involving casting simulation and optimization. Dr. B. Ravi et.al studied on 3D Junctions in Castings with the help of Simulation-based DFM Analysis and Guidelines. Prof G Sutradhar et.al has been carried out an extensive investigation on a typical commercial aluminium alloy (LM6) which is widely used both in green sand and chilled castings particularly for thin walled intricate castings to reach a common understanding of the
IJSER © 2011
International Journal Of Scientific & Engineering Research, The research paper published by IJSER journal is about Optimization of Riser size of Aluminium alloy (LM6) castings by using conventional method and computer simulation technique 2
ISSN 2229-5518
problems of junctions and affects of design variables on
the soundness of the casting in different types of interactions..
In the present work, an attempt has been made to optimize the size of the riser considering different sizes of plate castings (LM6 aluminium alloy) by using conventional method (modulus method) and vector element method (VEM) based simulation technique with experimental observations.
A variety of methods have been devised to calculate the
riser size needed to ensure shrinkage free castings such as Shape factor method, Geometry method, Modulus method. In this present work we have considered the plate casting (100mmx100mmx20mm thickness) of aluminum alloy (LM6) metal. Thickness of plates is also varied in case of different experiments. The required diameter and the height of risers are calculated by modulus method and the castings are produced by green sand casting method. The same design calculation is done in simulation method also. In all the cases the riser neck size was considered 35% of riser diameter and height 5mm. The physical castings are cut in vertical section manually for observation.
Patterns, risers and necks are made by CNC machines. The composition of green sand mould is given Table -1.
Silica sand | Bentonite clay | Moisture | Coal dust |
86% | 8% | 5% | 1% |
The mould box is used with the dimension of 330mm
330mm (Fig 2).The aluminum–silicon alloy i.e.LM6,
which is a well known alloy of aluminum, is used as the
castings metal in the experiments. The chemical
composition of the Al alloy (LM6) and molding sand have given in the table-2 & table-3. The aluminum alloy is melted in clay graphite crucible using an electric resistance furnace (Fig-1). The melt has poured at a temperature of 720
0C into a plate silica sand mould.
Elements | Si | Cu | Mg | Fe | Mn | Ni | Zn | Pb | Sb | Ti | Al |
Percentage (%) | 10-13 | 0.1 | 0.6 | 0.5 | 0.1 | 0.1 | 0.1 | 0.05 | 0.2 | 0.1 | Rest |
Properties | Sand |
Density(gm/cm3) | 1.6 |
Thermal conductivity(W/m/K) | 0.52 |
Specific heat (j/Kg/K) | 1170 |
IJSER © 2011
International Journal Of Scientific & Engineering Research, The research paper published by IJSER journal is about Optimization of Riser size of Aluminium alloy (LM6) castings by using conventional method and computer simulation technique 3
ISSN 2229-5518
The castings are cut at the mid section and the
observations are taken away. Fig 3 shows the aluminium
alloy cast products.
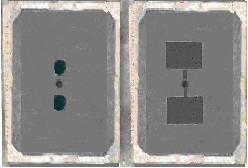
Fig.1 Fig.2
riser dimensions of different plate dimensions. Details are
given in Table- 6.
Again castings were produced using the following
risers to optimize the riser dimension given in Table-5. Similar experiments are also carried out to optimize the
Riser Dimensions(mm)for plate size 100mmx100mmx20mm |
Ø 35.5mmx71mm height |
Ø 35mmx70mm height |
Ø 34.5mmx69mm height |
The castings were sectioned approximately down the middle to see if the macro-porosity is visible. It is
observed that in some castings shrinkages are present and in some cases no shrinkage are found. No shrinkages are available in the following cases (Table-7).
IJSER © 2011
International Journal Of Scientific & Engineering Research, The research paper published by IJSER journal is about Optimization of Riser size of Aluminium alloy (LM6) castings by using conventional method and computer simulation technique 4
ISSN 2229-5518
Riser Dimension
Ø34mm 68mm Height
Ø32mm 64mm Height
Fig 3(a) Sample with Riser Ø 34mmx68mm Height
Fig 3(b) Sample with Riser Ø36mmx72mm Height
(Plate size, 100mm x100mm x 12.5mm)
Fig 3(c) Sample with Riser Ø 42mmx84mm Height
(Plate size, 100mm x100mm x 25mm)
Ø35mm 70mm was the minimum suitable dimension. So
From the above calculation carried out by Modulus method, it is observed that the risers, Ø 34mm 68mm height and, Ø 32mm 64mm height are not suitable for above casting. So in this case lowest riser size Ø
36mm 72mm height .We further reduce the riser dimension up to Ø34.5mm and it was observed that
the optimized riser dimension for the plate100mmx100mmx20mm is Ø35mmX70mm.Smilar experiments also done for risers listed in Table-6 and likewise optimized the riser dimensions. Analyzing the experimented results a different relation between the modulus of riser and modulus of casting can be achieved. Here we get Mr = 1.07 Mc, where Mr is the modulus of riser, Mc is the modulus of casting. Simulated results are also
IJSER © 2011
International Journal Of Scientific & Engineering Research, The research paper published by IJSER journal is about Optimization of Riser size of Aluminium alloy (LM6) castings by using conventional method and computer simulation technique 5
ISSN 2229-5518
compared with the experimented results .Fig 3(a) to (c) shows the cut out of casting plates.
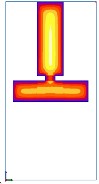
Computer Simulation Results for Plate size 100 mm x 100 mm x 20 mm Table 4

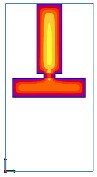
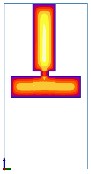
40 x 80 38 x 76 36 x 72 34x68 32x 64
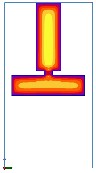
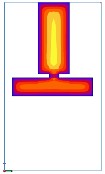
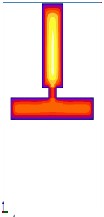
Computer Simulation Results of Plate size as per Table 5
35.5x71 35x 70 34.5x 69
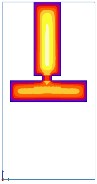
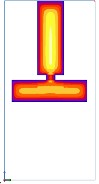
Computer Simulation Results of Plate size as per Table 6
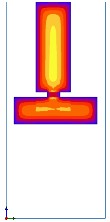
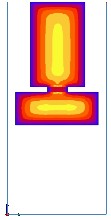
20x 40 24.5x49 42x84 66x 132
IJSER © 2011
International Journal Of Scientific & Engineering Research, The research paper published by IJSER journal is about Optimization of Riser size of Aluminium alloy (LM6) castings by using conventional method and computer simulation technique 6
ISSN 2229-5518
In steel casting, the relationship between modulus of casting and modulus of riser is Mr = 1.2Mc but from the above experiments it has found that for LM6 (Aluminium alloy) the above relation becomes Mr = 1.07 Mc. Moreover the application of casting simulation software in the
foundries not only minimizes the wastages of resources but
also enhances the quality and yield of castings, which implies higher value addition and lower production cost. The simulated results are more or less similar with experimental results.
1. Viswanathan, W.D.Porter, Using of Simulation in
Optimizing Mould Filling, AFS Transactions 98-59, 477-
483.
2. B.Ravi, and D.Joshi, Feedability Analysis and Optimisation Driven by Casting Simulation, Indian Foundry Journal, 53(6), 71-78, 2007.
3 B.Ravi, Casting method optimization driven by simulation, Minerals & Metals Review – March, 39-43,
2008.
4. B.Ravi, Casting Simulation and Optimisation: Benefits, Bottlenecks, and Best Practices, Indian Foundry Journal, 54 (1), 2008.
5. D .Joshi, and B.Ravi, Classification and Simulation based Design of 3D Junctions in Castings, American Foundry Society, 2008.
6. B.Ravi, and M.N.Srinivasan, Hot spots in Castings- computer aided Location and Experimental Validation, Transactions of the AFS, 98,353-357, 1990.
7. B.Ravi, Metal Casting: Computer-Aided Design and
Analysis, Prentice-Hall India, New Delhi, ISBN, 81 203 2726
8, 2005.
8.CarlosE. Esparza, Martha P.Guerrero-Mata, Roger Z. Rios- Mercado, Optimal design of gating systems by gradient search methods, Computational Materials Science 36, 457-
467,2006.
9. B Ravi and M. N. Srinivasan, Casting solidification analysis by modulus vector method, Int.J.Cast Metals Res., 9,
1-7, 1996.
10. G Sutradhar et.el, 59th Indian Foundry Congress, Feature based castability study of aluminum alloy, Institute of Indian Foundrymen, Chandigarh, 11 to 13February,2011.
IJSER © 2011