Atul Prakash Joharia, Devendra Jainb, Rakesh Kumar Singha
aCentral Institute of Plastics Engineering and Technology, Hajipur, 844101 Bihar, India
bPluss Polymers Pvt Ltd., Udyog Vihar, Phase-V, Gurgaon-122016, Haryana, India
aE-mail: atul_johari2000@yahoo.com, drrksingh68@rediffmail.com
ABSTRACT: –
The increasing awareness of environment, government has promoted great interest in selected waste collection
and has attracted the interest of research groups to challenge of converting recycled plastic into useful products. Converting PET containing film laminate waste is studied to obtain a new material with enhanced properties. In present study different percentage of film laminate used using Twin screw extruder and were subjected to the evaluation of materials efficiency. The success of the project depends mainly on the possibility of obtaining a compatibilized blend between two polymers. Ternary blends of PET/(PET/PE)Laminates/compatibilizer in weight composition of 29/71/0, 26/64/10, 68/21/10, 44/46/10 is prepared and studied to obtain post consumer scrap injection moldable thermoplastic materials. Before blending the basic material and compatibilizer is preblended at different ratios. This material is injection moldable and is suitable for the manufacturing of outdoor furniture, Garden pavers, Crate handles, Shipping pallets, Electrical products etc. This waste is available in huge quantities with film converting units in the form of trims and other rejects. At present, its disposal is a problem for industry. Differential Scanning Calorimetry, Thermogravimetric Analysis and a series of mechanical tests- Tensile strength, Flexural strength, and Impact strength are carried out according to ASTM D 638, ASTM D 790, and ASTM D 256 to investigate the phase behavior, the efficiency of compatibilization and the mechanical properties of the blends.
Keywords – Compatibilizer, Recycled plastic, PET alloy, Ternary blends etc.
Plastics replacing many materials as Glass, Metals, Ceramics, stone, wood etc. day by day so Plastics in past few decades have entered into our lives, being widely used particularly in the fields of packaging and building. Its widespread use is gradually becoming hazardous and creating problem to the environment day by day because of improper disposal practices.
Usually, only 30% plastic waste is recycled. It gives a good economic opportunity if the remaining waste can also be recycled into useful products. A good amount of this recyclable material is industrial scrap. Because it is relatively contamination free, it is more convenient to recycle and yield better properties.
Normally, applications of recycled mixed plastic waste are very limited due to their poor properties. A way out is by sorting, separation and then reprocessing of individual plastics constituents.
1
For that limitation we can also see new applications for utilization of recycled material. There we have to take efforts to recycle plastic by Recycling of PET/PE Industrial & Post consumer waste.
1.1. Recycling of mixed plastics involves the following:
Collection of mixed plastic waste - bags, packaging materials.
Washing and shredding of plastic wastes.
Agglomeration of waste materials.
Flakes made into pellets.
Pellets made into a useful new product.
PET is very important polymer for industrial applications, particularly PET fibers that uses 70% of all synthetic fibers these days. Which are used in application of tire cords, composites, belts and textiles. In the same way PET films used for 30% of different laminates which are used in different packaging products. These are the products that are either not recyclable.
The melt viscosity and strength of material goes down due to degradation of material on recycling. PET thermoplastic polyester shows good thermal and mechanical properties as well as good surface appearance, it also displays notch sensitivity. This property limits its applicability. Stress concentration at point of notch causes material to tear at room temperature in brittle manner.
For this property improvement we use rubber material into it. This material called rubber toughned material. It is called morphological blend, characterized by average rubber particle size and the concentration of dispersed phase. This improves the impact strength of material and reduces the notch sensitivity of material. In the same way polyolefin are used as impact modifier materials with PET.
2
So the laminates having polyolefin and PET films have been used for this project as industrial waste. PET films dispersed with polyolefin have high strength and impact strength and not highly sensitive to notch. PET and Polyolefin are thermodynamically immiscible, so the simple blends exhibit very poor mechanical properties. The performance of immiscible blends we can increase by minimizing of interfacial tension and improving adhesion between two phases. This can be possible by adding of compatibilizer into it. Compatibilizers are materials that help to bind together the phases allowing stress or strain to be shared between the two phases. Compatibility of immiscible blends may be improved through one of the following general routes:
1. Adding a third component with a segment capable of specific interaction, and/or chemical reaction with the
blend constituents (e.g., block, graft copolymers)
2. Blending PET with suitable functionalized polymers capable of chemical reaction with the end group of the
polyester.
The widely used reactive functional gps are maleic anhydrides, styrene –ethylene/butylenes –styrene block copolymers (SEBS), SEBS-g-MA, Ethylene acrylic acid copolymers (E-AA), ethylene- glycidyl methacrylate (EGMA) copolymers, Ethylene-ethyl acrylate-glycidyl methacrylate terpolymer (E-EA-GMA) etc.
Maleic anhydride produces product with low yield because of less coupling due to less active gps and the ethylene acrylic acid glycidyl methacrylate produces high yield of material due to many reactive end gps and it compatibilises the different two materials in a good manner.
The use of copolymers containing glycidyl methacrylate gps as compatibilizer gives always a considerable increase of viscosity, hardness, heat resistance etc so in this project we use terpolymer containing ethylene acrylic acid glycidyl methacrylate (E-GMA).
The processing parameters that affect the blend morphology are Shear stress, shear rate, mixing time, screw
speed.
The present work going to develop a composition to improve the mechanical properties of blends of polyolefin and polyesters and compatibilization between them and also a method for production. The work focuses on investigation of phase morphology development and rheological behavior of PET/PE blends with or without use of compatibilizer.
The examined materials were commercial products of recycled (RPET/RPE). Recycled material derived from
packaging industries was supplied by Indian FMCG Packaging material producers industries. TP101 and TP
102 used were the proprietary compatibilisers from Pluss polymers, with melt flow rate of 3.3gm/10min
6.0gm/10min, respectively. Commercial Lubricants and stabilizers were used for improved processability and stability. The recycled material was characterized by physical methods according to standard procedures to ensure standardization and repeatability.
Blends of recycled PET and polyethylene samples (PET/(PET/PE)Laminates/compatibilizer) with composition
29/71/0, 26/64/10, 68/21/10, 44/46/10 ratios by weight percentage were prepared by melt mixing at 2600C in a
Twin Screw Extruder at a screw speed of 300 rpm. The compatibilization of PET/PE blends was carried out by
using amounts of compatibilizer ranging from 1 to 5 parts per hundred[11]. All three components were mixed together at the set conditions (One step procedure).
3
2.1. Thermal Analysis:
The phase transition behavior of the blend components was analyzed by DSC 2C differential scanning calorimeter by DSC-822e METTLER TOLEDO. The samples of 5 mg was first melted at 2600C (1st run), than cooled to 400C and reheated at 2600C (2nd run) under N2 stream, at a standard heating/cooling rate of 100C/min. The analysis done for thermal stability of material by Thermo gravimetric analysis by NETZSCH TG 209F1. The sample of 5 mg was melted upto 6000C under N2 atmosphere the heating rate of 100C/min.
2.2. Rheological Analysis:
The melt flow rate of blend with different content of compatibilizer was measured at 2600C and 2.16 kg load
(ASTM D 1238) using a C.V.B. apparatus. Before use, all materials were carefully dried under vacuum at appropriate temperatures. PET/PE samples were heated up to 1000C for 4 hr, in order to minimize the moisture content.
2.3. Test of Mechanical Properties:
All samples were conditioned at 250C for at least 48 hr before testing. Blends with different content of compatibilizer, obtained by internal mixer, and plain components were injection moulded at 2650C for desired
Dumbbell shaped specimens. Tensile tests were carryout on international equipments, Mumbai, at a crosshead speed of 50.8mm/min according to ASTM D 638. Flexural strength measurements was performed at ambient
temperature using a speed of 5mm/min according to ASTM D 790. Impact strength measurement was performed at ambient temperature using 7.5Jules load according to ASTM D 256. At least five specimens of
each material were tested.
Table 1. DSC data for PET/PE alloy
S.No. | PET/PE in Laminates / compatibilizer | PE Tm (0C) | PET/PE compatibilized with EGMA ( ΔHm) |
1. | 29/71/0 | 126.03 | 184.56 |
2. | 26/64/10 | 130.48 | 215.59 |
3. | 68/21/10 | 126.71 | 53.13 |
4. | 44/46/10 | 123.39 | 65.22 |
The melting temperature (Tm) and melting enthalpy (ΔHm) of PE and PE/PET compatibilized are summarized
in Table 1. Without compatibilizer PE/PET blend shows low melting point on adding compatibilizer it shows the increase of melting point. On increase of PET percent it goes down because of improper compatibility between PET and PE because compatibilizer is constant in percent. DSC thermogram in Fig 2. There was sharp peak shown in without compatibilizer composition on adding compatibilizer it converts into smoothness side. Which suggest high compatibilization of PE and PET. The reason could be that PE and PET with E-GMA compatibilizer have the same main chemical structure. ΔHm for 100% crystallinity of PE was calculated as
293J/g and for PET it is 140.1J/g. On adding compatibilizer decreased the crystallitinity of PE and PET. When two polymers have an interaction in amorphous region domains, Tm decreases in blends. The slightly decreased Tm of PE is caused by the amorphous interaction in PE phase clearly, the interaction could be happen between the compatibilizer (terpolymer) Ethylene acrylic acid glycidyl methacrylate, PET and PE. Polyethylene interacts
4
from ethylene side end and carboxylic group of PET interact with methacrylate side end, which mainly emerge at the interface of the PET matrix and PE domain[1]. Because of this coupling interaction the PE molecular movement was hindered, which resulted in the reduction of the crystallinity of PE and increase the amorphous region in the PET matrix near the interface.
Figure 2 DSC thermogram of the PET/(PET/PE)Laminates/compatibilizer alloy (a) 26/64/10 (b) 68/21/10 (c)
44/46/10 (d) 29/71/0
In case of Thermogravimetric analysis the material strarts to degrade from 4300C under N2 atmosphere, and it sustain upto 6000C .The ash content of material is 0.93% so the material is thermally stable upto 4300C in N2 atmosphere.
The effect of compatibilization on the mechanical properties was tested when different ratios of compatibilizer
were added for R-PET/PE laminate blends. The good compatibilizing efficiency of this copolymer and its effect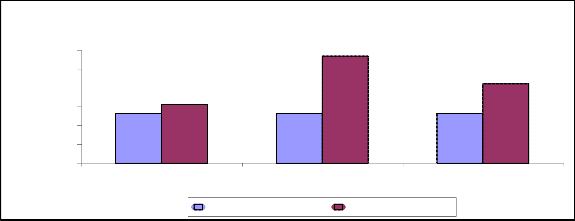
on the morphology of blends – characterized by high dispersion degree and interfacial adhesion between the components – are expected to significantly enhance the tensile properties.
300
250
200
156
Tensile Strength
284.86
211.68
150
100
50
0
132 132 132
1 2 3
Uncompatibilized Compatibiliz ed
5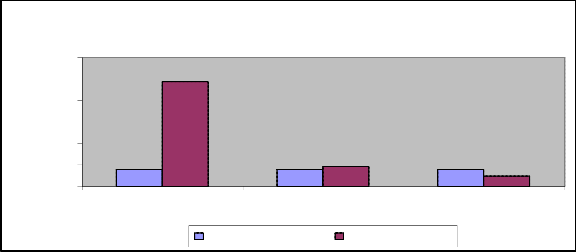
Figure 3 Tensile Strength of PET/PE alloys (a) 26/64/10 (b) 68/21/10 (c) 44/46/10 (d) 29/71/0 (uncompatibilized)
Elongation at Break
300
250
200
150
100
50
0
244.35
40 40
44.82
40 22.96
1 2 3
Uncompatibilized Compatibilized
Figure 4 Elongation at break of PET/PE alloy (a) 26/64/10 (b) 68/21/10 (c) 44/46/10 (d) 29/71/0 (uncompatibilized)
Flexural Strength
16 14.94
14
12
10 8.16 8.16 8.16
8
6 4.96
4
2
0
11.75
1 2 3
Uncompatibilized Compatibilized
Figure 5 Flexural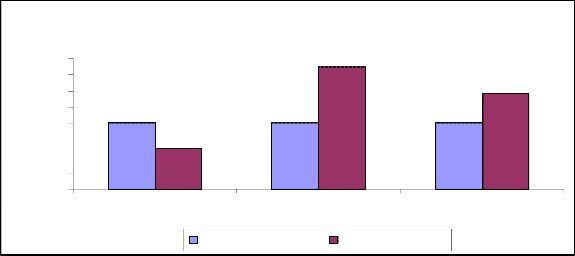
Strength of PET/PE alloys (a) 26/64/10 (b) 68/21/10 (c) 44/46/10 (d) 29/71/0 (uncompatibilized)
6
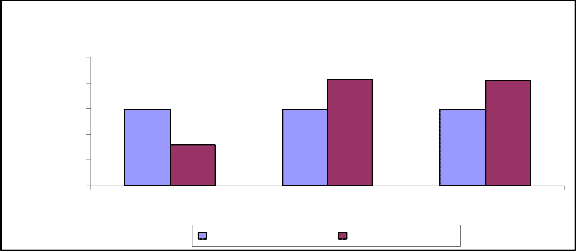
Flexural Modulus
1000
800
600
400
828.86 815.4
594 594 594
318
200
0
1 2 3
Uncompatibilized Compatibilized
Figure 6 Flexural Modulus of PET/PE alloys (a) 26/64/10 (b) 68/21/10 (c) 44/46/10 (d) 29/71/0 (uncompatibilized)
S.No. | Virgin (impact copolymer) | Recycled | |
1. | MFI (gm/10min) | 12* | 6.5** |
2. | Elongation at yield (%) | 10 | 18 |
3. | Flexural Modulus (MPa) | 1100 | 900 |
4. | Impact strength(KJ/m2) | 8.5 | 4 |
* 2300C/2.16Kg
** 2600C/2.16Kg
The addition of compatibilizer caused a marked improvement of the tensile behavior; Flexural strength and Flexural Modulus the effectiveness strongly depends on the amount of compatibilizer. A large increase of elongation at break (from 40% to about 244%), together with higher stress at break (from 4 to 12 MPa) was found with addition of the E-GMA content in the range 1–5 parts per hundred. The best mechanical properties correspond to the blend containing 5 parts per hundred E-GMA. Higher contents (more than 5%) of compatibilizer did not give rise to further improvement.
Because of coupling interaction due to compatibilizer the PE molecular movement was hindered, which resulted in the reduction of the crystallinity of material and increase the amorphous region in the PET matrix near the interface, and decrease the impact strength of material.
The blend with 5 pph E-GMA had similar deformation behavior and elongation at break to the sample with 6
pph of compatibilizer, but the latter deformed more uniformly.
It is important to notice as a consistent property improvement can be obtained for these recycled systems even
in the presence of 5 wt% of E-GMA compatibilizer[11].
Impact properties of the blend shows the results according to different content of compatibilizer. According to this on adding of compatibilizer it shows high Impact strength, the reason behind it could be the materials
compatibiliey on adding of compatibilizer due to same chemical structure of functional group of compatibilizer
7
between PE and PET and on increase of PET % it shows the decrease of Impact strength, because of compatibilizer is constant.
Table 3 Impact strength data of PET/(PET/PE)Laminates/compatibilizer blend
S.No. | PET/(PET/PE)Laminates/compatibilizer Blend | Impact strength KJ/m2 | Load (Jules) |
1. | 29/71/0 | 2.01 | 7.5 |
2. | 26/64/10 | 25.11 | 7.5 |
3. | 68/21/10 | 1.13 | 7.5 |
4. | 44/46/10 | 4 | 7.5 |
Recycled plastics compound can be turned into:
Outdoor furniture
Grass pavers
Flower pots
Brush Bristles
Shipping Pallets
Corrugated dual wall drainage pipe
Construction sector Products
Electrical Products
Handles of Heavy duty crates
The rheological, thermal and mechanical analysis carried out on binary and ternary blends of recycled PET and
polyethylene, in the presence of functionalized polyolefins (E-GMA), pointed out that effective compatibilization of these systems is determined by the effect of type and content of reactive compatibilizer, as well as of mixing procedures, on the interfacial interactions and phase behavior of the components. Compatibilized R-PET/R-PE shows highest compatibilizing effectiveness was observed for E-GMA copolymer. Thermal analysis showed that the crystallization behavior of PET in the compatibilized blends is markedly affected by the type and content of compatibilizer. In case of Thermogravimetric analysis the ash content of material is 0.93%. So the material is thermally stable upto 4000C in N2 atmosphere.
The rheological data obtained for ternary blends of PET and compatibilizers pointed out a higher reactivity of
E-GMA copolymer. This, in agreement with the results of Hu et al. on reactive compatibilization of PBT/PP blends in the presence of GMA monomer, suggests that functionalization of polyolefin component by means of GMA radical grafting, during melt blending, can be advantageously exploited in reactive extrusion processes of recycled materials containing PET and commingled polyolefins scraps[2].
Mechanical tests carried out on compatibilized PET/PE/E-GMA blends indicate that a significant improvement of Flexural strength properties can be obtained upon addition of an amount of E-GMA copolymer 5 wt.-%.
8
1. A Chemical View onto Post Consumer Poly (Ethylene Terephthalate) Valorization through Reactive Blending with
Functionalized Polyolefins.
Maria Beatrice Coltellia, Stefania Savib, Mauro Agliettob, and Francesco Ciardellib.
2. Compatibilization and Properties of Poly (ethylene terephthalate)/Polyethylene Blends Based on Recycled Materials.
Mariano Pracella,* Lorenzo Rolla, Donatella Chionna, Andrzej Galeski
3. Morphology – tensile behaviour relationship in injection molded PET/PE & PC/PE blends.
Zoong-Ming LI WEI YANG
4. Morphological stability of postconsumer PET/HDPE blends.
C. G. Iñiguez, E. Michel, V. M. González-Romero, R. González-Nuñez* Universidad de Guadalajara.
5. Oriented Films from Recycled Poly (ethylene terephthalate)/Recycled High-Density Polyethylene Compatibilized Blends.
J. Morawiec, N. P. Krasnikova, A. Galeski, M. Pracella2
Centre of Molecular and Macromolecular Studies, Polish Academy of Sciences, Lodz, Poland Pisa, 56100, Italy
6. Post consumer polyethylene terephthalate (PET)/polyolefin blends through reactive processing.
Mauro Aglietto · Maria-Beatrice Coltelli · Stefania Savi Francesco Lochiatto · Francesco Ciardelli · Maurizio Giani
7. Phase Structure and Viscoelastic Properties of Compatibilized Blends of PET and HDPE Recyclates.
Miroslaw Pluta, Zbigniew Bartczak, Andrzej Pawlak, Andrzej Galeski, Mariano Pracella
8. Reactive compatibilization and properties of recycled PET/PE blends
Mariano Pracella, Federico Pazzagli, Andrzej Galeski, Italy
9. Reactive compatibilization of HDPE/PET blends by glycidyl methacrylate functionalized polyolefins.
Y. Pietrasanta1, Jean-Jaques Robin*1, N. Torres1, B. Boutevin2
10. Recycling of Postconsumer Poly (ethylene terephthalate) and High-Density Polyethylene by Compatibilized Blending.
Pawlak, J. Morawiec, F. Pazzagli, M. Pracella, A. Galeski
11. Saymour / Carraher’s polymer chemistry
9