Sawdust of three wood species namely Kaya
International Journal of Scientific & Engineering Research, Volume 4, Issue 4, April-2013 344
ISSN 2229-5518
E. C. Adjovi, E. T. Olodo, F. Niang, D. Guitard, A. Foudjet, D. P. kamdem
—————————— ——————————
Generally, wood composite panels are manufactured with wood particles of different sizes and shapes leading to variety of products such as fibreboard, particleboard, wafer board, oriented Strand Board (OSB), wood cement bonded fibreboard or particleboard, plywood, laminated veneer lumber (LVL), oriented Strand Lumber (OSL) and parallel Strand Lumber (PSL). To insure the bonding between wood particles organic and/or inorganic binders are used: - Urea - Formaldehyde (UF) gotten by reaction of the urea with
formaldehyde by Steiner; Dunky; Xing; “[1], [2], [3]”. It is
characterized by a big suppleness; it holds at 10-15° C
temperature and beyond.
- Melamine - Urea - Formaldehyde (MUF) the formulation of which is closed to the UF one, but a part of the urea is replaced by the melamine to increase resistance to water and to inclemency. They are proposed for a hot pressing but sometimes, they can be used cold.
- Isocyanides, object of works of Kawai and Sasaki [4], constituted by two components: an emulsion of the acetate of polyvinyl and one of blocked isocyanine [5] also specify that isocyanides glues, essential of glues used to past wood or composites of wood, serve to bind the fibers between them in the panels in order to assure the cohesion of the whole.
- PTP resin (Polymeric material from Triglycerides and
Polycarbonic anhydrides), polymer formulated from oil of linen reticulate with an anhydride of acid. An imidazole is the catalysis of the reactions. This resin has been used by Boquillon and al. [6].
- Phenol formaldehyde (PF), resin that would be
distributed uniformly on the fibers according to
Donaldson et al. and Park and al. “[7] , [8]”. In a general way, many works about wood/polymer composites (WPC) using a thermosetting resin as glue are achieved; one can mention Park and al. ; Amen - Chen and al. “[8], [9]”.
- Cement [10], due to the cost and the environmental impacts associated to bonding agents, the general trend is the reduction-elimination of the proportion of glue by using thermo-mechanical process.
With new regulations regarding forest and forest products management in Central and West Africa, more and more logs are locally processed into value added products such as lumbers for local utilization in furniture and building construction products with generation of considerable amount of wooden residues. The use of plastic packaging to protect and facilitate the transport of imported goods has been generating a lot of plastic waste stream in Africa which represents a serious threat for the environment. Drinking water in several African cities comes in plastic bags and plastic bottles. The water bags and bottles are menace for environment. It is estimated that 100 grams of plastic waste is generated each day by the capital's three million in habitants of Ghana for a total of about 300 tons per day. This project falls within the general concept of recycling plastic generated in urban settings and sawdust from wood industries to produce high value products. The objectives of this work is to produce wood plastic composites using materials available in this case wooden residues such as sawdust and waste plastic bags and bottles recovered in waste stream, and then characterize their physical properties in order to optimize their uses.
IJSER © 2013 http://www.ijser.org
International Journal of Scientific & Engineering Research, Volume 4, Issue 4, April-2013 345
ISSN 2229-5518
Table 2. Composite references![]()
Sawdust of three wood species namely Kaya
senegalensis ; Pterocarpus erinaceus and Afzelia africana were collected from local forest products industry located in
Composite
N°
Composite reference
Particle size grindings
d (mm)
D = Mb /
Ms
Cotonou (Benin). Sawdust was screened according to
AFNOR standard using a serie of sieves: .20, 23, 26, 29, 31,
32, 35, 38 and 39. The particle sizes of the different samples screened are listed in table 1. Six Classes of particles sizes were made by combining particles as listed in Table I was used.
Table 1. Size of the wood Particle![]()
1 E1-D1 0,315<d<0,630 1,1
2 E2-D1 0,63<d<1,00 1,1
3 E3-D1 1,00<d<1,25 1,1
4 E4-D1 0,315<d<1,00 1,1
5 E5-D1 0,315<d<1,25 1,1
6 E6-D1 0,63<d<1,25 1,1
7 E1-D2 0,315<d<0,630 2,2
8 E2-D2 0,63<d<1,00 2,2![]()
Number of granular
composition
Sample name
Sieves used
Particle size d (mm)
9 E3-D2 1,00<d<1,25 2,2
10 E4-D2 0,315<d<1,00 2,2
11 E5-D2 0,315<d<1,25 2,2
1 E1 26_29 0.315<d< 0.630
2 E2 29_31 0.630<d<1.00
3 E3 31_32 1.00<d<1.25
4 E4 26_31 0.315<d<1.00
5 E5 26_32 0.315<d<1.25
6 E6 29_32 0.630<d<1.25
Recycled waste plastic bags and bottles made of polystyrene were selected and used as binder. Polystyrene was dissolved in a gasoline used for motor engine in a weight to weight ratio of 1 to 1.2.m adopted empirically. The density of the resultant liquid mixture was 850 kg/m3 and resolidifies at of (25-30 ° C) indoors within 48 hours. No attempt was made to evaluate the viscosity and the amount of volatile organic carbon (VOC) of the liquid mixture.
Several panels were made by varying the amount of wood sawdust (Ms) and the polystyrene-gasoline (Mb). In all cases, the ratio ( Mb / Ms ) of the weight of binder to wood dust was superior to one “[11],[12]”. The prototype panel size was
2 cm by 50 cm by 50 cm for a nominal volume of 5 000 cm3. The panel was obtained by cold pressing pasty mixture between two sheets of plywood in a mold of 4 cm deep. The panel is submitted to axial compression strength with a press equipped with a dynamometric ring calibrated to determine the applied strength. The distortion of the mixture is recorded by a displacement comparator. The maximal pressure (2.6 MPa) is noted when the needle of the comparator indicating the strength of compression falls counterclockwisethe. Table 2 lists the twelve (12) types of panel with different
particle sizes and binder proportions.
12 E6-D2 0,63<d<1,25 2,2![]()
Density
The measure of density has been performed by weighing; using two methods of sampling rectangular specimens measuring actual thickness by 1.1 cm by7.5 by
31.4 cm were machined from each panel and used to determine the density. It is important to point that face layer was reduced to produce specimens with maximum core and minimum face content. Another method which consists in extracting disks of about 5 cm diameter and 2 cm thickness and used for density measurement. These specimens were used elsewhere for permeability measurements. Note that those cylindrical specimens contain materials from core and face of each panel contrarily rectangular used previously with minimum face content.
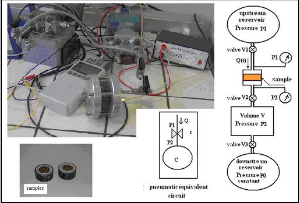
Measure of Permeability
Permeability measurements were performed with the PERMEAMETER of Laboratory Transfers, Flows, Fluids, Energetics, Bordeaux 1 university as represented in figure 1.
IJSER © 2013 http://www.ijser.org
International Journal of Scientific & Engineering Research, Volume 4, Issue 4, April-2013 346

ISSN 2229-5518
(a) (b) Figure 2. Surfaces of sanded surface
Figure 1. Apparatus for permeability measurement
Experimental results on some basic physical and elastic characteristics are listed in table 3.
Table 3. Density, permeability of the twelve types of panels.
Density of materials
Figure 3 illustrates the density versus the particle sizes from smaller (E1) to bigger particle sizes (E6) for different wood dust to liquid blend polystyrene ratios using rectangular and solid disk samples to estimate the density. It is clear from Figure 3 that density decreases with the increase of wood particle size from E1 to E3 and then become almost constant with neglible effect on
density.
Material
Number![]()
Density
@x
(kg/m 3)
Density
@T
(kg/m3)
Permeability
Kx1012
(m2)![]()
E1-D1 354 426 1,72
E2-D1 396 422 3,38
E3-D1 319 393 - E4-D1 328 389 2.36
E5-D1 329 405 3.16
E6-D1 314 379 1,82
E1-D2 558 586 - E2-D2 456 491 2,39
E3-D2 431 481 2.45
E4-D2 420 472 2.50
E5-D2 454 468 - E6-D2 443 467 1.94
Surface appearance
The particle size range and distribution has a positive impact on the surface roughness/ smoothness of the wood plastic composites (WPC) . After sanding, the surface appearance of E1 class WPC, whose particle diameter is between 0.315 and 0.630 mm, was smoother than that of classes E5 and E6, which contain particles of larger sizes. WPC made with 1.25 mm particle size wood sawdust have rough surfaces (Figure 2) and crumble during sanding operation suggesting a weaker product. At higher binder amount, the appearance and the machining operation were better confirming better products at 60 percent and more plastic composition.
Figure 3. Density versus particle size
Permeability of materials
The permeability measurements, using gas (nitrogen), for different panels are permeability coefficients of the order of: k ~ 2,5 10-12 m2 .
The permeability coefficient (Table 3) is independent
from the size of particles and does not seem sensitive to a change in dosage of binder (D1 and D2).
These values are to be compared to the permeability of wood.
The permeability of the panels is of the order of
the magnitude of the longitudinal permeability of a hardwood or softwood sapwood [13].
Consequently, in terms of density, the products obtained are comparable to MDF. Permeability k is equivalent to that of solid wood in the direction of the fibres.
Different types of wood plastic composites based on different sizes of wood particles, and polystyrene were
IJSER © 2013 http://www.ijser.org
International Journal of Scientific & Engineering Research, Volume 4, Issue 4, April-2013 347
ISSN 2229-5518
manufactured in laboratory using a cold press and tested for their density and perméability. The permeability K was comparable to values obtained with wood , 2.5 10-12 m2 , respectively again comparable to thatof a dry wood. Environmental studies need to be carried to determine their potential use for building construction and other uses where the release of solvent may be a problem.
These products are therefore intended to provide functions as a thermal insulating material fills in the walls, for example, wood-frame structures, containers suits, insulated space, etc...
The authors wish to thank the “ Agence Universitaire de la Francophonie: for funding this project, the Laboratory of Solid Mechanics of the Ecole Polytechnique, Palaiseau, France, for making available shuman and materials to Prof. Edmund Adjovi
[1] P.R. Steiner, “Behavior of urea-formaldehyde wood adhesives during early stages of cure,”Forest Prod.J., vol.
37, n°1, 20-22, 1987.
[2] M.DUNKY “Urea-formaldehyde (UF) adhesive resins for wood,” Int. J. Adhésion &Adhésives ,vol.18 95-107,
1998.
[3] C. XING, “ Characterization of urea-formaldehyde resin efficiency affected by four factors in the manufacture of medium density fiberboard,” Thèse de doctorat, Département des sciences du bois et de la forêt de l’Université Laval, Québec, Canada, 2003.
[4] S. KAWAI, H. SASAKI, “Production technology for low density particleboard I. Forming a density gradient and its effects on board properties,” Mokuzai Gakkaishi vol.32, n° 5 : 324-330, 1986.
[5] J.W. ROSTHAUSER, K.W. HAIDER HUNT R. N., W. S. GUSTAVICH, “Chemistry of pMDI wood binders: Model studies,”31st Int. Particleboard/Composite Materials Symposium Proceedings, Pullman, Washington, USA, 1997.
[6] N. BOQUILLON, U. SCHÖNFELD, “ Etude de polymères obtenus par réticulation d’huile de lin époxidée : Application comme adhésif pour la mise en forme de panneau de paille et comme matière renforcée par des fibres de chanvre, “Jadh , n° 117-120, 2001.
[7] L.A. DONALDSON, T.D. LOMAX , “Adhesive / fiber
interaction in medium density fiberboard,” Wood. Sci. Technol. Vol. 23, n° 371-379, 1989.
[8] B-D. PARK, B. RIEDL, W. HSU E., J. SHIELDS “Application of cure-accelerated phenol formaldehyde (PF) adhesives for three-layer medium density fiberboard (MDF) manufacture,” Wood Sci. Technol. Vol. 35, n° 311-
323, 2001.
[9] C. AMEN-CHEN, B.RIEDL, X.WANG, C. ROY, “Softwood bark pyrolisis oil-PF resols, Part I: Resin synthesis and OSB mechanical properties, “ Holzforschung vol. 56, n°167-175, 2002.
[10] M, HACHMI, A. SESBOU, A, ZOULALIAN, E. MOUGEL, H. AKAÂBOUNE, K. ZOUKAGHE, “Comportement de différentes biomasses marocaines dans la fabrication de composites bois-ciment/gypse,“ Forêt méditerranéenne; vol. 30, n°3, p. 257-264, 2009.
[11] E.C., ADJOVI, V. GBAGUIDI, G. GBAGUIDI, F.
NIANG, A. FOUDJET E., D. GUITARD G. “Composite à base de déchets des industries de bois et de polystyrène expansé d’emballage : Etude d’une possilité d’applications, “ Rev. CAMES « Sciences et Médécine » série A vol. 2, n° 73-76, 2010.
[12] E. Agoua, E. A. Houessou, E. Adjovi, B. Togbedji,
“Tehermal conductivity of composites made of wastes of wood,” Construction and Building Materials, n° 41, 557-562,
2013.
[13] P. PERRE, “Le séchage du bois dans le Bois, “
Matériau d’ingénierie, ARBOLOR, 1994
Author details :
E.C. Adjovi : Ecole Polytechnique d’Abomey-Calavi
(EPAC)/Université d’Abomey-Calavi (UAC), Benin
O1 BP 2009 Cotonou, E-mail : adjed2012@gmail.com E.T. Olodo: Ecole Polytechnique d’Abomey-Calavi EPAC, University of Abomey-Calavi, Benin
03BP1409 Cotonou, E-mail: olodoe@live.fr
F. Niang: University Insitute of Technology IUT/UT, University of Thies, Senegal
D. Guitard: Laboratory Transfers, Flows, Fluids,
Energetics, Bordeaux 1 university - France
A. Foudjet: Regional center of Special education in Agronomy (CRESA forest-wood), University of Dschang - Cameroun
D. P. kamdem: Department of forests, State university of Michigan - USA
IJSER © 2013 http://www.ijser.org