International Journal of Scientific & Engineering Research, Volume 4, issue 8, August 2013
ISSN 2229-5518
COMPARISON OF TWO The research paper published by IJSER journal is about COMPARISON OF TWO STOCHASTIC ECONOMIC LOT SCHEDULING PROBLEM (SELSP) CLASSIFICATION SCHEMES LOT SCHEDULING PROBLEM (SELSP)
CLASSIFICATION SCHEMES
Dr. Mohamed Baymout, Professor, Telfer School of
Management, University of Ottawa, Ontario, Canada.
1088
ABSTRACT
Two seminal review papers on SELSP and their approaches to classifying existing literature in the area are compared. One of the approaches is found to be based on the modeling methods presented by academicians, while the other classifies them based on critical elements of the production plan as seen by practitioners. A brief treatment on the positive and negative implications of both approaches is given. Recommendations are provided for future lines of work, including notably, one related to the lack of systematic reviews of the types of production constraints encountered in different real-world production environments in open literature.
INTRODUCTION
This research paper implements a review and critique of two literature classification approaches attempted for the classical Stochastic Economic Lot Scheduling Problem (SELSP). The SELSP problem has been a focus of sustained research activity over the past two decades. Two seminal review papers have been found by the author from his literature review, namely by Sox et. al. [1] from
1999, and Winands et. al. [2] from 2011. Both papers offer distinct classification approaches of studies of SELSP, provide a structure and roadmap for future practitioners in the area, whilst also providing an overview of the apparent gaps in literature. This paper will provide an historical overview of the problem, and summarize the findings of the above two publications. The author, based on his understanding of the problem, will then present a critical review of the positives and negatives of both approaches, and then furnish some recommendations.
HISTORICAL PERSPECTIVE OF LOT SCHEDULING AND SIZING
In a production facility capable of producing multiple items, the questions of:
(1) In which production sequences to manufacture?, and
(2) In what lot sizes?,
have been a problem that has occupied production mangers since at least the early part of the twentieth century. Some pertinent extensions to the afore-mentioned questions are:
(3) What is the optimum level of safety stock to keep for each product?, and
(4) When, and for how long, to produce or idle?
Ford Whitman Harris, who is considered the father of the Economic Order Quantity (EOQ), tackled the question of “How many parts to make at once” in his seminal 1913 paper [3], and gave the expression for total cost of an item (Y) as:
Where
M – Demand per month
C – Unit cost of production per item
S – Total Set-up Cost for X units
X – Number of units of item
The first term on the right-hand-side of the above expression represents the interest and depreciation charge per piece at 10% (or 1/10 of the total set-up and production cost per unit), and can also equivalently characterized as the holding cost per unit in
IJSER © 2013 http://www.ijser.org
International Journal of Scientific & Engineering Research, Volume 4, issue 8, August 2013
ISSN 2229-5518
1089
more modern terminology. The second term corresponds to the set-up cost per unit, and the third (and final) term represents the unit cost of production.
The below figure 1 shows the sum of the holding (interest and depreciation) costs and set- up costs for the example given by Harris [3] for M=1000, S=2 and C=0.1. The lot sizing problem simply stated then becomes one of finding the appropriate manufacturing quantity
(X) that minimizes the total cost, which is
2,200 units in this case.
0.003
Sum of (Interest + Depreciation)
Costs and Set-up Costs
0.002
Set-up
same problem of cyclic production patterns for multiple-products in a single facility under deterministic-demand conditions, the so-called Economic Lot Sizing Problem (ELSP).
As outlined in [2], the solutions of the ELSP are only really relevant in an ideal plant, where machines are perfectly reliable, set-up and production rates are constant, raw material and tools are always available, and demand is known. Winands et. al. argue in [2] that a ELSP model will not suffice in a real-world environment which is inherently stochastic. Two major requirements introduced in the stochastic situation are:
(1) Dynamic lot sizing and production sequencing will be required in a dynamic, stochastic environment; and
(2) Inventory levels for individual items play an even more important role in a stochastic environment, acting as a hedge against stock-outs and
0.001
0
Interest + Depreciation Costs
Costs
scheduling conflicts due to random
variations in demand, production and set-up times.
The above is the fundamental argument
0 1200 2400 3600 4800
Figure 1: Manufacturing Quantities Curves (reproduced in Excel from [3])
The minimum value of X may then be derived as: [3]

This formulation is equivalent to the modern calculation for Economic Order Quantity (as provided in class). [4]
Building on this foundation, there has been steady progress in the area of lot sizing and scheduling. Notable works include that of Maxwell [5] from 1964, who extended the single-product, single-machine, deterministic- demand model to a multiple-products, single- machine, deterministic-demand model, and Elmaghraby [6] from 1978, who considered and reviewed the then state-of-the-art of the
for analysis of the stochastic-equivalent of the ELSP, also termed the Stochastic Lot Sizing Problem (SLSP), and its sub-set: the SELSP or the Stochastic Economic Lot Scheduling Problem
SELSP
The SELSP can be simply defined as the problem of finding the optimum production schedule for multiple-items in a single production facility that incurs set-up costs for each item, and must meet a random (stochastic) demand profile for each product. To add further complexities to the problem, one may also specify random set-up times and random production times for each item or product. [2]
According to Sox et. al. [1] and Winands et. al. [2], the SELSP is a common problem encountered in many Industries, including glass and paper production, bottling, injection moulding, metal stamping, semi-continuous
IJSER © 2013 http://www.ijser.org
International Journal of Scientific & Engineering Research, Volume 4, issue 8, August 2013
ISSN 2229-5518
1090
chemical processes, and bulk production of consumer products such as beer and detergent.
Sox et. al. [1] consider the problem as being of significantly more complex as a result of the introduction of the stochastic nature of the demand, in comparison with its deterministic counterpart. They articulate that, in a stochastic demand situation, the finite production capacity of the production line must be dynamically allocated to actual demand. This inherent competition for production capacity amongst the different products increases the importance of safety stock to ensure a certain Service Level. They also go on to define the inventory of each product as serving a three- fold purpose in this situation:
(1) Reducing the total economic costs of performing change-overs through lot sizing;
(2) As a hedge or buffer against stock-outs due to variation in demand between the production runs for that product; and finally
(3) As a hedge against scheduling conflicts that arise from variation in demand for other products, which they also describe, alternatively, as a form of safety stock: “It is the notion that the benefits of safety stock invested in one product can be shared among all the products.”
THE SJBM CLASSIFICATION SCHEME
In this section, we study the classification scheme proposed by Sox et. al. [1] in 1999. In this paper, we also refer to their approach as the SJBM classification scheme, obtained from the concatenation of the initials of the last names of the authors, as a more convenient notation.
In their approach, Sox et. al. present their terminology for the stochastic problem in a harmonious and consistent manner with the deterministic literature.
The bulk of literature on the deterministic lot sizing problem, based off of the seminal work of Maxwell [5] from 1964, can itself be
broken down into two categories depending on their treatment of time in the analysis: the Capacitated Lot Sizing Problem (CLSP) for the discrete-time approach and the Economic Lot Scheduling Problem (ELSP) for the continuous-time approach.
Table 1: The differences between SELSP and SCLSP
according to Sox et. al. [1]
Stochastic Economic Lot Scheduling Problem (SELSP): continuous-time model | - Change-over times are independent; - Infinite planning horizon; - Stationary demand; and - Appropriate for applications in real-time operational control with relatively low inventory such as production control of work-in- progress inventory |
Stochastic Capacitated Lot Sizing Problem (SCLSP): discrete- time model | - Change-over times and costs are independent of production sequence; - Finite planning horizon; - Permits non-stationary, but independent, demand; and - Applicable for planning production of finished goods inventories or for MRP-controlled systems where demand is periodically processed. |
Correspondingly, they have termed the stochastic equivalents of CSLP and ELSP, as the Stochastic Capacitated Lot Sizing Problem (SCLSP) and the Stochastic Economic Lot Scheduling Problem (SELSP), respectively. Refer to Table 2 for the distinction between SELSP and SCLSP.
According to Sox et. al., traditional approaches to handle SELSP and SCLSP in actual practice fall into two categories of management control or decisions:
(1) Independent Stochastic Control: using an independent inventory control policy; or
(2) Joint Deterministic Control
IJSER © 2013 http://www.ijser.org
International Journal of Scientific & Engineering Research, Volume 4, issue 8, August 2013
ISSN 2229-5518
1091
Independent Stochastic Control schemes use the Fixed order-Quantity (s, Q) model or the Fixed order-Period (s, S) model for each product to determine their production quantities and release times. Lead-times, and safety stocks are established based on past experience, and this approach does not benefit from joint scheduling of multiple products. Consequently, this approach generally results in a higher inventory level to achieve the desired Service Level.
The Joint Deterministic Control method constructs a production and inventory plan for all items simultaneously, but under an assumption of deterministic demand. This approach lacks a rigorous approach to determine the safety stock level.
On the other hand control policies for the solution of the SLSP have two critical components: lot sizing and sequencing. They classify the SLSP literature in two broad categories.
They state that the first group of authors basically adapt the analysis of the ELSP to construct simple control rules for the SLSP. This group of authors can be further categorized according to whether they use dynamic or cyclic production sequencing. Cyclic sequencing uses a fixed, predetermined production cycle, but varies the production lot to meet the demand variations. Dynamic sequencing on the other hand can vary both. They cite papers by Gallego [1a,1b], Bourland and Yano [1c] as using a cyclical sequence, and cite papers by Graves [1d], Qiu and Loulou [1e], Vergin and Lee [1f]. Leachman and Gascon [1g,1h] and Sox and Muckstadt [1i] as using the dynamic sequencing.
The second group of authors directly incorporate stochastic elements of the problem and apply non-linear optimization, queuing analysis (see next paragraph), or simulation (Anupindi and Tayur [1j]) to construct a control policy.
The queuing analysis method can be further broken down to those that use Markovian (Federgruen and Katalan [1k]) or
heavy-traffic approximations (Markowitz et. al. [1l]) to generate solutions.
The reader is referred to the original paper [2] for a more exhaustive treatment of this subject.
THE WAH CLASSIFICATION SCHEME
In this section, we analyze the classification scheme proposed by Winands et. al. [2] in 2008. Once again, we also refer to their approach as the WAH classification scheme, obtained from the concatenation of the initials of the last names of the authors, as a more convenient notation.
They classify the analytical models presented in literature by the critical decisions a production planner will have to make or have control over, rather than by the actual analytic/computational method used. They have identified three constraints with respect to production sequencing, and two with respect to lot sizing, resulting in a 3x2 matrix in which all the literature they reviewed can be binned.
The three branches of production sequencing are:
(1) Dynamic sequence and cycle length: In a dynamic production sequence, the prioritization of the products is the key decision that a production manager will make;
(2) Fixed sequence + Dynamic cycle length: In this strategy, the production manager is constrained on using a pre- determined production sequence, but has the flexibility to deicide the production cycle length, or the time between two successive production lot completions.
(3) Fixed sequence + Fixed cycle length: In this strategy, the production manager is again constrained on using a pre-determined production sequence, but also lacks the flexibility to deicide the production cycle length.
The two branches of the lot sizing strategy are:
IJSER © 2013 http://www.ijser.org
International Journal of Scientific & Engineering Research, Volume 4, issue 8, August 2013
ISSN 2229-5518
1092
(1) Global lot sizing strategy: In this strategy, lot sizing decisions are based on the complete state of the system including stock levels of all products and the state of the machines; and
(2) Local lot sizing strategy: In this strategy, the lot sizing decision only depends on the stock of the product currently set-up.
Table 2: An overview of SLESP literature according to the
WAH classification.*
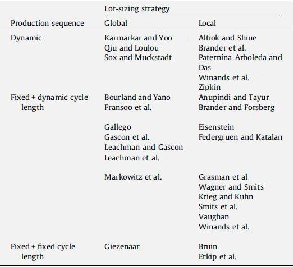
* Table above adapted from original paper [2]. References for above are given at end of paper.
A CRITICAL COMPARISON OF BOTH APPROACHES
In broad terms, and as mentioned in [2] the SJBM approach classifies papers based on the modelling methods presented by academicians, while the WAH approach classifies them based on critical elements of the production plan as seen by practitioners. This is perhaps the most important distinction between the two approaches. Whilst the WAH scheme results in a convenient 3x2 matrix as seen in Table 2, the SJBM approach is messier, resulting in at least six main classifications on one branch based on the modeling method used, and depending on the chosen criteria, two classifications or more on another branch.
The presentation of literature on Table 2 also clearly identifies areas of prior research
history, as well as potential gaps. For instance, one can readily see a relative dearth of literature in the “Fixed + fixed cycle length” row. This could point to two conclusions, one that there is an opportunity for more research in this area, or to another that this is a relatively obscure area with relatively-less market-pull. The author has a recommendation to make in this regard in the next section.
The author of this paper clearly prefers the SJBM approach for its physical insight. However, this approach also potentially leads to a lack of flexibility in mixed-production sequencing and mixed lot sizing strategies for different products in the same production line.
RECOMMENDATIONS
This paper is concluded in this section with a set of recommendations and some final observations. Whilst both Sox et. al. [1], and Winands et. al. [2] agree that SLESP is a fertile ground for future research activities and further progress, they also outline a series of gaps and recommendations for future lines of work.
From this author’s perspective, perhaps the most glaring gap in literature, at least from his own preliminary literature survey, is a lack of understanding of which models are most applicable to which Industries and/or situations. For the practitioner, as opposed to the academician, it would help to have a rich experience set from which to base his/her production decisions on. There is a related dearth of knowledge of the types of production constraints encountered in different real-world production environments, which if readily available would also help in classifying the utility or market-demand of various SELSP models and their assumptions.
A related gap, as identified by Winands et. al., is the observation that most papers focus on the optimization of their selected strategies, rather than a comparison of the various strategies. They, however, also rightly note that for there to be a meaningful and fair comparison, standardized test sets would have
IJSER © 2013 http://www.ijser.org
International Journal of Scientific & Engineering Research, Volume 4, issue 8, August 2013
ISSN 2229-5518
1093
to be used. Large-scale simulation studies would be required to compare the different strategies in different production environments, and also against heuristics (experience-based findings) used as benchmarks.
These types of studies will provide a range of answers to commonly asked questions in both papers, such as: Should production lengths be fixed or dynamic with stochastic demand?, What influence should the coefficient of variation of demand have on the selected strategy?, Which has the greater influence on a stochastic production environment: production scheduling, or production lengths or lot sizing?, etc.
Winands et. al. also note the following recommendations for future lines of work that deserve rich attention:
(1) Only optimal strategies for at most up to three products have been surveyed in literature as of their publication. They strongly advocate the development of near-optimal SELSP strategies with a large number of different products.
(2) As seen in Table 2, there is a relative dearth of literature in the “Fixed + fixed cycle length” area.
They deem further research in the area as desirable.
(3) Another interesting area of study is in the area of assessing the impact of different probability distributions affecting the demand, set-up and production in the stochastic environment. Present SELSP studies assume a Poisson distribution for the stochastic demand, though the authors find this non-realistic. A parametric study comparing various probability profile distributions and their impacts on SELSP solutions is recommended.
(4) The typical assumption in SELSP literature is that products are non- perishable. The limited shelf-life of
many finished products, raw materials and their work-in- progress demand more refined models. Research into SELSP instances of limited life-time of finished products is also encouraged by the authors.
NOMENCLATURE
CLSP: Capacitated Lot Sizing Problem
ELSP: Economic Lot Scheduling Problem
(Deterministic)
EOQ: Economic Order Quantity
SLSP: Stochastic Lot Scheduling Problem
SCLSP: Stochastic Capacitated Lot Sizing
Problem
SELSP: Stochastic Economic Lot Scheduling
Problem
SJBM: The classification scheme proposed by
Sox et. al. [1]
(s,Q) model: Fixed order-quantity (Q) model where Q-quantity is ordered when inventory levels dip below reorder-point
(s, S) model: Fixed order-Period (T) models where quantity(=S-Safety Stock) is ordered at fixed intervals
WAH: The classification scheme proposed by
Winands et. al. [2]
REFERENCES CITED
[1] Charles R. Sox, Peter L. Jackson, Alan Bowman and John A. Muckstadt, A review of the stochastic lot scheduling problem, International Journal of Production Economics, Volume 62 (3) (1999), pp. 181-200
[2] E.M.M. Winands, I.J.B.F. Adan and G.J. van Houtum, The stochastic economic lot scheduling problem: A survey, European
IJSER © 2013 http://www.ijser.org
International Journal of Scientific & Engineering Research, Volume 4, issue 8, August 2013
ISSN 2229-5518
1094
Journal of Operational Research, Volume 210 (1) (2011), pp. 1-9
[3] F. W. Harris, How many parts to make at once, Factory, The Magazine of Management 10 (2) (1913), pp. 135-136, 152
[4] M. Baymout, EMP5101 Industrial Organization Lecture 7 Notes, Telfer School of Management, University of Ottawa, Winter
2013
[5] W. L. Maxwell, The scheduling of economic lot sizes, Naval Research Logistics Quarterly 11 (1964), pp. 89-124
[6] Salah E. Elmaghraby, The Economic Lot Scheduling Problem (ELSP): Review and Extensions, Management Science 24 (6) (1978), pp. 587-598
REFERENCES CITED IN [1] AND CLASSIFIED UNDER THE SJBM SCHEME
[1a] G. Gallego, Scheduling the production of several items with random demands in a single facility, Management Science, 36 (12) (1990), pp. 1579–1592
[1b] G. Gallego, When is a base stock policy optimal in recovering disrupted cyclic schedules?, Naval Research Logistics 41 (1994)
317–333
[1c] K.E. Bourland and C.A. Yano, The strategic use of capacity slack in the economic lot scheduling problem with random demand, Management Science, 40 (12) (1994), pp. 1690–
1704
[1d] S.C. Graves, The multi-product production cycling problem, AIIE Transactions, 12 (1980), pp. 233–240
[1e] J. Qiu and R. Loulou, Multiproduct production/inventory control under random demands, IEEE Transactions on Automatic Control, 40 (2) (1995), pp. 350–356
[1f] R.C. Vergin and T.N. Lee, Scheduling rules for the multiple product single machine system with stochastic demand, INFOR, 16 (1) (1978), pp. 64–73
[1g] R.C. Leachman and A. Gascon, A
heuristic scheduling policy for multi-item,
varying, stochastic demands, Management
Science, 34 (1988), pp. 377–390
[1h] R.C. Leachman, Z.K. Xiong, A. Gascon and K. Park, Note: An improvement to the dynamic cycle lengths heuristic for scheduling the multi-item, single-machine, Management Science, 37 (9) (1991), pp. 1201–
1205
[1i] C.R. Sox and J.A. Muckstadt, Optimization-based planning for the stochastic lot scheduling problem, IIE Transactions, 29
(5) (1997), pp. 349–357
[1j] R. Anupindi, S. Tayur, Managing stochastic multi-product systems: Model, measures, and analysis, Operations Research (1997) To appear.
[1k] A. Federgruen and Z. Katalan, Approximating queue size and waiting time distributions in general polling systems, Queueing Systems, 18 (1994), pp. 353–386
[1l] D.M. Markowitz, M.I. Reiman, L.M. Wein, The stochastic economic lot scheduling problem: heavy traffic analysis of dynamic cyclic policies, Working Paper 3863-95-MSA, MIT, Sloan School of Management, Cambridge, MA, 1995
REFERENCES CITED IN [2] AND CLASSIFIED UNDER THE WAH SCHEME1
[2a] U.S. Karmarkar and J. Yoo, Stochastic dynamic product cycling problem, European Journal of Operational Research, 73 (1994), pp.
360–373
[2b] J. Qiu and R. Loulou, Multiproduct production/inventory control under random demands, IEEE Transactions on Automatic Control, 40 (2) (1995), pp. 350–356
[2c] C.R. Sox and J.A. Muckstadt, Optimization-based planning for the stochastic lot scheduling problem, IIE Transactions, 29
(5) (1997), pp. 349–357
[2d] K.E. Bourland, Production planning and control links and the stochastic economic lot scheduling problem, Working paper no.
single-machine production systems with time-
1 Refer to Table 2.
IJSER © 2013 http://www.ijser.org
International Journal of Scientific & Engineering Research, Volume 4, issue 8, August 2013
ISSN 2229-5518
1095
299, The Amos Tuck School of Business
Administration, Hanover, 1994
[2e] K.E. Bourland and C.A. Yano, The strategic use of capacity slack in the economic lot scheduling problem with random demand, Management Science, 40 (12) (1994), pp. 1690–
1704
[2f] J.C. Fransoo and V. Sridharan, J.W.M. Bertrand, A hierarchical approach for capacity coordination in multiple products single- machine production systems with stationary stochastic demands, European Journal of Operational Research, 86 (1) (1995), pp. 57–72
[2g] G. Gallego, Scheduling the production of several items with random demands in a single facility, Management Science, 36 (12) (1990), pp. 1579–1592
[2h] G. Gallego, When is a base stock policy optimal in recovering disrupted cyclic schedules?, Naval Research Logistics, 41 (1994), pp. 317–333
[2i] A. Gascon, R.C. Leachman and P. Lefrancois, Multi-item, single-machine scheduling problem with stochastic demands: a comparison of heuristics, International Journal of Production Research, 32 (1994), pp. 583–
596
[2j] R.C. Leachman and A. Gascon, A heuristic policy for multi-item, single-machine production systems with time-varying stochastic demands, Management Science, 34
(3) (1988), pp. 377–390
[2k] R.C. Leachman, Z.K. Xiong and A. Gascon, K. Park, An improvement to the dynamic cycle lengths heuristic for scheduling the multi-item, single-machine, Management Science, 37 (9) (1991), pp. 1201–1205
[2l] D.M. Markowitz, M.I. Reiman and L.M. Wein, The stochastic economic lot scheduling problem: Heavy traffic analysis of dynamic cyclic policies, Operations Research,
48 (1) (2000), pp. 136–154
[2m] D.M. Markowitz and L.M. Wein, Heavy traffic analysis of dynamic cyclic policies: A unified treatment of the single machine scheduling problem, Operations Research, 49 (2) (2001), pp. 246–270
[2n] R.B.L.M. Giezenaar, Ontwerp voor een productie- en voorraadstrategie voor de productieplant Laurox bij AKZO Nobel Chemicals te Deventer, Master’s thesis, University of Twente, 1997 (in Dutch)
[2o] T. Altiok and G.A. Shiue, Single-stage, multi-product production/inventory systems with backorders, IIE Transactions, 26 (2) (1994), pp. 52–61
[2p] T. Altiok and G.A. Shiue, Single-stage, multi-product production/inventory systems with lost sales, Naval Research Logistics, 42 (1995), pp. 889–913
[2q] T. Altiok and G.A. Shiue, Pull-type manufacturing systems with multiple product types, IIE Transactions, 32 (2) (2000), pp. 115–
124
[2r] P. Brander, E. Léven and A. Segerstedt, Lot sizes in a capacity constrained facility – a simulation study of stationary stochastic demand, International Journal of Production Economics (2005), pp. 375–386
[2s] C.D. Paternina-Arboleda and T.K. Das, A multi-agent reinforcement learning approach to obtaining dynamic control policies for stochastic lot scheduling problem, Simulation Modelling Practice and Theory, 13 (2005), pp. 389–406
[2t] E.M.M. Winands, A.G. de Kok and C. Timpe, Case study of a batch- production/inventory system, Interfaces, 39 (6) (2009), pp. 552–554
[2u] P.H. Zipkin, Models for design and control of stochastic multi-item batch production systems, Operations Research, 34 (1) (1986), pp. 91–104
[2v] R. Anupindi and S. Tayur, Managing stochastic multiproduct systems: Model, measures, and analysis, Operations Research,
46 (3S) (1998), pp. 98–111
[2w] P. Brander, Inventory control and scheduling problems in a single-machine multi- item system. Ph.D. Thesis, Lulea University of
IJSER © 2013 http://www.ijser.org
International Journal of Scientific & Engineering Research, Volume 4, issue 8, August 2013
ISSN 2229-5518
1096
International Journal of Production
Economics, 104 (2006), pp. 271–295
[2y] D.D. Eisenstein, Recovering cyclic schedules using dynamic produce-up-to policies, Operations Research, 53 (4) (2005), pp. 675–688
[2z] A. Federgruen and Z. Katalan, The stochastic economic lot scheduling problem: Cyclical base-stock policies with idle times, Management Science, 42 (6) (1996), pp. 783–
796
[2aa] A. Federgruen and Z. Katalan, Customer waiting -time distributions under base-stock policies in single-facility multi-item production systems, Naval Research Logistics,
43 (1996), pp. 533–548
[2ab] A. Federgruen and Z. Katalan, Determining production schedules under base- stock policies in single facility multi-item production systems, Operations Research, 46
(6) (1998), pp. 883–898
[2ac] S.E. Grasman, T.L. Olsen, J.R. Birge, Setting basestock levels in multiproduct systems with setups and random yield, IIE Transactions, 40 (12) (2008), pp. 1158–1170
[2ad] M. Wagner and S.R. Smits, A local search algorithm for the optimization of the stochastic economic lot scheduling problem, International Journal of Production Economics, 90 (2004), pp. 391–402
[2ae] G.N. Krieg and H. Kuhn, A decomposition method for multi-product Kanban systems with setup times and lost sales, IIE Transactions, 34 (7) (2002), pp. 613–
625
[2ai] M. van Vuuren and E.M.M. Winands, Iterative approximation of k-limited polling systems, Queueing Systems, 55 (3) (2007), pp.
161–178
[2aj] E.M.M. Winands, Polling, Production
& Priorities, Ph.D. Thesis, Eindhoven
University of Technology, 2007
[2ak] E.M.M. Winands, Branching-type polling systems with large setups, OR Spectrum, in press
[2al] E.M.M. Winands, I.J.B.F. Adan, G.J. van Houtum and D.G. Down, A state- dependent polling model with k-limited service, Probability in the Engineering and Informational Sciences, 23 (2) (2009), pp. 385–
408
[2am] J. Bruin, Cyclic multi -item production systems, in: Proceedings of Analysis of Manufacturing Systems, 2007, pp.
99–104
[2an] N. Erkip, R. Güllü, A. Kocabiyikoglu, A quasi-birth-and-death model to evaluate fixed cycle time policies for stochastic multi- item production/inventory problem, in: Proceedings of MSOM conference, Ann Arbor, 2000
[2af] G.N. Krieg and H. Kuhn, Analysis of multi-product Kanban systems with state- dependent setups and lost sales, Annals of Operations Research (125) (2004), pp. 141–166 [2ag] S.R. Smits, M. Wagner and A.G. de Kok, Determination of an order-up-to policy in the stochastic economic lot scheduling model, International Journal of Production
Economics, 90 (2004), pp. 377–389
[2ah] T.S. Vaughan, The effect of correlated demand on the cyclical scheduling system, International Journal of Production Research, 41 (9) (2003), pp. 2091–2106
IJSER © 2013 http://www.ijser.org