International Journal of Scientific & Engineering Research, Volume 4, Issue 8, August-2013 1173
ISSN 2229-5518
Effect of Fly Ash Concentration and its Surface
Modification on Fiber Reinforced Epoxy
Composite’s Mechanical Properties
Pritish Shubham, S K Tiwari
Abstract— Polymers materials, due to its light weight and high corrosion resistance, have a unique place in engineering applications. However, due to low strength and low heat resisting capability, its application is constrained significantly. To overcome this drawback hard phase materials such as fibers and/or fillers are reinforced into soft polymer matrix. Effect of fly ash as filler in fiber reinforced epoxy composite was studied for characterization of mechanical properties. Investigation was done by varying fly ash concentration and modifying fly ash particles surface by a γ-aminopropyl triethoxy silane coupling agent. The DMA test result showed improvement in damping capability and thermal stability with lower concentration of fly ash; however surface modification with silane coupling agent (i.e. silanization) resulted in decrease in damping capability. The tensile test result showed that with increase in fly ash concentration, the ultimate tensile strength and elongation at break was reduced; however silanization of fly ash showed improvement in strength when compared to unmodified fly ash at same concentration. The impact test result also showed similar trend, i.e. the toughness of FRP composite was reduced due to addition of fly ash, but silanization resulted in improved toughness. SEM analysis showed that surface modification of fly ash with coupling agent enhanced their bonding with polymer resin which resulted in lower damping capability and improved strength and toughness.
Index Terms— Coupling agent, DMA, FRP composite, Fly ash, Impact test, Tensile test, SEM
—————————— ——————————
1 INTRODUCTION
ajority of engineering applications demands materials which have high strength to weight ratio for the best results. Polymers are light in weight and have high corrosion resistivity but they are low in strength. Therefore to overcome this drawback, hard phase materials are reinforced into soft polymer matrix which results in increase in strength. These hard phase materials can be either fiber or/and fillers types. Fillers are relatively inert substance which replaces a portion of matrix. This leads to lower in consumption of costly matrix material and also helps in altering the overall composite’s properties. Fly ash- byproduct of coal based power plant; can be used as fillers in polymer composites. Coal based power plants generates different kinds of ashes. Those ashes which are extracted from the flue gas, by means of electrostatic precipitators or filter bags; are termed as Fly
Ash.
Fly ashes are finely divided silica based particles which are mostly spherical in shape. Fly ashes are environmental hazardous and if not disposed properly can cause serious health risks such as lungs cancer. Due to its harmful effects, considerable research work has been undertaken worldwide to find its alternate usage. Fly ash is used in Portland pozzolana cement, manufacturing of ash bricks and other building products. Wang et al found it as promising absorbent for removal of various pollutants like SOx , NOx ,
————————————————
• Pritish Shubham; Assistant Professor in Mechanical Engineering Department, Galgotias University, Greater Noida, India,
E-mail: pritish.s86@gmail.com
• S K Tiwari; Assistant Professor in Mechanical Engineering Department, NIT Jalandhar, India
E-mail: tiwarisk@nitj.ac.in
organic compounds and mercury in air [1].
Many researchers tried to study the effectiveness of fly ash
as fillers in polymer composite materials. Sengupta el al.
studied the effect of fly ash on tensile properties of polyurea
composites and found that tensile strength reduced due to fly
ash addition [2]. Chauhan et al. investigated the effect of fly
ash on friction and sliding characteristics of Vinyl ester composites and found that coefficient of friction reduced whereas wear resistance increased due to fly ash addition [3]. Deepthi et al. studied the effect of fly ash on mechanical and thermal characteristics of high density polyethylene (HDPE) and found that fly ash addition improved the tensile strength as well as the thermal stability of the HDPE composite [4]. Rohatgi et al. investigated the effect of fly ash concentration on compressive and ultrasonic characteristics of Polyster composites and concluded that fly ash addition resulted in increase of compressive modulus but compressive strength and ultrasonic attenuation was reduced [5]. Ma et al. studied the fly ash effect on tensile properties of starch matrix and found that the fly ash addition increased the yield strength [6]. Gupta et al. studied fly ash effect on impact resistance and compressive strength of fiber reinforced fly ash composite and concluded that with small amount of fly ash, compressive strength decreased but impact resistance increased [7]. Chaowasakoo et al. analyzed the effect of thermal and microwave curing on epoxy/fly ash composite and concluded that microwave cured samples had lower tensile moduli [8]. Baccaro et al. studied the effect of radiation induced in epoxy/fly ash composite. The test result showed that irradiation decreases the flexural strength but increases tensile strength, hardness and impact strength [9]. Li el al. examined the fly ash filled recycled PET and found that
IJSER © 2013 http://www.ijser.org
International Journal of Scientific & Engineering Research, Volume 4, Issue 8, August-2013 1174
ISSN 2229-5518
compressive strength was significantly increased and the linear shrinkage was reduced by 7 times with higher amount of fly ash concentration [10]. Gu et al. investigated the effect of porosity on damping properties of modified epoxy composite and found that initial addition of fly ash increased the tan δ and Tg but further increase resulted in decrease in both tan δ and Tg [11].
From the above research works, it was noticed that
fly ash as filler have both positive as well as negative effect on composite properties. Therefore it is important to ascertain the limitation of fly ash concentration for its effective usage. Moreover the surface modification of fly ash also has governs the overall composite properties. However there were very few research works which examined the effect of surface modification of fly ash on mechanical properties of fiber reinforced epoxy composites. The objective of work is to examine the effect of fly ash concentration and its surface modification on the mechanical properties, as well as morphology of epoxy composites.
2 METHODOLOGY
2.1 Materials
Epoxy resin of Araldite GY-257 (Bisphenol-A, mono functional reactive diluents) was used as matrix phase due to its low viscosity (500-650 mPa-s) and density of 1.15 gm/cm3. Its compatible hardener HY-951 was mixed in the ratio of 10:1 by weight. E- Glass fiber of dia. 10 µm was used as reinforcement. The glass fibers were cut into size of 1” and reinforced with random orientation into epoxy matrix.
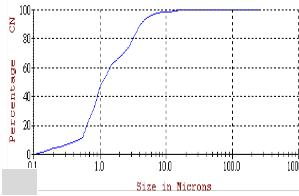
Class – F fly ash was used as filler and it was introduced in fiber reinforced epoxy composite with varying concentrations. The average fly ash particle size used in the experiment was found to be 2.06 µm; as shown in Fig 1(a). The assorted shape and size of the fly ash was identified by SEM analysis; as shown in Fig. 1(b). The total content of silica and alumina was found to be 74.2%. The overall chemical composition of fly ash is illustrated in Table 1.
Surface modification of fly ash was done by using γ- aminopropyl triethoxy silane coupling agent. It has good compatibility with epoxy resin as well as the inorganic fly ash
substrate. It has low specific gravity (0.94) and refractive index (1.420) at room temperature.
(a)
(b)
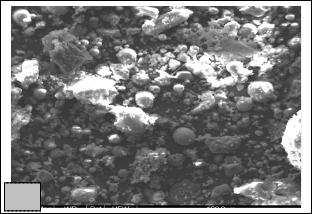
Fig. 1 Fly ash particle’s (a) average fly ash particle size, (b) SEM micrograph
TABLE 1
CHEMICAL COMPOSITION OF FLY ASH
2.2 Processing

Fly ash filled fiber reinforced epoxy composite sheets were fabricated by using a compression mould. Two mould plates of size 480 x 260 x 10 mm each were braced together to prepare composite sheets of size 450 x 230 x 2 mm. Fly ash particles were initially cleaned by using acetone and then two different forms of fly ash were used in composite fabrication, one with surface treated (termed as silanized fly ash) and other without surface treated (termed as unsilanized fly ash). The surface treatment of fly ash was done by WET method with 1% of silane coupling agent. The silane treated fly ashes were dried at 150 °C for 10 to 15 min inside the oven. The amount of silane was determined by using following expression [12]
IJSER © 2013 http://www.ijser.org
International Journal of Scientific & Engineering Research, Volume 4, Issue 8, August-2013 1175
ISSN 2229-5518
2.3 Sample Preparation
The required amount of epoxy resin and hardener was mixed in ratio of 10:1 by weight. The mixture was then stirred very slowly to forfend any bubbles formation chances for a prolonged duration. Then E-glass fiber of required amount was added and the whole mixture was further stirred for some duration so that proper wetting of fiber surface can take place. Thereafter, the silanized and unsilanized fly ash particles (depending on the type of sample to be made) were added as filler in fiber reinforced epoxy fluid mixture in varying weight percent. This whole mixture was again stirred gently for protracted duration.
After mixing uniformly, the mixture was degassed at 60°C
for removing the entrapped air bubbles and afterwards it was
placed inside the compression mould impression and the mould was then compressed inside hydraulic press at 1.5 ton per sq. in. It was allowed to cure at 90 °C for 6-7 hrs and subsequently post cured for 10-12 hrs at room temperature. The rigid fly ash filled fiber reinforced epoxy composite sheet was withdrawn from mould and edges were trimmed.
Two different sets of composite samples were prepared for
investigating purpose. First set of samples were prepared by
using unsilanized fly ash particles, denoted as FA/USc.
Another set of samples were prepared by silanized fly ash
particles, denoted as FA/Sc. In both sets, fly ash was varied from 0 to 30 % by weight. The sample characterization is shown in Table 2
TABLE 2
SAMPLE CHARACTERIZATION
2.4 Testing details
Dynamic Mechanical Analyzer (DMA) was used for evaluating the damping characteristics. The samples of size
50x6x2mm were cut from the composite sheet and the
temperature dependency of tan δ and Tg was measured by
varying temperature from room temperature to 180 °C with
ramp rate of 5 °C/min. at frequency of 10 Hz. Three point
bending configuration was used for testing composite samples.
Tension test was done to determine ultimate tensile stress and elongation at break for the fly ash filled epoxy composites. The test was carried out by following ASTM D-
1708 standard and dumbbell-shaped specimens, having gage
length and width of 12 mm and 5 mm respectively (according to standard), were cut from the composite sheets and tested in UTM with head speed of 5mm/min. and thereby tensile stress-strain curve was determined.
Izod impact test was conducted on sample as per ASTM
D-256 standard to evaluate the toughness of the composite.
Samples of size 65 x 12.5 x 2mm which were cut from
composite sheet and V-shaped notch were made by using
reciprocating notch cutter machine. An impact load was applied through a 6 J machine pendulum and amount of energy absorbed before fracturing the samples was determined.
Morphological analysis was done by using Scanning
Electron Microscope (SEM, Zeiss EVO-50). Due to the poor
conductivity of polymer composites, samples were coated with thin layer of gold by placing into high vacuum evaporator which sprays gold metal. These coated samples were tested in high vacuum chamber and nature of interaction between fly ash and resin were identified.
3 RESULT AND DISCUSSION
As illustrated earlier, effect of fly ash concentration and surface modification on fiber reinforced epoxy resin has to be investigated for mechanical and morphological characterization. The different test results will be studied under two criteria.
3.1 Effect of fly ash concentration
Fig. 2 (a) and (b) shows the variation of damping factor (tan δ) and glass transition temperature (Tg) as a function of temperature for unsilanized and silanized fly ash filled composites respectively. From Fig. 2 (a) it can be seen that for
0% fly ash filled composite, the Tg and tan δ values are 59.7
°C and 0.24 respectively whereas for 15 % unsilanized fly ash
filled composite sample, the same was found to be 73.1 °C
and 0.44 respectively, which is an increase of 83.33% in damping factor (tan δ). But on further increase in unsilanized fly ash concentration, the Tg and tan δ magnitude reduces. At
25% fly ash concentration, the Tg and 0.32 respectively, which is higher than that of the unfilled polymer composite. Similar trend can be observed from Fig. 2 (b) which shows the plot
between tan δ and temperature variation for polymer composite filled with silanized fly ash. Here the Tg and tan δ for 0% fly ash is 59.7 °C and 0.24 respectively, which rises to
74.1 °C and 0.47 respectively at 20% fly ash concentration; an increase of 95.83% in damping factor when compared to
unfilled polymer composite. But similar to the case of unsilanized fly ash, the Tg and tan δ magnitude reduces with further addition of fly ash.
The initial increase in tan δ with increase in fly ash
concentration; both unsilanized and silanized, is attributed to
the frictional damping taking place between the clumped fly ash particles or between the fly ash particle-matrix interfaces where bonding is improper or week. The increase in Tg is most likely due to the segmental immobilization of fly ash particle’s surface due to increase in fly ash concentrations. The decrease in Tg after the specific fly ash concentration is due to the agglomeration of fly ash particles which results in
IJSER © 2013 http://www.ijser.org
International Journal of Scientific & Engineering Research, Volume 4, Issue 8, August-2013 1176
ISSN 2229-5518
particle-particle slip, which results in reduction of segmental immobilization and hence Tg was reduced.
(b)
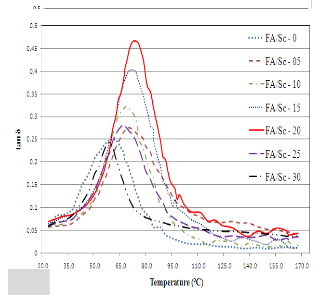
Fig. 2 DMA test result for variation in tan δ and Tg as function of temperature for (a) unsilanized fly ash filled epoxy composites, (b) silanized fly ash filled epoxy composites
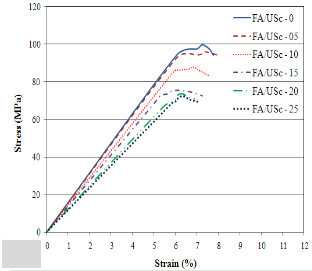
Fig. 3 (a) and (b) shows tensile curve for unsilanized and silanized fly ash filled epoxy composites respectively. From Fig. 3 (a) it can be seen that, for the unfilled epoxy composites (i.e. 0 wt% fly ash), the ultimate tensile stress is 99.67 MPa. It was reduces to 95.92 MPa when 5 wt% unsilanized fly ash is introduced in the polymer composite, which is a reduction of about 4% in the stress bearing capacity.
Furthermore, with more amount of unsilanized fly ash
addition, the ultimate tensile stress further reduces and it
keeps on decreasing with increasing unsilanized fly ash
concentration. At 25 wt% unsilanized fly, the ultimate tensile
strength is found to be 72.41 MPa, which is a reduction of about 28% in stress bearing capability of the polymer composite. This shows that the tensile strength of the polymer composite reduces with the inclusion of unsilanized fly ash. Similar trend is found with the elongation at break. For unfilled composite sample the strain at break is 7.76%, which reduces to 6.88% with the inclusion of 25 wt% unsilanized fly ash; a reduction of about 10% in strain at break. This shows that the brittleness of the polymer composite increases with the inclusion of unsilanized fly ash.
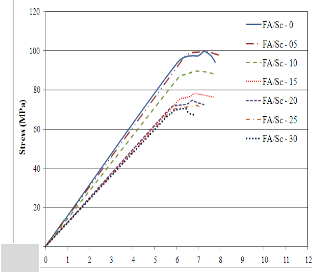
When considering the results of silanized fly ash filled polymer composite, shown in Fig. 3 (b), the same pattern of decline in tensile stress and elongation at break with the addition of silanized fly ash is observed, similar to those of unsilanized fly ash included composite samples. The reduction in stress bearing capacity is attributed to the voids which are formed at the fly ash particle – resin interface. These voids act as stress risers when tensile load is applied on
the epoxy composites which lead to decrease in stress bearing capacity.
Fig. 4 (a) and (b) shows variation in impact strength for unsilanized and silanized fly ash filled epoxy composites respectively. From Fig. 4 (a) it can be seen that for unfilled polymer composite samples (i.e. 0 wt% fly ash) the impact strength is 116.107 J/m, however when 5 wt% of fly ash is added in polymer composite, the impact strength reduces to
83.69 J/m, which is a decrease of about 30% in toughness of
the composite.
Furthermore, when higher concentration of fly ash is
added in the polymer composite, the impact strength further reduces and with 25 wt% unsilanized fly ash filled composite, impact strength is found to be 31.89 J/m; a decrease of about
73% in toughness of composite. Similar is the case with the silanized fly ash filled composite samples. Here for 5 wt% fly
ash filled composite, impact strength reduces to 106.77 J/m, which is a decrease of 8% in toughness when compared with the unfilled composite samples. This decrease is persistent for all the samples in which fly ash concentration was increased, and the maximum decrease is for 30 wt% fly ash filled composite where impact strength reduces to 30 J/m; which is a decrease of about 75% in toughness of the composite.
The impact strength is greatly affected by the nature of
bonding of the constituent elements of composite. Better
bonding results in effective stress transfer between the micro-
structure which results in better shock absorbing capacity. The fly ash particles are weakly boded which results in voids formation at their interfaces and at the locations where
IJSER © 2013 http://www.ijser.org
International Journal of Scientific & Engineering Research, Volume 4, Issue 8, August-2013 1177
ISSN 2229-5518
particles are agglomerated. These weak bonding does not allows transferring stress efficiently leading to reduction in toughness. In addition to this, the voids act as stress riser which leads to higher rate of crack initiation and faster crack propagation. Therefore fly ash addition results in decrease in toughness of the epoxy composites. From Fig 4 (a) and (b) another observation can be made, i.e. with lower fly ash concentration, there is a rapid decrease in impact strength, but with the increase in fly ash concentration, the rate of decrease reduces. This can be attributed to the formation of additional voids due to greater shrinkage of polymer matrix during cooling/curing of composite samples which have.
IJSER © 2013 http://www.ijser.org
International Journal of Scientific & Engineering Research, Volume 4, Issue 8, August-2013 1178
ISSN 2229-5518
(a)
(b)
Fig. 3 Tensile curve for (a) unsilanized fly ash filled epoxy composites, (b) silanized fly ash filled epoxy composites
(a)
(b)
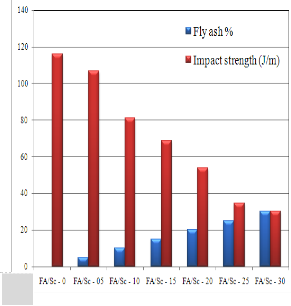
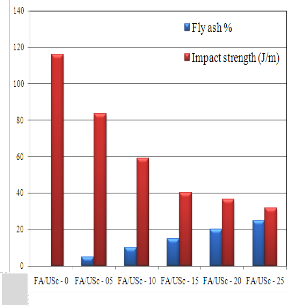
Fig. 4 Variation in impact strength as a function of (a) unsilanized fly ash filled epoxy composites, (b) silanized fly ash filled epoxy composites
lower fly ash concentration Since fly ash particles are hard, therefore the shrinkage of the polymer matrix is obstructed by these hard particles during the curing process. Higher the fly ash concentration, lower will be the shrinkage and lesser will be the void formation and hence impact strength reduction rate was lowered.
3.2 Effect of surface modification of fly ash
The surface modification of fly ash was done by using γ - aminopropyl triethoxy silane coupling agent by wet method. Table 3 shows the effect of surface modification on damping characteristics of epoxy composites. From the table it can be
seen that with increase in fly ash concentration, both unsilanized and silanized fly ash filled composite follow the same trend, i.e. initial increase but later decrease. However, the silanized fly ash filled epoxy composites shows lower damping factor (tan δ) and glass transition temperature (Tg) when compared with unsilanized fly ash filled composites; the only exception is with 20 wt% silanized fly ash concentration. The decrease in tan δ is due to the additional cross linkage formed due to surface modification. The silane coupling agent acts at the interface of filler-polymer matrix and results in enhanced bonding between the two, thus results in reduction in interstitial frictional damping which
IJSER © 2013 http://www.ijser.org
International Journal of Scientific & Engineering Research, Volume 4, Issue 8, August-2013 1179
ISSN 2229-5518
ultimately leads to decrease in tan δ. The enhanced bonding also reduces the segmental immobilization which results in lowering of Tg also. The exception at 20 wt% silanized fly ash concentration is probably due to the reason that enhanced bonding allows the epoxy matrix to incorporate more amount of fly ash concentration before decay in damping factor.
Fig. 5 shows the variation of tensile strength as a function
of unsilanized and silanized fly ash concentration. For the
unfilled polymer composite, the tensile strength is 99.67 MPa, which reduces to 95.92 MPa and 99.40 MPa with 5 wt% unsilanized fly ash and silanized fly ash concentration respectively. It is clear that silanized fly ash has 3.62% greater strength compared to unsilanized fly ash at same concentration. Similar was the case with 10, 15 and 20 wt%, where silanized fly ash had 2.20%, 3.13% and 1.80% respectively higher strength than that of unsilanized fly ash.
The exception is with the 25 wt% fly ash where silanized fly ash filled composite has 0.15% lesser strength compared to unsilanized fly ash. But this can be neglected as the change is
very minor. It is clear with the result that silanized fly ash filled composite samples possesses higher tensile strength when compared to unsilanized fly ash filled composite samples. The reason behind this can be attributed to the enhanced interfacial bonding due to silane coupling agent which results in reduction of the voids between the fly ash particles and polymer matrix resin. The reduction in voids leads to the decrease of the stress concentration zones and ultimately improves the strength.
Figure 6 shows the variation of impact strength as a function of both unsilanized and silanized fly ash
concentration. From the result, it can be seen that for 5 wt%
unsilanized fly ash composite, impact strength is found to be
83.69 J/m where as for same concentration of silanized fly ash
composite, impact strength is 106.77 J/m. This shows that
there is an increase of 27% in toughness of composite due to
silanization. Similarly, with 10 wt% concentration, the silanized fly ash composite shows an improvement of about
37% in toughness as compared with unsilanized fly ash composite. Same is the case for all configuration where an increase of 70%, 47% and 8% in toughness due to silanization
at 15%, 20% and 25% concentration. This increase in impact strength can be attributed to the enhanced interfacial bonding of fly ash particles with polymer resin which is a result of silanization thus results in transferring the stresses effectively through the intermolecular structures and leading to the higher impact strength.
Although, silanization increases the impact strength, but
still unfilled polymer composite possesses higher toughness
compared to fly ash filled composites with any concentration.
However, if the fly ash filler has to be used, it is advisable to
use silanized fly ash as filler at 5 wt% concentration which
result in a decrease of only 8% in composite toughness which is marginal and can be neglected.
TABLE 3
EFFECT OF SURFACE MODIFICATION ON DAMPING CHARACTERISTICS
Fig 5 Effect of surface modification on tensile strength
Fig. 6 Effect of surface modification on impact strength
4 MORPHOLOGICAL ANALYSIS
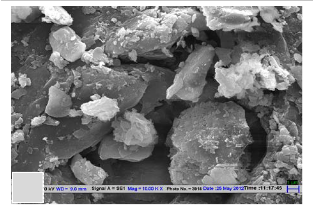
SEM micrograph of fly ash filled epoxy composite is depicted in figure 7 (a) – (c). Fig. 7 (a) SEM micrograph shows that unsilanized fly ash has weak interfacial bonding with resin and therefore the voids at these interface can cause
IJSER © 2013 http://www.ijser.org
International Journal of Scientific & Engineering Research, Volume 4, Issue 8, August-2013 1180
ISSN 2229-5518
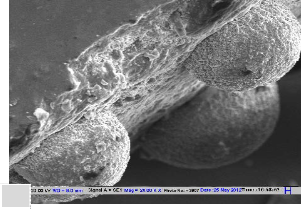
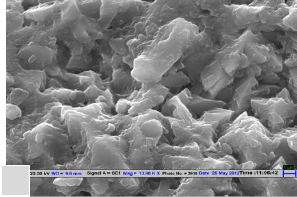
frictional damping which is desirable for damping characteristic of the composites, but at the same time these voids are disadvantageous for the strength and toughness of composites as it acts as stress risers. Fig. 7 (b) shows agglomerated unsilanized fly ash particles at 20 wt% concentration. This agglomeration is disadvantageous for all the mechanical properties of the composites. Fig. 7 (c) shows the surface modified fly ash filled in epoxy composite. It can be seen that the interfacial bonding between fly ash particles and resin is enhanced. Therefore, the interstitial frictional damping is reduced and the tensile strength and toughness of the composite improved.
(a)
(b)
(c)
Fig. 7: SEM micrograph of (a) 05 wt% unsilanized fly ash at 25K x (b)
20 wt% unsilanized fly ash at 10K x, (c) 20 wt% silanized fly ash at 10K x.
5 CONCLUSIONS
Fly ash concentration affects the composites properties variably. For improved damping and thermal stability criteria, moderate concentration of fly ash is advisable, whereas for better strength and toughness, fly ash inclusion should not be preferred. However smaller fly ash concentration can be incorporated for overall improvement of polymer composite properties.
Surface treatment of fly ash improves the interfacial
bonding which results in decrease in damping properties where as strength and toughness is increased when compared to untreated fly ash composite samples. It is advisable to incorporate small amount of fly ash with silane treated for overall improvement of composite properties. Unsilanized fly ash should be only considered when damping properties are of prime concern.
REFERENCES
[1] K. W. Y. Wong and R. W .Truss, “Effect of fly ash content and coupling agent on the mechanical properties of fly ash filled polypropylene”, J. of Composites science and Technology, 1994; 52: 361-368.
[2] S. Sengupta, K. Pal, D. Ray and A. Mukhopadhyay, “Furfuryl palmitate coated fly ash used as filler in recycled polypropylene matrix composites”, J. of Composites
2011; Part B 42, 1834–1839.
[3] S. R. Chauhan, A. Kumar, I. Singh, and P. Kumar, “Effect of fly ash content on friction and dry sliding behavior of glass fiber reinforced polymer composites - A Taguchi approach”, J of Minerals & Materials Characterization & Engineering, 2010,
9(4), 365-387.
[4] M. V. Deepthi, M. Sharma, R. R. N .Sailaja, P. Anantha, P. Sampathkumaran and S. Seetharamu, “Mechanical and thermal characteristics of high density polyethylene-fly ash cenosphere composites”, J. of Materials and Design, 2010, 2051–
2060.
[5] P. K. Rohatgi, T. Matsunaga and N. Gupta, “Compressive and ultrasonic properties of polyster/fly ash composites”’ J. of Materials Science, 2009; 44: 1485–
1493.
[6] X. F. Ma, J. G. Yu and N. Wang, “Fly ash reinforced thermoplastic starch composite”, J. of Carbohydrate Polymers, 2007; 67: 32–39.
[7] N. Gupta, B. S. Brar, and E. Woldesenbet, “Effect of filler addition on the compressive and impact properties of glass fiber reinforced epoxy”, Bulletins of Material Science, 2001; 24(2): 219-223.
[8] T. Chaowasakoo and N. Sombatsompop, “Mechanical and morphological
properties of fly ash/epoxy composites using conventional thermal and microwave curing methods”, J. of Composites Science and Technology, 2007; 67: 2282–
2291.
[9] S. Baccaro, B. Bianchilli, C. Casadio and G. Rinaldi, “Radiation induced effect on particulate composite from epoxy resin and fly ash”, J. of Radiat. Phys. Chem, 1998;
52 Nos I 6: 187 - 191.
[10] Y. Li, D. J. White and R. L. Peyton, “Composite material from fly ash and post consumer PET”, J. of Resources, Conservation and Recycling 1998; 24, pp. 87–93.
[11] J. Gu, G. Wu and Q. Zhang, “Effect of porosity on damping properties of modified epoxy composites filled with fly ash”, Scripta Materialia 2007; 57: 529–532.
[12] M.L. Kash, Silane and other coupling agent, pp 28, 2009.
IJSER © 2013 http://www.ijser.org