International Journal Of Scientific & Engineering Research, Volume 6, Issue 3, March-2015
ISSN 2229-5518
1646
Optimization of Hard turning process parameters of AISI D2 under dry cutting conditions
Uttara R. Salunke1, Post Graduate Student, Department of Mechanical Engineering, Government College of Engineering, Aurangabad, India. uttarasalunke@gmail.com
Prof. M. G. Rathi2 , Asst. Professor, Department of Mechanical Engineering, Government College of Engineering
Aurangabad, India. mgrathi_kumar@yahoo.co.in
Abstract— The present paper outlines an experimental study to optimize the effects of cutting parameters on surface roughness while machining hardened AISI D2 cold work tool steel (60 HRc) with ceramic cutting tool. A combined technique using Taguchi’s orthogonal array and analysis of variance (ANOVA) was employed to investigate characteristics. The results indicate that cutting speed is has significant role to play in producing lower surface roughness followed by feed rate.
Keywords— Hard Turning, Surface Roughness, Taguchi Method, ANOVA
1. INTRODUCTION
In much smaller way, but no less significant, we begin to see a technology evolution occurring in the area of hard turning. Hard turning is defined as process of single point cutting of part pieces that have hardness values ranging from
45 HRc to 68 HRc [1-3]. Many of today’s modern machine shops are beginning to realize the benefits of hard turning, and for some it is becoming a standard qualified process because it exhibits a unique behavior, which is different than conventional turning operations.
Surface roughness plays an important role as it influences the fatigue strength, wear rate, coefficient of friction and corrosion resistance. In actual practice, there are many more factors which affect the surface roughness, i.e. tool variables, work piece variables and cutting conditions. As hard turning process involves large number of parameters, the process control becomes complex and it would be difficult to select the appropriate cutting conditions and tool geometry for achieving required surface quality.
In recent years significant advances have been seen in coated cutting tools and machine tools area. Due to that it is possible to machine at higher cutting speed thus improves productivity and applies to moderate range of hard turning [4].
Within the framework of comprehension of phenomena occurring during an operation of hard turning, number of studies were carried on different type of materials.
Davim & Figueira [1] investigates the cutting parameters under flank wear, specific cutting pressure and surface roughness on machinability evaluation in turning of cold work tool steel AISI (D2) hardened with ceramic tools using analysis of variance (ANOVA), in which tool wear is highly influenced by cutting velocity, specific cutting pressure and surface roughness is influenced by feed rate followed with cutting time.
D. Singh and Rao [2] were developed a mathematical model for surface roughness by using response surface methodology with ceramic inserts on AISI 52100 where it indicates that the parameters cutting velocity, feed, effective rake angle & nose radius are primary influencing factors which affect the surface finish where feed is the dominant factor affecting surface roughness.
Ozel and Karpat [3] have done work on development of
models based on neural networks in predicting accurately both surface roughness and tool flank wear in finish dry hard turning of AISI H13 steel with CBN cutting tool. Author concluded that neural network models with cutting force inputs and a single output yielded better results than networks with two outputs, which predict surface roughness and tool wear together.
Ilhan Asilturk and Akkus [4] focuses study on optimizing turning parameters of AISI 4140 based on Taguchi method to minimize surface roughness. Experiments have been conducted with coated carbide cutting tools where dry turning tests are carried out. The statistical methods of signal to noise ratio (SNR) and analysis of variance (ANOVA) are applied to investigate effects of cutting speed, feed rate and
IJSER © 2015 http://www.ijser.org
International Journal Of Scientific & Engineering Research, Volume 6, Issue 3, March-2015
ISSN 2229-5518
1647
depth of cut on surface roughness where results shows that feed rate has most significant on Ra and Rz.
Bartarya and Choudhury [5] developed a force prediction model during machining of EN 31 grade steel using uncoated CBN tool to analyze combination of machining parameters for that they uses full factorial design of experiments to develop force & surface roughness regression models. They concluded that model developed from analysis for surface roughness predictions was found insignificant.
Another study [6] on same material, and with CBN tool permormed by Samir Khamel et al. studied the combined effects of process parameters on performance characteristics such as tool life, surface roughness and cutting forces in finish hard turning. The optimization technique used as Response surface methodology (RSM). The results show that feed rate & cutting speed strongly influence surface roughness and tool life.
Mohamed Elbah et. [7] worked on AISI 4140 hardened steel with wiper and conventional ceramic inserts where the surface roughness criteria were measured. The experiments based on Taguchi’s orthogonal array, response surface methodology and analysis of variance to determine significant parameter affecting surface roughness. They found that surface quality obtained with wiper ceramic insert significantly improved when compared with conventional insert. Feed rate is most significant factor on the surface roughness criteria.
Vitor Augusto A. de Godoy et [8] exhibits their work with turning of interrupted and continuous hardened steel surfaces with ceramic and CBN cutting tools on AISI 4340 material. The main conclusion of this work were that in both continuous and interrupted cutting, the CBN tools exhibited much better performance with respect to both tool life and work piece surface roughness than the ceramic tools.
2. EXPERIMENTAL PROEDURE
The main aim of this experimental work has to establish a correlation between cutting conditions and surface roughness which is an evaluating parameter.
The experiments were performed on JYOTI CNC Lathe machine with 7 kw spindle power and maximum machining diameter of 250 mm with 350 mm distance between centres, a maximum spindle speed of 4500 rpm.
Material used for this experimental work is high chromium cold work tool steel AISI D2 (60 HRc) with following chemical composition: 1.52%C, 0.44%Mn, 12.21%Cr,
0.39%Ni, 0.52%Mo, 0.023%S, 0.024%P, 0.35%Si, 0.24%V,
0.39%W.
The cutting tool (insert) used for the work is supplied by WIDIA. Insert used is Mixed (black) ceramic DNGA 150604, Matrix AL2O3 and TiCN which is having good toughness properties combined with good wear resistance.
The arithmetic average surface roughness (Ra) of the turned surface was measured using a surface roughness measuring tester which is Taylor Hobson Make, Seltronic 3.
The level of cutting parameter ranges are given below:
Table 1: Cutting parameters with levels
Level | Cutting Speed (m/min) | Feed (mm/rev) | Depth of Cut (mm) |
1 | 115 | 0.08 | 0.15 |
2 | 155 | 0.1 | 0.2 |
3 | 195 | 0.12 | 0.25 |
3. RESULTS AND DISCUSSION
The results of hard turning tests are summarized below (Table 2) in terms of surface roughness obtained on hardened D2 cold work tool steel work piece material (60 HRc) under dry cutting conditions.
The experimental plan was developed based on Taguchi’s orthogonal array experimentation technique. In the design, an L9 Orthogonal Array was selected to satisfy the minimum number of experimental conditions for the factors and all the levels, see table 2.
Table 2: Taguchi L9 Array
IJSER © 2015 http://www.ijser.org
International Journal Of Scientific & Engineering Research, Volume 6, Issue 3, March-2015
ISSN 2229-5518
1648
3.1 Effect of process parameters on surface roughness
The analysis was made by a software package MINITAB
14. The main effect plots are shown in Figure 1. These show
the variation of individual response with the three parameters i.e. cutting speed, feed, and depth of cut separately. In the plots, the x-axis indicates the value of each process parameter and y-axis the response value. Horizontal line indicates the mean value of the response. The main effects plots are used to determine the optimal design conditions to obtain the optimum surface roughness.
The figure indicates that the surface roughness parameter reduces with gradually increase of cutting speed. The surface roughness observed is comparatively more at 115 m/min. When the speed increases from 115 to 195 m/min, the surface roughness decreases.
Effect of feed rate is decreasing with increase in feed rate. From the graph it can be asserted that the surface roughness parameter value increases with increase in depth of cut value from 0.15 to 0.25 mm. The higher feed rate also increases chatter, and it produces incomplete machining of work piece, which led to higher surface roughness. At higher cutting speeds, cutting zone temperature increases which in turn, softens and decreases strength of BUE.
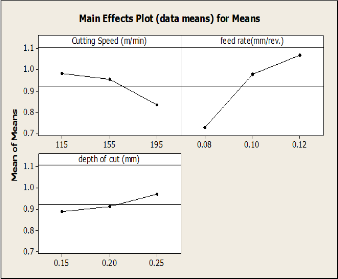
Fig. 1 Main effects plot for Means
3.2 Analysis of Variance
The ANOVA is used to identify the significant process parameters more accurately by investigating the relative importance of process parameters.
Table 3: ANOVA Table
Source | DF | Seq SS | Adj SS | Adj MS | F | P |
Cutting Speed | 2 | 0.000712 | 0.000712 | 0.000356 | 44.67 | 0.022 |
Feed | 2 | 0.00053 | 0.00053 | 0.000265 | 33.23 | 0.029 |
Depth of Cut | 2 | 0.000241 | 0.000241 | 0.000121 | 15.11 | 0.062 |
Residual error | 2 | 1.59E-05 | 1.59E-05 | 0.000008 | | |
Total | 8 | 0.001499 | | | | |
s = 0.00282380 R-Sq = 98.94% R-Sq (adj) = 95.75%
From table it is observed that cutting speed is the most affecting parameter followed by feed rate.
3.3 Regression model for surface roughness
The relationship between the control factors Cutting speed, Feed rate, Depth of cut and the output performance surface roughness are obtained by regression analysis.
Ra = 0.197 – 0.00184 Cutting Speed + 8.50 Feed rate + 0.815
Depth of Cut
In regression model, the value of R2 being 98.94% of the
total variations are explained by the model. If the residuals plot approximately along straight line, then the normality assumption is satisfied. A check on the normal probability plot vs. residuals of linear ( Fig. 2 ) shows that the residuals lie reasonably close to a straight line implying that errors are distributed normally and giving support that the terms mentioned in the model are significant. The graph of residuals vs. fitted values shows no unusual structure is apparent. As its standardized residual is within the range of -
3 to 3, the model proposed is significant. The graph of
residual vs. order of data implies that the residuals are random in nature and don’t exhibit any pattern with run order. It also reveals that there is no noticeable pattern or unusual structure present in the data. This implies that regression model is adequate and there is no reason to suspect any violation of the independence or constant variation assumption.
IJSER © 2015 http://www.ijser.org
International Journal Of Scientific & Engineering Research, Volume 6, Issue 3, March-2015
ISSN 2229-5518
1649
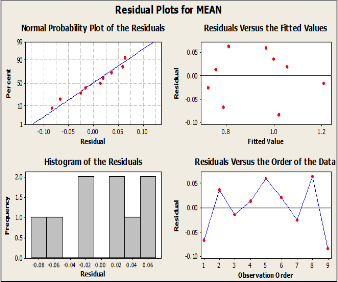
Fig. 2 Residual Plot for Mean
4. CONCLUSION
The Taguchi experimental design was used to obtain optimum cutting parameters on hard turning. Experimental results were analyzed using ANOVA. The results obtained are given below:
The advantages of Taguchi method in simplifying the experimentation was effectively utilized in this investigation for design and analysis for surface quality.
From the analysis of variance (ANOVA), it is observed that the cutting speed is the most influencing parameter to surface roughness followed by feed rate.
In regression model, the value of R2 being 98.9% of the total variations are explained by the model. Thus,
the developed model can be effectively used to predict the surface roughness on the machining of D2 steel with 95% confidence levels.
REFERENCES
[1] J. Paulo Davim, Luis Figueria, Machinability evaluation in hard turning of cold work tool steel (D2) with ceramic tools using statistical techniques, Materials and Design 28 (2007), 1186-1191
[2] Dilbag Singh, P.Venkateswara Rao, A surface roughness prediction model for hard turning process, Int J Adv Manuf Technol (2007) 32:
1115-1124
[3] Tugrul Ozel, Yigit Karpat, Predictive modeling of surface roughness and tool wear in hard turning using regression and neural networks, International Journal of Machine Tool and Manufacture
45(2005) 467-479
[4] Ilhan Asilturk, Harun Akkus, Determining the effect od cutting parameters on surface roughness in hard turning using the Taguchi method, Measurement 44 (2011) 1697-1704
[5] Gaurav Bartarya, S. K. Choudhary, Effect of cutting parameters on cutting force and surface roughness during finish hard turning AISI
52100 grade steel, Procedia CIRP 1 (2012) 651-656
[6] Samir Khamel, Nouredine Ouelaa and Khaider Bouacha, Analysis and prediction of tool wear, surface roughness and cutting forces in hard turning with CBN tool, Journal of Mechanical Science and Technology 26(11) (2012) 3605-3616
[7] Mohamed Elbah, Mohamed Athmane Yallese, Hamdi Aouici, Tarek Mabrouki, Jean-Francois Rigal, Comparative assessment of wiper and
conventional ceramic tools on surface roughness in hard turning
AISI 4140 steel, Measurement 46 (2013) 3041-3056
[8] Vitor Augusto A. de Godoy, Anselmo Eduardo Diniz, Turning of interrupted and continuous hardened steel surfaces using ceramic and CBN cutting tools, Journal of Material Processing Technology
211 (2011) 1014 - 1025
IJSER © 2015 http://www.ijser.org