International Journal of Scientific & Engineering Research, Volume 5, Issue 9, September-2014 116
ISSN 2229-5518
FRICTION AND WEAR OF EPOXY FLOORING FILLED BY RECYCLED POLYMERS
S.Z.EL-Abden, Abo El-Wafa, W.M. and El-ShANAWANY M.M. Faculty of Engineering, Taif University, Al – Taif, Saudi Arabia.
Abstract— Polymers are widely used to coat the flooring material in indoors such as schools, sport halls and yards, hospitals, factories and washrooms. Thus because it has many advantages such as low manufacturing cost, low shrinkage, great chemical corrosion resistance, low creep, high stiffness and good mechanical properties. In the present work, the main objective is to develop flooring epoxy composites by filling by recycled polymers in order to increase wear resistance and friction coefficient of the flooring composites. The friction coefficient and wear of the tested composites will be investigated.
It was found that, friction coefficient displayed by the dry sliding of epoxy filled by recycled polypropylene (PP) showed significant increase with increasing PP content. The highest friction coefficient was displayed at 50 wt. % PP. As the load increased, friction coefficient increased. The increase of friction coefficient may be attributed to the PP transfer into the rubber surface. Friction coefficient significantly increased with increasing PS content. Filling epoxy composites by polyvinyl chloride (PVC) caused slight increase in friction coefficient. The values of friction coefficient were relatively lower than that observed for PP and PS. The experimental observation confirmed the strong effect of contaminants as well as the degree of recycling of the tested polymers on the friction coefficient. Epoxy composites filled by PTFE showed slight increase in friction coefficient.
Wear of epoxy filled by PP slightly decreased down to minimum at 20 wt. % PP, then increased with increasing PP content. Referring to their friction values those composites can be considered as good flooring materials due to their values of friction coefficient. Addition of PVC into epoxy matrix caused relatively higher wear than that observed for PP and PS. The same trend, observed for the wear behaviour of epoxy filled by PVC ,was noticed for composites filled by PTFE. Epoxy composites filled by 20 wt. % PTFE showed the lowest wear values.
KEYWORDS : Friction, wear, epoxy flooring, filling materials, recycled polymers.
—————————— ——————————
INTRODUCTION
There is an increasing demand to get rid of used polymeric materials, which are often burned or end up in landfills.
These methods represent serious pollution of the environment. A safe option is to recycle used polymeric materials through re-compounding process, but it leads to reduced quality of the resulting granulate. Sorting and separation of the different types of polymers is very expensive process. The cheaper solution is to recycle polymeric materials as they are in a state of blend, [1]. Polymer blends are considered an alternative method to improve friction and wear behavior and extend the range of polymer applications. The mechanical properties of high density polyethylene (HDPE) were increased by adding polyamide (PA6) to it while keeping its good frictional and wear resistance characteristics, [2]. The addition of recycled polymers to fresh ones can improve wear resistance and reduce friction. The improvement in wear resistance was observed for polypropylene (PP) and high density polyethylene (HDPE) while low density polyethylene (LDPE) and polypropylene (PP) containing recycled polymers showed significant reduction in friction, [3]. Polymer blends had been considered to improve the mechanical and tribological
properties through combining the best properties of the blended plastic materials.
The friction of epoxy flooring materials filled by virgin thermoplastic polymers and sliding against rubber was investigated, [4]. It was found that friction coefficient caused by the dry sliding of rubber on epoxy filled by polypropylene (PP) and polystyrene (PS) showed significant increase up to maximum then decreased with increasing PP and PS contents. The highest friction coefficient was displayed at 40 wt. % PP and 20 wt. % PS. Friction coefficient increased as the load increased. Epoxy composites filled by polytetrafluoroethylene (PTFE) showed an increasing trend in friction coefficient with increasing PTFE and polyvinyl chloride (PVC) contents up to
10 wt. %. The friction increase was followed by slight decrease as PTFE and PVC increased..
Slipping and falling are common phenomena in both workplaces and daily activities. The risks associated with slipping and falling are related to the materials of footwear/floor, contamination condition, and geometric design of the sole. Shoe soles of various tread design are very common, [1 - 8]. Slip resistance of flooring materials is one of the major environmental factors affecting walking and
IJSER © 2014 http://www.ijser.org
International Journal of Scientific & Engineering Research, Volume 5, Issue 9, September-2014 117
ISSN 2229-5518
materials handling behavior. Floor slipperiness may be quantified using the static and dynamic friction coefficient. Certain values of friction coefficient were recommended as the slip-resistant standard for unloaded, normal walking conditions, [9, 10]. Relatively higher static and dynamic friction coefficient values may be required for safe walking
when handling loads.There were two types of slips involved in
pallet truck pulling. The slip distances of both of these slips interacted significantly with the weights of the load and the floor surface conditions, [11]. Soft material like rubber tends to a higher effective contact area and more pronounced microscopic deformations when mechanically interacting with the surface asperities of a rigid material, greater friction coefficients can be expected for rubber than for plastic, [12]. This was found in the friction measurements under wet conditions. In addition, mechanical abrasions and floor surface inhomogeneities had a stronger influence for rubber. In general, rubber friction is divided into two parts; the bulk hysteresis and the contact adhesive term, [13]. These two contributions are regarded to be independent of each other, but this is only a simplified assumption.
There is an increasing demand to get rid of used polymeric materials, which are often burned or end up in landfills. These methods represent serious pollution of the environment. A safe option is to recycle used polymeric materials by recompounding process, but it leads to reduced quality of the resulting granulate. The mechanical and tribological properties of four types of used polymeric materials collected from different sources were investigated, [14]. It was found that wear and friction coefficient of epoxy composites filled by recycled polymeric powders represented minimum values at 20 wt. % of polymer content, [15]. The previous conclusion has confirmed that recycled polymers can be used in different applications due to the quite good mechanical and tribological properties.
Novel thermoplastic composites made from two major industrial and consumer wastes, fly ash and waste tire powder, have been developed, [16, 17]. The morphology of the blends shows that fly ash particles have more affinity and adhesion towards the rubbery phase when compared to the plastic phase. Toughening of brittle plastics by incorporation of a small amount of waste ground rubber tire (WGRT) is a widely used commercial process, [18]. Efforts to develop recycled rubber/plastic blends have logically followed earlier blending research that produced thermoplasticelastomers and rubber- toughened plastics, [19, 20]. Results of these numerous studies on virgin materials have provided criteria for a successful blend. The olefinic types have potential uses in flexible automotive components such as bumpers and spoilers, [21]. Recently, the friction and wear of rubber flooring materials filled by recycled rubber sliding against ceramics were investigated, [22 - 25]. Experimental results showed that filling epoxy matrix by thermoplastic polymers enhanced both friction coefficient and wear of the tested composites to be considered as promising flooring materials. Those epoxy composites are 20 wt. % high density polyethylene, 50 wt. % polyamide, (10 – 30) wt. % polypropylene, 10 wt. %
polytetrafluoroethylene, 50 wt. % polyvinyl chloride and (10 –
20) wt. % polystyrene.
In the present work, it is aimed to investigate the friction and wear of epoxy test specimens filled by recycled thermoplastic polymers. The proposed composites are tested as flooring materials.
EXPERIMENTAL
The test rig used in the present work was designed and manufactured to measure the friction coefficient displayed by the sliding of the tested epoxy composites against the rubber surface that represented the footwear through measuring the friction force and applied normal force. The epoxy composites in form of a tiles of 50 × 50 × 10 mm3were adhered into a wooden block and loaded against rubber sheet, of 5 mm thickness and 60 Shore A hardness, placed in a base supported by two load cells, the first measures the horizontal force (friction force) and the second measures the vertical force (applied load). Two digital screens were attached to the load cells to detect the friction and vertical forces. Friction coefficient is determined by the ratio between the friction force and the normal load. The arrangement of the test rig is shown in Fig. 1.The tested materials were epoxy filled by different contents of thermoplastic polymers. The thermoplastic polymers were PP, PS,PVC and PTFE. Friction test were carried out at different values of normal load exerted by foot. The relationship between friction coefficient and load was plotted for every test for load ranged from 0 to 250 N. Then the values of friction coefficient were extracted from the figures at loads of 50, 100, 150 and 200 N.
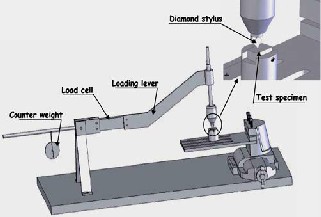
The test rig used in the wear experiments was top scratching tester equipped with an indentor to produce a scratch on a flat surface. The details of the test rig are shown in Fig. 2. The indenter, used in experiments, was a square insert (12 × 12 mm) of TiC of tip radius of 0.1 mm and hardness of 2800 kp/mm2. Wear was determined by the wear scar width measured by optical microscope. The load was applied by weights. The test speed was controlled by turning the power screw feeding the insert into the scratch direction. The applied load values were 3.0, 6.0and 9.0 N.
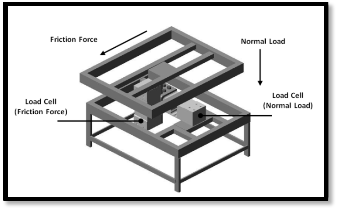
Fig. 1 Arrangement of the test rig.
IJSER © 2014 http://www.ijser.org
International Journal of Scientific & Engineering Research, Volume 5, Issue 9, September-2014 118
ISSN 2229-5518
Fig. 2 Arrangement of the wear test rig.
.
I. RESULTS AND DISCUSSION
The results of the experiments carried out to measure friction coefficient displayed by the dry sliding of epoxy filled by recycled thermoplastic polymers against rubber are shown in Figs. 3 – 6.Presence of recycled PP showed significant increase in friction coefficient with increasing PP content, Fig.
3. The highest friction coefficient was displayed at 50 wt. % PP. As the load increased, friction coefficient increased. The increase of friction coefficient may be attributed to the PP transfer into rubber surface.
Friction coefficient significantly increased with increasing PS content, Fig. 4. As the applied load increased, friction coefficient increaseddue to the increased contact area due to the increasednumber of contacting asperities. At 100 wt. % epoxy, friction coefficient displayed the lowest values, 0.23,
0.32 and 0.38 and 0.48 at 50, 100, 150 and 200 N loads respectively. It is well known that, friction coefficient depends on the material transfer and transfer back into the sliding surfaces. The test specimens consisted of epoxy and the filling recycled thermoplastic polymers, while the counterface was rubber. In that condition, forces of adhesion among epoxy, thermoplastic polymers and rubber would control friction coefficient. Considering that recycled polymers contained impurities such as dust particles that are mainly sand as well as liquid contaminants like oils and chemicals. PS displayed relatively lower friction values than that observed for PP. This behavior may be attributed to increased ductility of PP relative to PS.
Filling epoxy composites by PVC caused slight increase in friction coefficient, Fig. 5. The values of friction coefficient were relatively lower than that observed for PP and PS. This behavior may be attributed to the fact that PVC contained relatively higher contaminants that altered the mechanical and tribological properties. This observation can confirm the strong effect of contaminants as well as the degree of recycling of the tested polymers on the friction coefficient. Epoxy composites filled by PTFE showed slight increase in friction coefficient with increasing PTFE content, Fig. 4.
Fig. 3 Friction coefficient displayed by the sliding of epoxy
filled by recycled PP against rubber.
Fig. 4 Friction coefficient displayed by the sliding of epoxy filled by recycled PS against rubber.
The friction increase might be attributed to the increase of material transferred into rubber surface due to the action of the PTFE that adhered to the rubber counterface and prevented epoxy from adhering. This behavior can be explained on the basis that PTFE transferred to the rubber surface and decreased the ability of epoxy to adhere into the rubber. Besides, the relatively low value of friction coefficient may be responsible for that behavior.
Fig. 5 Friction coefficient displayed by the sliding of epoxy filled by recycled PVC against rubber
.
IJSER © 2014 http://www.ijser.org
International Journal of Scientific & Engineering Research, Volume 5, Issue 9, September-2014 119
ISSN 2229-5518
Fig. 6 Friction coefficient displayed by the sliding of epoxy filled by recycled PTFE against rubber.
Fig. 7 Wear scar width of epoxy filled by recycled PP against rubber.
Fig. 8 Wear scar width of epoxy filled by recycled PS against rubber.
The results of experiments carried out to measure the wear of the tested flooring materials measured in the wear scar width are shown in Figs. 7 – 10.Wear of epoxy filled by PP slightly decreased down to minimum at 20 wt. % PP, Fig. 7,
It seems that the maximum shear strength of the composites
was observed at 20 wt. % PP. Referring to their friction values, those composites can be considered as good flooring materials due to their values of friction coefficient. Wear of epoxy filled by PS decreased down to minimum then
significantly increased with increasing PS content, Fig. 8. Minimum wear values were observed at 20 wt. % PS. Referring to the friction coefficient of the tested composites of
30 wt. % PS displayed relatively high values of 0.28, 0.43,
0.47 and 0.62 at 50, 100. 150 and 200 N respectively. Based on the experimental results, PP composites can be considered as promising flooring materials.
Fig. 9 Wear scar width of epoxy filled by recycled PVC
against rubber.
Fig.10Wear scar width of epoxy filled by recycled PTFE
against rubber.
.Addition of PVC into epoxy matrix caused relatively higher wear than that observed for PP and PS. Wear slightly decreased down to minimum then increased with increasing PVC, Fig. 9. Minimum wear values were observed at 20 – 30 wt. % PVC due to the increase of the shear strength. The same trend observed for the wear behaviour of epoxy filled by PVC was noticed for composites filled by PTFE, Fig. 10. Wear increased with increasing load. Epoxy composites filled by 20 wt. % PTFE showed the lowest wear values.
II. CONCLUSIONS
1. Presence of recycled polypropylene (PP) showed significant increase in friction coefficient with increasing PP content. The highest friction coefficient was displayed at 50 wt. % PP. As the load increased friction coefficient increased.
IJSER © 2014 http://www.ijser.org
International Journal of Scientific & Engineering Research, Volume 5, Issue 9, September-2014 120
ISSN 2229-5518
2. Friction coefficient significantly increased with increasing PS content. PS displayed relatively lower friction values than that observed for PP..
3. Filling epoxy composites by polyvinyl chloride (PVC) caused slight increase in friction coefficient. The values of friction coefficient were relatively lower than that observed
for PP and PS.
4. Epoxy composites filled by PTFE showed slight increase in friction coefficient with increasing PTFE content.
5. Wear of epoxy filled by PP slightly decreased down to minimum at 20 wt. % PP, then increased with increasing PP content.
6. Minimum wear values were observed at 20 wt. % PS epoxy filled by PS. Based on the experimental results, PP composites can be considered as promising flooring materials.
7. Addition of PVC into epoxy matrix caused relatively higher wear than that observed for PP and PS.
8. Epoxy composites filled by 20 wt. % PTFE showed the
lowest wear values due to the material removal from the test specimens because of the weak adhesion of epoxy with PTFE.
REFERENCES
1. Flinn, R. A. and Trajan, P. K., “EngineeringMaterials and their applications”, HoughtonMifflin Company, Boston, pp. 394 – 399, (1986).
2. Yelle, H., Benabdellah, H. and Richards, H., “Friction and
Wear of Polyethylene and Nylon Blends”, Wear, 149, pp.
341 – 342, (1991).
3. Khattab, A. A., “Abrasion Resistance of Recycled Polymeric Coatings", Proceedings of The Fourth Conference of The Egyptian Society of Tribology, EGTRIB'95, pp. 465 - 473, Cairo, Egypt, (1995).
4. Youssef Y. M., Khashaba M. I. and Ali W. Y., "Dry and Water Wetted Sliding of Rubber on Epoxy Flooring Filled by Thermoplastic Polymers", Journal of the Egyptian Society of Tribology, Vol. 10, No. 4, October
2013, pp. 28 –38, (2013).
5. El-Sherbiny Y. M., Samy A. M. and Ali W. Y., “Friction Coefficient of Rubber Sliding Against Dusty Indoor Flooring”, Journal of the Egyptian Society of Tribology, Vol. 7, No. 4, October 2010, pp. 11 – 25, (2010).
6. El-Sherbiny Y. M., Mohamed M. K., Ali W. Y., “Friction Coefficient Displayed by Footwear Walking Against Rubber Floorings Fitted by Cylindrical Treads”, Journal of the Egyptian Society of Tribology, Vol. 8, No. 1, January 2011, pp. 1 – 12, (2011).
7. Mohamed M. K., Samy A. M., Ali W. Y., “Friction Coefficient of Rubber Shoes Sliding Against Ceramic Flooring”, September 27 – 29, 2010, TribologieFachtagung, Göttengen, Germany, pp. 46.1 –
46.13, (2010).
8. Li K. W., Yu R., Han X. L., “Physiological and psychophysical responses in handling maximum acceptable weights under different footwear–floor
friction conditions”, Applied Ergonomics 38, pp. 259 –
265, (2007).
9. Miller J. M., “‘‘Slippery’’ work surface: toward a performance definition and quantitative coefficient of friction criteria”, J. Saf. Res. 14, pp. 145 - 158, (1983).
10. Grönqvist R., "Mechanisms of friction and assessment of slip resistance of new and used footwear soles on contaminated floors", Ergonomics 38, pp. 224 - 241, (1995).
11. Lia K. W., Chang C. C., Chang W. R., “Slipping of the foot on the floor when pulling a pallet truck”, Applied Ergonomics 39, pp. 812 - 819, (2008).
12. Derler S., Kausch F., Huber R., “Analysis of factors influencing the friction coefficients of shoe sole materials”, Safety Science 46, pp. 822 - 832, (2008).
13. Maeda K., Bismarck A., Briscoe B., “Effect of bulk deformation on rubber adhesion”, Wear 263, pp. 1016 –
1022, (2007).
14. Khashaba, M. I., Ezzat, F. H. and Ali, W. Y., “Mechanical
and Tribological Properties of Recycled Polymers”, Proceedings of The International Conference of Development and Environment, Assiut University, March 26 – 28, Assiut, Egypt, pp. 381 – 390, (2002).
15. Khashaba, M. I. and Ali, W. Y, “Mechanical Properties of Epoxy Filled By Recycled Polymeric Powders”, Proceedings of The International Conference of Development and Environment, Assiut University, March 26 – 28, Assiut, Egypt, pp. 373 - 379, (2002).
16. Sridhar V., Xiu Z., Xu D., Lee S., Kim J., Kang D., Bang D., “Fly ash reinforced thermoplastic vulcanizates obtained from waste tire powder”, Waste Management
29, pp. 1058 - 1066, (2009).
17. Lee, S. H., Balasubramanian M., Kim, J.K., “Dynamic reaction inside corotating twin screw extruder. II. Waste ground rubber tire powder/ polypropylene blends”. J. Appl. Polym. Sci. 106 (5), pp. 3209 - 3219, (2007).
18. Coran, A.Y., "Handbook of elastomer-new development and technology", In: Bhowmick A.K., StephensH.L. (Eds.). Dekker, New York, (1987).
19. Ho, R.M., Wu, C.H., Su, A.C., "Morphology of plastic/rubber blends",Polym. Eng. Sci. 30 (9), pp. 511 -
518, (1990).
20. Jang, B.Z., Uhlmann, D.R., Sande J.B.V., “Crystalline morphology of polypropylene and rubber-modified polypropylene”, J. Appl. Polym. Sci. 29 (12), pp. 4377 –
4393, (1984).
21. Montoya, M., Tomba, J.P., Carella, J.M., Gobernado- Mitre, M.I., “Physical characterization of commercial polyolefinic thermoplastic elastomers”, Eur. Polym. J. 40 (12), pp. 2757 - 2766, (2004).
22. Elham B. R., Khashaba M. I. and Ali W. Y., "Effect of Filling Materials on the Friction Coefficient of Recycled Rubber Flooring", Journal of the Egyptian Society of Tribology Vol. 10, No. 1, January 2013, pp. 1 – 12, (2013).
23. Elham B. R., Khashaba M. I. and Ali W. Y., "Effect of
Surface Roughness on Friction Coefficient of Recycled
IJSER © 2014 http://www.ijser.org
International Journal of Scientific & Engineering Research, Volume 5, Issue 9, September-2014
ISSN 2229-5518
121
Rubber Floorings", Journal of the Egyptian Society of Tribology Vol. 10, No. 1, January 2013, pp. 13 - 25, (2013).
25. Samy A M., El-Sherbiny Y. M. and Ali W. Y., "Friction Coefficient of Recycled Rubber Tiles of Different Porosity", Journal of the Egyptian Society of Tribology Vol. 10, No. 1, January 2013, pp. 38- 49, (2013).
24. Elham B. R., Khashaba M. I. and Ali W. Y., "Friction Coefficient of Smooth and Rough Recycled Rubber Flooring Tiles", Journal of the Egyptian Society of Tribology Vol. 9, No.3, July 2012,pp. 53-65, (2012).
1 --G ER IS) 2014
http:1
/www.ij
serorg