International Journal of Scientific & Engineering Research Volume 4, Issue 2, February-2013 1
ISSN 2229-5518
a Research Scholar, bProfessor, Dept of Mechanical Engg, UVCE, Bangalore, Karnataka, India.
![]()
The test was carried out by igniting polyurethane foam with a Bunsen burner for 10 sec and in absorption test the specimen is immersed completely in water for a specified time and temperature, then the specimen is removed, dried and weighed. Water absorption is expressed in terms of percentage of weight gain.
From the results it is noticed that for 55/45 proportion flame height traveled is more than other proportion in case of flammability test. This may be due to irregular and improper distribution of cells which will prolong the burning period hence higher will be the extinguish time and higher MDI proportion results higher the weight loss. In case of water absorption test, 55/45 proportion has maximum absorption capacity at the end of 15 days of immersion in water and the percentage of moisture absorption is found to be minimum for 50/50 proportion.
Key words: Flammability, Moisture Absorption, Polyurethane foam, MDI, Polyether polyol
![]()
The invention of polyurethanes was made by Otto Bayer and coworkers at I. G.Farbenindustrie, Germany in 1937.This discovery was Germanys' competitive response to Carothers' work on polyamides, or nylons, at E. I. du Pont. The successful development of high molecular weight polyamides at E. I. du Pont stimulated Bayer
to investigate similar materials that were not
covered by Du Pont's patents. Du Pont and ICI soon recognized the desirable elastic properties of polyurethanes. The industrial scale production of polyurethane started in![]()
1940.[1] But subsequent market growth of these materials was seriously impacted by World War II.
*Corresponding author Email:sripathym@gmail.com, Ph:+919448172576
IJSER © 2013 http://www.ijser.org
International Journal of Scientific & Engineering Research Volume 4, Issue 2, February-2013 2
ISSN 2229-5518
In 1958, Schollenberger of BF Goodrich introduced a new “virtually crosslinked” thermoplastic polyurethane elastomer. At approximately the same time, du Pont announced a Spandex fiber called Lycra, which is a polyureaurethane based on PTMO, Diphenylmethylene diisocyanate (MDI) and ethylene diamine. By the early
1960s, BF Goodrich produced Estane, Mobay marketed Texin, and Upjohn marketed Pellethane in the United States. Bayer and Elastgran marketed Desmopan and Elastollan, respectively, in Europe[2]. Polyurethanes can also be produced as foams (rigid and flexible), adhesives, binders, coatings, and paints. Because of their unique properties, polyurethanes have found a wide variety of applications in the automotive, furniture, construction, and foot wear industries, as seating, exterior panels, structural foam, furniture, housing for electric equipment, shoe and boot soles, and refrigerator insulation.
In 1990, the world production of plastics exceeded 100 million tons. Following the
The materials used in making the polyurethane foam. The specimens were fabricated according to standard
specifications. The primary chemicals used
high volume production of polyethylene (PE), polyvinylchloride (PVC), polypropylene (PP), and polystyrene (PS), polyurethanes rank 5th with over 5% of the world’s total plastics production.[2-3] Polyurethanes are a versatile group of multi- phase segmented polymers that have excellent mechanical and elastic properties, good hardness, high abrasion and chemical resistance. However, poor fire resistance restricts some of their applications. The increasing demands for fire resistant systems have stimulated the development of new
materials. Recently, interest in halogen free fire retardant polyurethanes has begun to focus on polymer systems, which display significantly reduced heat release characteristics [4-7]. This study aimed at developing a polyurethane foam produced from methylene di-isocyanate (MDI) and polyether polyol (PP) in different proportion and tested for flammability and moisture absorption.
to produce the polyurethane foam were methylene di-isocyanate (MDI) and polyether polyol (PP). The different ratios of methylene di-isocyanate (MDI) and
polyether polyol are given in table.1
IJSER © 2013 http://www.ijser.org
International Journal of Scientific & Engineering Research Volume 4, Issue 2, February-2013 3
ISSN 2229-5518
The procedure followed the preparation of polyurethane foam specimens:
1. Calculated amount of MDI and PP liquids were taken in separate clean and dry glass cups to produce polyurethane foam (PUF) of density
0.8 gm/cc.
2. Inner surface of the wooden die fabricated to suit the impact specimens (63.5mm x 12.5mm x 3 mm) was covered with teflon sheet.
3. MDI and PP were mixed by vigorous mechanical stirring
4. The mixture was poured into the die.
5. The die was covered with a teflon coated metal plate and a pressure of
0.5 MPa was applied.
6. Polyurethane rigid foam was taken out of the die after curing for 20 minutes.
Experimental study was conducted to determine the flammability and moisture absorption capacity of Polyurethane rigid foam. The specimens were mounted vertically on a stand and ignite using Bunsen burner for 10 sec. The flame height, burning time and weight percent retained by the specimen is determined. In case of absorption test the specimen is immersed
completely in water for a specified time and
temperature. Then the specimen is removed, dried and weighed. Water absorption is reported in terms of percentage of weight gain.
The test procedure for Flammability test of
rigid polyurethane foam was according to ASTM D 3014 standards. The test is carried out by mounting a specimen vertically on vertical stand and ignites it with a Bunsen burner for 10 sec. The flame height, time of burning and weight percent retained by the specimen is determined.
The test procedure for Flammability test of composite laminates in vertical and horizontal direction was according to UL 94
V and UL 94 HB respectively. For vertical direction test procedure as follows a small
3/4th inch high blue flame is applied to the
bottom of the specimen for 10 sec withdrawn then reapplied for an additional
10 sec the duration of flaming and glowing is noted as soon as the specimen is extinguished. A layer of cotton is placed beneath specimen to determine whether dripping material will ignite it during the test period. For Horizontal direction test procedure as follows burner ignited to produce 1 inch high blue flame. A depth of
¼thinch flame applied to specimen for 30
IJSER © 2013 http://www.ijser.org
International Journal of Scientific & Engineering Research Volume 4, Issue 2, February-2013 4
ISSN 2229-5518
seconds without changing the position of the burner and is removed from the burner. If the specimen burns to the 1 inch mark before 30sec the flame is withdrawn. If the specimen continues to burn after removal of the flame, the time for the flame front to travel from the mark 1 inch from the free end to the mark 4.0 inch from the free end is determined and rate of burning is calculated.
The test procedure for Moisture Absorption was according to ASTM C272 standards. After properly conditioning and weighing the specimen, it is immersed completely in water at a specified temperature and time. After immersion period, the specimen is removed, dried and weighed. Water absorption is reported as percentage of
weight gain.
![]()
![]()
Type of PUF [ ratio] | Flame height (mm) | Extinguish time (sec) | Loss of weight ( grams) |
50/50 | 34 | 45 | 2.7 |
60/40 | 65 | 169 | 4.55 |
45/55 | 36 | 50 | 2.55 |
55/45 | 75 | 110 | 5.030 |
IJSER © 2013 http://www.ijser.org
International Journal of Scientific & Engineering Research Volume 4, Issue 2, February-2013 5
ISSN 2229-5518
Duration in days | Water absorption in Percentage | |||
Duration in days | 50/50 | 60/40 | 45/55 | 55/45 |
01 | 0.89550 | 1.011948 | 1.85997 | 3.07985 |
02 | 1.22230 | 1.725000 | 3.29980 | 5.62720 |
03 | 1.42470 | 2.188700 | 4.00230 | 7.00850 |
04 | 1.90037 | 2.790500 | 4.92050 | 8.21580 |
05 | 2.14800 | 3.236500 | 5.500 | 9.51700 |
06 | 2.37920 | 4.566000 | 9.08090 | 12.7967 |
07 | 2.48540 | 4.831900 | 14.7067 | 12.6977 |
08 | 2.54750 | 4.981500 | 17.2842 | 16.651 |
09 | 2.79460 | 5.190320 | 19.2397 | 19.5975 |
10 | 3.04124 | 5.517800 | 20.8509 | 22.9706 |
11 | 3.28250 | 5.932000 | 23.0673 | 27.6374 |
12 | 3.33300 | 7.4800 | 24.9203 | 31.1870 |
13 | 3.44230 | 7.51700 | 25.4823 | 31.5932 |
14 | 3.47950 | 7.56800 | 27.532 | 32.4844 |
15 | 3.51150 | 7.99700 | 28.318 | 33.1953 |
Comparitive chart of Flame height v/s type of rigid PUF in
Flammability test
80 FH
70
60
50
40
30
20
10
0
50/50 60/40 45/55 55/45
Type of rigid PUF
IJSER © 2013 http://www.ijser.org
International Journal of Scientific & Engineering Research Volume 4, Issue 2, February-2013 6
ISSN 2229-5518
Comparitive chart of Extinguish time v/s type of rigid PUF in
Flammability test
180
160
140
120
100
80
60
40
20
0
ET
50/50 60/40 45/55 55/45
Type of rigid PUF
Comparitive chart of Loss of weight v/s type of rigid PUF in
Flammability test
6 WL
5
4
3
2
1
0
50/50 60/40 45/55 55/45
Type of rigid PUF
IJSER © 2013 http://www.ijser.org
International Journal of Scientific & Engineering Research Volume 4, Issue 2, February-2013 7
ISSN 2229-5518
From figure 3, it is noticed that for 55/45 proportion flame height traveled is more. For 50/50 proportion flame height is found to be least. Flame height of 50/50 proportion is 0.5230, 0.9444, 0.4533 times lower than
60/40, 45/55, 55/45 proportions respectively. From figure .4, it is observed higher the MDI proportion higher will be the extinguish time, since irregular, improperly distributed cells will prolongs burning. Extinguish time of 50/50 proportion is
0.2662, 0.900, 0.4090 times lower than
60/40, 45/55, 55/45 proportions respectively. From figure 5, it is noticed that loss of weight is least in case 45/55 proportion. Weight loss of 50/50 proportion
is 0.5934, 0.5367 times lower than 60/40,
55/45 proportions respectively, but 1.058 times higher than 45/55 proportion. From this it can be conclude that higher the MDI proportion higher the weight loss.
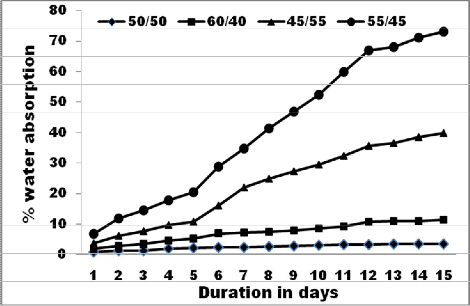
The variation of percentage of moisture absorption v/s Duration in days of 4 different proportion of rigid PUF is as shown in figure 6. It is clearly observed from the figure for 55/45 proportion percentage of moisture absorption is found to be more at the end of 15 days of immersion in water. For 50/50 Proportion percentage of moisture absorption is found to be least. The Percentage of moisture absorption of 50/50 proportion is 0.4682,
0.1308, 0.1057 times lower than 60/40,
45/55, 55/45 proportions respectively.
IJSER © 2013 http://www.ijser.org
International Journal of Scientific & Engineering Research Volume 4, Issue 2, February-2013 8
ISSN 2229-5518
The proportion flame height traveled is more for 55/45 and is found to be least for 50/50.
Higher the MDI proportion higher will be the extinguish time, since irregular, improperly distributed cells will prolongs burning
Higher the MDI proportion higher the weight loss.
Absorption percentage varies linearly with duration.
Minimum water absorption capacity is found to be 50/50 proportion and that of 55/45 has maximum absorption capacity at the end of 15 days
The Percentage of moisture absorption of 50/50 proportion is
0.4682, 0.1308, 0.1057 times lower than 60/40, 45/55, 55/45 proportions
respectively.
[1]. L.J. Gibson and F. Ashby, “Cellular Solids structure and properties”, 1997, Second edition, Cambridge University Press, Cambridge.
[2]. D. Klempner and K.C. Frisch, “Hand book of polymer foams and foam technology”1991 Oxford University press N.Y.
[3].Menges.G. and Knipschild.F “Polymer
Engineering Science”, 15,pp 623 (1975).
[4]. S. H. Goods , C. L. Neuschwanger, C.
Henderson, D. M. Skala “Mechanical properties and energy absorption characteristics of a Polyurethane foam” Sandia National Laboratories 1997
[5]. M. Avalle, G. Belingardi, R. Montanini,
“Characterization of polymeric structural
foams under compressive impact loading by means of energy-absorption diagram” International journal of Impact engineering, vol 25, pp455-472( 2001).
[6] A.Awal, G. Cescutti, S.B. Ghosh, J.
Müssig “Interfacial studies of natural fibre/polypropylene composites using single fibre fragmentation test (SFFT), Composites Part A: Applied Science and Manufacturing, Volume 42, Issue
1, January 2011, Pages 50-56
[7]. F.G. Torres, M.L. Cubillas, Study of the interfacial properties of natural fibre reinforced polyethylene. Polymer Testing, Volume 24, Issue
6, September 2005, Pages 694-698.
IJSER © 2013 http://www.ijser.org