International Journal of Scientific & Engineering Research, Volume 3, Issue 1, January-2012 1
ISSN 2229-5518
Experimental Study on Cooling Rate of
Centrifugal Casting Based on Grain Size
Madhusudhan, Narendranath S, G C Mohan Kumar
Abstract- The rate of solidification affects the microstructure, quality and mechanical properties of the castings. The analysis of heat transfer in centrifugal casting is very complex due to rapid solidification, rotating mould, opaque mould and high temperature. As the grain size is directly depending on the rate of solidification of the casting, based on grain size the rate of solidification of the centrifugal casting can be determined. Grain size has been measured for the gravity castings at different cooling rates and using this result rate of solidification of the centrifugal castings have been determined which are produced at different rotational speeds.
Keywords- Centrifugal Casting, Microstructure, Rate of solidification, Rotational speed.
—————————— ——————————
1 INTRODUCTION
Centrifugal casting is a process of producing hollow castings by causing molten metal to solidify in rotating mould. The operations include in centrifugal casting are rotation of mold at a known speed, pouring the molten metal and extraction of the casting from the mold. Solidification is quite rapid and hence good metallurgical quality is achieved as solidification starts from mould inner surface corresponding to casting outer surface, so low melting point impurities are carried by the solidification front to the casting inner surface and gas porosity is also forced at the casting inner surface because of its low density and also fine grain structures are formed [1]. The inner impurity surface can be removed by machining. The casting parameters which influence the solidification structures include, the mold rotational speed, mold dimension, preheating temperature of the mold, pouring temperature and metal
composition. But rotational speed of the mold is one of the important process variables which affect the rate of solidification of the molten metal [2]. Determination of temperature distribution during centrifugal casting process and further determination of solidification time of centrifugal castings by experimental techniques is very difficult as the mould rotates at a very high speed during solidification. In view of this accurate data on solidification time of
solidification is very important phenomenon as it has a great influence on the So one of the method to study the solidification rate is based on grain size. In this experiment initially gravity castings are produced at different solidification rates and corresponding grain sizes have been determined. Using this results the solidification rates of the centrifugal castings are determined corresponding to different grain sizes of the centrifugal castings produced at different process conditions.
Initially gravity castings are made and grain size has been determined corresponding to different solidification rate. Using these results solidification rates of centrifugal castings have been determined.
Three types of dies are used with wall thickness of 10 mm, 20 mm and 30 mm which causes different cooling rates cooling rate 1, cooling rate 2, and cooling rate 3. Thermocouple junction is kept
o
centrifugal casting are not available [3]. But simulation by CFD
inside the mould and molten Tin at about 450
is poured to these
program can be treated as an attractive and useful tool for modeling centrifugal casting process[4].As the rotational speed is increased the centrifugal force is increased by a square proportion, which may create a strong convection in the liquid pool and then producing a As As a result, the growth of equiaxed grains is favored [5].The rate of
moulds. Cooling curves are drawn for the above three cases and
slopes of these cooling curves represents the solidification rates (oC/Sec.). The microstructures are obtained and graph of solidification versus grain size has been plotted.
formation of a fine grain structure by increasing the degree of constitutional supercooling [6]. Generally an area of the casting which is cooled quickly will have a fine structure and area which cools slowly will have coarse grain structure. Several studies have explained about the effect of above mentioned process variables of centrifugal casting, but the influences of casting parameters on solidification morphology and its theoretical and quantitative description are still far from clear understanding. homogenization of temperature in the bulk liquid [5].
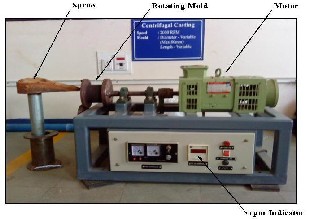
where the speed can be varied from 0 to 2000 rpm with high accurate speed controller. The flow of metal into the mould is confined in the horizontally oriented, axially rotating cylindrical die. Centrifugal castings are obtained at three different speeds, 200 rpm, 400 rpm and
800 rpm.
The Figure 1 shows the experimental setup of centrifugal casting, which consists of a mild steel cylindrical die fixed to a driving flange. This driving flange is connected to the shaft of a DC motor,
IJSER © 2012
International Journal of Scientific & Engineering Research, Volume 3, Issue 1, January-2012 2
ISSN 2229-5518
 (a)
(a)
Figure 1: Centrifugal Casting Set Up
At low rotational speed like 200 rpm the liquid metal is just start lifting up and hence cooling rate is very low but at 400 rpm due to turbulence the cooling rate is faster and at 800 rpm the casting immediately forms uniform layer and cooling rate is slower as the relative movement between the casting and the die is negligible [2]. Molten Tin is poured at 450o C.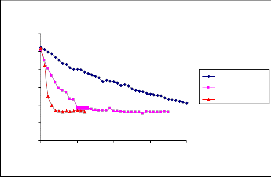
Cooling Curves for Different Cooling Rates
400
350
(b)
300
250
200
150
100
0 50 100 150 200
Time (in Sec.)
Cooling Rate 1
Cooling Rate 2
Cooling rate 3
(c)
Figure 2: Cooling curves for the gravity castings obtained at different cooling rates.
The Figure 2 shows the variation in temperature as a function of time. At the beginning the temperature of the metal decreases
quickly with time and during solidification the temperature remains constant. These curves are called cooling curves of the metal and the slopes of the initial part of these curves represents the solidification rates of the casting (oC/Sec.). Specimen has been prepared and using image analyzer grain size has been measured and also the graph of grain size verses solidification rate is plotted for the three gravity castings. This graph can be used to measure the rate of solidification of centrifugal castings which are obtained by varying the various process variables based on the grain size.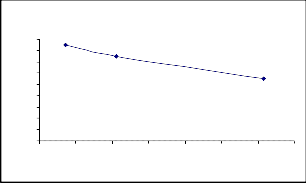
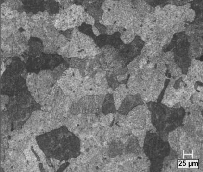
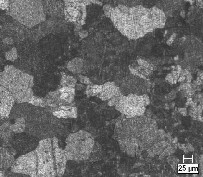
Figure 3: Microstructures of gravity castings: (a) Cooling rate1 (b) Cooling rate 2 (c) Cooling rate 3
Grain Size VS Rate of Solidification
90
80
70
60
50
40
30
20
10
0
0 2 4 6 8 10 12 14
Rate of Solidification(degree C/sec.)
Fig. 4: Relationship between cooling rate and grain size.
IJSER © 2012
International Journal of Scientific & Engineering Research Volume x, Issue x, December-2011 3
ISSN 2229-5518
In this work the centrifugal castings are produced at different die speeds like 200 rpm, 400 rpm and 800 rpm. Microstructures are formed and using Image analyzer the grain sizes have been obtained and also the grain size also measured. These results by referring to the Figure 3 the rate of solidification times have been determined. Figure 5 shows the microstructures of the castings produced at different die speeds. By measuring the grain size and referring to the Figure 4 the rate of solidification can be easily determined. The grain size of the casting obtained at 200 rpm is 50μm and
corresponding solidification rate is 16 oC/Sec, and rate of solidifications for the castings obtained at 400 rpm
and 800 rpm are 25 oC/Sec and 21 oC/Sec respectively.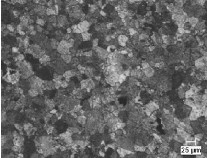
200 RPM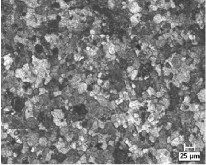
400 RPM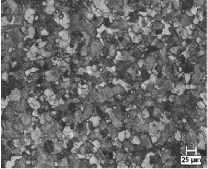
800 RPM
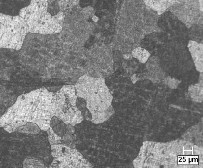
Figure 5: Microstructures of the castings produced at different rotational speeds of the Die
The rotational speed of the die is one of the process variables in centrifugal casting. The cooling rate is mainly depending upon the transient heat transfer mechanism produced between the metal and the die. Since the study of rate of solidification of centrifugal casting is highly impossible by direct measurement, based on grain size the solidification rate can be easily determined. The slow rate of solidification gives coarse grains and faster rate of solidification gives fine equi- axed grains. At around 400 rpm due to turbulence the rate of solidification is faster and hence the fine grains are formed and at very low and around 800 rpm the rate of solidification is slightly slower and hence coarse grains are formed.
[1] Bonollo, A. Moret, S. Gallo, C. Mus, “Cylinder liners in aluminium matrix composite by centrifugal casting”, H 6th International seminar on “ Experimental techniques and design in composite materials” 18-20th June 2003, Vicenza.
[2] P G Mukunda, A Shailesh Rao, (2007): “An understanding of fluid behavior in Centrifugal casting”, AFT / TFI -2007, Commemoration of the 100th Anniversary of Tohoku University, December 14-15, Sendai, Miyagi, Japan.
[3] C G Kang, P K Rohatgi, C S Narendranath, G S Cole., “A solidification Analysis on Centrifugal Casting of Metal Matrix Composites Containing Graphite Particles”, ISIJ International, Vol. 34(1994), No. 3 , pp.
247-254.
[4] R. Zagorski, J. Sleziona, “Pouring mould during Centrifugal casting process”, International Scientific Journal, Vol. 28, Issue 7, July 2007, pp. 441-444.
[5] Wu Shi Ping, Liu Dong Rong, Guo Jing Jie, Li Chang Yun et al., (2006) : “Numerical simulation of microstructure evolution of Ti-6Al-4V alloy in vertical centrifugal casting”, Materials Science and Engineering A 426 240-249.
[6] Zhiliang NING, P CAO, H. WANG, Jianfei SUN and Diankun LIU, J. Master, “Effect of cooling conditions on grain size of AZ91 Alloy”, , Sci., Technol., Vol. 23 No. 5, 2007.
IJSER © 2012