International Journal of Scientific & Engineering Research,Volume 3, Issue 6, June-2012 1
ISSN 2229-5518
Tribological Behavior of Modified Rice Husk
Filled Epoxy Composite
Sudhakar Majhi, S.P.Samantarai, S.K.Acharya
Abstract- Rice husk (RH) is an agricultural waste material abundantly available in rice-producing countries. They are the natural sheaths that form on rice grains during their growth and removed during the refining of rice, these husks have no commercial interest. Rice husk i s a fibrous material and has a varied range of aspect ratio. Thus it can be used as filler for making light weight polym er composites. Keeping this in view the present work has been under taken to develop a polymer matrix composite (epoxy resin) using modified and unmodified rice husk as reinforcement and to study their tribological properties by using pin-on. disc machine. The modified RH composite is found to give better tribologycal properties than unmodified RH composite.
Keywords-Rice husk, tribological properties, Pin-on-disc machine, modified and unmodified rice husk.
I 1.INTRODUCTION
—————————— ——————————
n recent years, natural fiber reinforced with polymer
matrix have attracted the attention of researchers world
wide because of their low cost, lightweight, renewability,
low density, high specific strength,non-
abrasivity,combustibility, non-toxicity, low cost and
biodegradability.Interstingly several types of natural fibers
that are abundantly available, such as jute [1],[2],[3][4], sisal
[5], coir [6],[7] and banana [7] have proved to be good and
effective reinforcement in thermoset and thermoplastic
matrices. The easy availability of natural fibers and
manufacturing have tempted researchers to try locally
available inexpensive fibers and to study their feasibility of
reinforcement purposes and to what extent they satisfy the required specifications of good reinforced polymer composite for tribological applications [8]. With regards to the usage of natural fibers as reinforcement for tribological
application in polymeric composites, lots of work has already been done on various types of polymer and fibers. Hashmi et al.[9] investigated the sliding wear behavior of cotton–polyester composites and obtained better wear properties on addition of cotton reinforcement. Tong et al. [10] studied the abrasive wear behavior of bamboo and reported that the abrasive resistance of a bamboo stem is affected by the vascular bundle fiber orientation with respect to the abrading surface and the abrasive particle size. Recently, Chand and Dwivedi[11] report that the maleic- anhydride-grafted polypropylene improved the wear properties of jute–polypropylene composites.
————————————————
![]() Mr. S.P.Samantarai is currently pursuing Ph.D program at NIT
Mr. S.P.Samantarai is currently pursuing Ph.D program at NIT
Rourkela,Odisha,INDIA,.E-mmdkiom@gmail.com
![]() Dr. S.K Acharay is a professor in Department of Mechanical Engineering,
Dr. S.K Acharay is a professor in Department of Mechanical Engineering,
NIT Rourkela, Odisha, INDIA E-mail:drsamirka@yahoo.com
In another paper, they studied the tribological behavior of Wood Flour (WF) loading on epoxy composites[12], and found that WF loading increases the load carrying capacity of epoxy and decrease its wear resistance. Tayeb[13] reports the tribo-potential of sugarcane fiber reinforcement in the thermoset polymers for enhancing the adhesive wear resistance. Like these natural fibers, rice husk is also one of the important natural fiber available in India. Rice is one of the most popular and largest grown agriculture crops in India. Consequently, rice husk is produced as agricultural waste in huge quantity. Rice husk is the outer covering which surrounds the paddy grain and accounts for 20–25% of its weight [14]. It is removed during rice milling. During milling of paddy about 20% of the weight of paddy is received as husk. It is used mainly as fuel for heating in Indian homes, cottage industries and in the rice mills
to generate steam for the parboiling process. The important properties of Rice husk is that, it is a fibrous material and has a varied range of aspect ratio. In addition rice husk contains 20% ash, 22% lignin, 38% cellulose, 18% pentosans and 2% moisture which makes this as a potential filler for making lightweight polymer composites.
Keeping this in view the present work has been under taken to develop a polymer matrix composite (epoxy resin) using modified and un-modified rice husk as reinforcement. The composite are prepared with different concentration of rice husk and the abrasive wear behavior of the composites has been studied with different fiber loading.
The type of epoxy resin used in the present investigation is Araldite LY556 and hardener HY 951, supplied by Ciba- Geigy of India Ltd. The Rice husks were collected locally. They were washed several times with plain water to remove the dust and other foreign particles adherence to the fibers and were dried in sun light. After drying, a batch of RH surface were modified through Benzoylation treatment. The process of treatment is carried out as per the procedure
IJSER © 2012
International Journal of Scientific & Engineering Research,Volume 3, Issue 6, June-2012 2
ISSN 2229-5518
explained by Xue LI et.al [15] A mixture of epoxy resin and hardener was prepared in the ratio of 10:1 at room temperature. Different amounts of plain RH (5, 10,15, 20 wt%) were added separately in the above epoxy mix and stirred for 10 min using a glass rod to obtain uniform dispersion. Because of stirring the fibres were randomly distributed in the matrix. The final resultant mix of RH and resin was poured into cylindrical moulds (Fig. 1) and fixed properly. During fixing some of the polymer mix was squeezed out. Care was taken for this in the experiment to make composite pins of length 35mm and diameter 10mm. The samples were kept in the moulds for curing at room temperature (29 ◦C) for 24 h. Cured samples were then removed from the moulds and used for different measurements. The process of making treated RH composites is also same as untreated RH.

Wear tests were carried out by using a pin-on disc wear tester (Fig.2) supplied by Magnum, Bangalore. Abrasive paper of 400 grade (grit-23 μm) was pasted on a rotating disc (EN 31 Steel disc) of 120mm diameter using double-sided adhesive tape. The sample pin was fixed in a holder and was abraded under different applied loads (5N, 7.5N and 10N). Each set of test was carried out 6 times for a period of 5 minutes run. After each run the samples were removed from
the machine and weighted accurately to determine the loss in weight. The experimental details are presented in table 1.
Experimental Details
Test Parameters | Units | Values |
Weight fraction of fiber | % | 0,5, 10, 15 and 20 |
Load (L) | N | 5, 7.5, 10 and 15 |
Sliding Velocity (v) | m/s | 1.5708 |
Track radius (r) | mm | 50 |
Temperature | 0C | 25 |
Wear rate was estimated by measuring the mass loss in the specimen after each test and mass loss, ∆m in the specimen was obtained. Care has been taken after each test to avoid entrapment of wear debris in the specimen. Wear rate which relates to the mass loss to sliding distance (L) was calculated using the expression,
Wr = ∆m/L ------------------------------------ (1)
For characterization of the abrasive wear behavior of the
composite, the specific wear rate is employed. This is
defined as the volume loss of the composite per unit sliding
distance and per unit applied normal load. Often the inverse
of specific wear rate expressed in terms of the volumetric
wear rate as
Ws = Wv / Vs Fn -------------------------- (2)
where Vs is the sliding velocity.
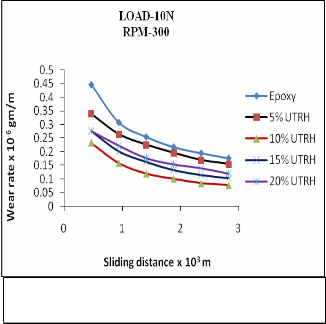
The variation of wear rate with sliding distance for a specified normal load is shown in Figure-3.It is clear from the figure that the abrasive wear rate decreases with addition of rice husk fibers as the sliding distance increases for all wt% of fibers including pure epoxy. It is also observed that 10wt%fiber shows least wear rate. Higher wt% of fiber also shows lower wear rate but higher than 10wt%, still lower than pure epoxy. Thus it can be conclude that addition of the rice husk fibers in epoxy is very effective in improving its wear resistance. This increase in wear rate for higher volume fraction of fiber (15and20wt %) might have happened due to agglomeration of fibers in the composite, which leads to poor interfacial adhesion between the fiber and the matrix.
IJSER © 2012
International Journal of Scientific & Engineering Research,Volume 3, Issue 6, June-2012 3
ISSN 2229-5518
counterface abrasives.
Fig-3 .Variation of Wear Rate with Sliding
Distance.UTRH-Untreated Rice Husk
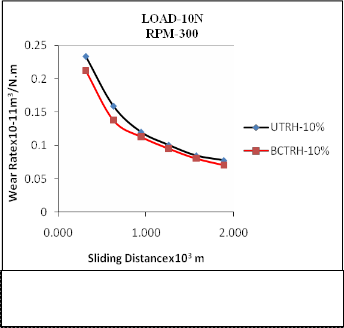
Fig-5 Variation of Wear Rate with Sliding Distance
.UTRH-Untreated Rice Husk. BCTRH-Benzoyl Chloride
Ttreated Rice Husk
Fig-4. Variation of Specific Wear Rate with Sliding
Distance. UTRH-Untreated Rice Husk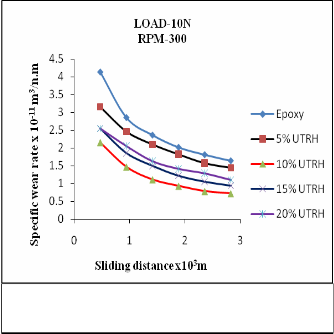
Figure 4 shows the specific wear rate of the composite with sliding distance. It is observed from the figure that the specific wear rate decreases with increasing sliding distance. Further it is observed from the result that, the range of specific wear rate is high at initial stage of sliding distance and achieved a steady state at a distance of about 282.75 m. In other words, there is less removal of material at longer sliding distances and this could be due to multipass abrasive condition in which severity of the abrasives decreases wih repeated passes causing minium wear for maximum test duration. In multipass abrasion the steady state condition is probably due to the transfer film of polymer on to the
Fig-6 Variation of Specific Wear Rate with Sliding Distance. UTRH-Untreated Rice Husk. BCTRH-Benzoyl Chloride Treated Rice Husk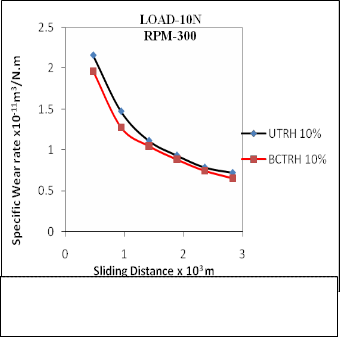
Fig-5&Fig-6 shows the comparison of wear rate and specific wear rate between untreated and treated rice husk (10wt %) epoxy composites. It is clear from the figure that in case of treated rice husk epoxy composite both the abrasive wear rate and specific wear rate is minimum as compared to untreated rice husk epoxy composite. This happened because the compatibility between rice husk particles and polymer increases due to fiber treatment. This is possible because the treatment completely wets the surface of RH and more and more OH groups are used for chemical
IJSER © 2012
International Journal of Scientific & Engineering Research,Volume 3, Issue 6, June-2012 4
ISSN 2229-5518
bonding.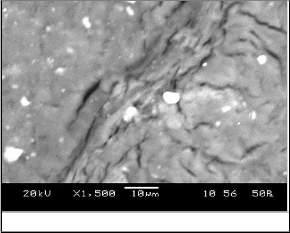
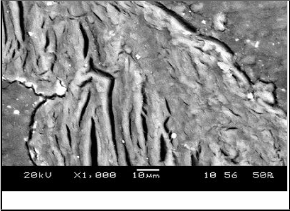
Fig-7-(a)
Fig-7-(b)
Fig-7: Scanning Electron Micrograph of Worn Surface of (a)-10% by weight Untreated Rice Husk Reinforced Epoxy Composite and (b)-10% by weight Benzoyl Chloride Treated Rice Husk Reinforced Epoxy Composite,
Scanning electron microscopy (SEM) JeolJSM- 6480LV was used to examine the microstructure of the samples and the morphologies of worn surfaces.
From the surface topography of the unmodified rice husk (Fig-7(a)) and modified rice husk (Fig-7(b)). It seems that matrix cracking and surface damage are more pronounced for unmodified filled Rice husk composite. Both longitudinal and transverse cracks are seen on the fiber surface. For modified rice husk filled composite, it is seen that though the surface topography is not smooth, surface damage appears to be minimal and only longitudinal cracks are visible on the fiber surface in the direction of rolling. The treatment of fiber surface probably restricted the cracks to propagate in the transverse direction which in turn improves
the wear resistance of the composite.
The following conclusions are drawn from this study.
1. The incorporation of rice husk in to epoxy can
significantly reduces the abrasive wear loss. The optimal
wear resistance property was obtained at a fiber content of
10 percent weight fraction.
2. Wear resistance of the rice husk reinforced epoxy composite can be increased if the surface of the rice husk is treated suitable.
3. With increasing sliding distance, wear rate gradually decreases and attains an almost steady state in multi pass condition.
4. The specific wear rate of composite decreases with addition of fiber. In this present study, the optimum fiber fraction which gives maximum wear resistance to the composite is found to be 10 weight percent.
[1] Roe, P. J. and Ansell, M. P. (1985). Jute-Reinforced Polyester
Composites, J. Mater. Sci., 20: 4015–4020.
[2] Sridhar, M. K., Basavarappa, G., Kasturi, S. G. and Balasubramaniam, N. (1984). Mechanical Properties of Jute/Polyester Composites, Indian J. Tech., 22: 213–215
[3] Kumar, P. (1986). Mechanical Behavior of Jute Fiber and their
Composites, Indian J. Tech., 24: 29–32.
[4] Shah, A. N. and Lakkad, S. C. (1981). Mechanical Properties of Jute- Reinforced Plastics, Fibre Sci. Tech., 15: 41–46.
[5] Bisanda, E. T. N. and Ansell, M. P. (1991). The Effect of Saline Treatment on the Mechanical and Physical Properties of Sisal–Epoxy Composites, Comp. Sci. Tech., 41: 165–178.
[6] Prasad, S. V., Pavithran, C. and Rohatgi, P. K. (1983). Alkali Treatment of
Coir Fibers for Coir–Polyester Composites, J. Mater. Sci., 18: 1443–1454. [7] Pothan, L. A., Thomas, S. and Neelakantan, N. R. (1997). Short Banana
Fiber- Reinforced Polyester Composites: Mechanical, Failure and Aging
Characteristics, J. Reinforced Plastics, 16: 744–765.
[8] Eleiche, A. M. Amin, G. M. (1986), ―The Effect of Unidirectional Cotton
Fibre Reinforcement on the Friction and Wear characteristics of Polyester‖, Wear,112 (1), 67-78.
[9] Hasmi, S.A.R., Dwivedi, U.K, and Chand, N.Graphite modified cotton
fibre reinforced polyster composites under sliding wear conditions
.Wear,2007,262,1426-1432.
[10] Tong, J.Effect of vascular fiber content on abrasive wear of bamboo.Wear, 2005, 259, 78-83.
[11] Chand and Dwivedi, U.K .Effect of coupling agent on abrasive wear behavior of chopped jute fiber –reinforced polypropylene composites. Wear, 2006, 261, 1057-1063.
[12] Dwivedi, U.K and Chand, N Influence of wood flour loading on
tribologycal behaviour of epoxy composites.polym.Compos.,2008,291189-
1192.
[13] EL-Tayeb,N.S.M A study on the potential of sugarcane fi bers/polyester composite for tribologycal applications. Wear, 2008, 265,223-235.
[14] B.M. Jenkins, Physical Properties of Biomass, Gordon and Breach, New
York,1989.
[15] Xue Li.Lope G.Tabil. Satyanarayan Panigrahi.‖ Chmical
IJSER © 2012
International Journal of Scientific & Engineering Research,Volume 3, Issue 6, June-2012 5
ISSN 2229-5518
Treatments of Natural Fiber for Use in Natural Fiber-Reinforced
Composites‖ J Polym Environ(2007),28.
IJSER © 2012