International Journal of Scientific & Engineering Research Volume 2, Issue 6, June -2011 1
ISSN 2229-5518
The Effect of High Temperature on
Viscosity of Palm Oil During the Ripening
Process of Fresh Fruits
Afshin.Keshvadi, Johari.Bin.Endan, Haniff.Harun, Desa.Ahmad, Farah Saleena
Abstract— This research was done on Tenera oil palm variety (A cross between Dura and Pisifera) on eight-year-old palms planted in 2003 at the Malaysian Palm Oil Board (MPOB) Research Station. Fresh fruit bunches were harvested and were removed the fruits from outer and inner layers of them randomly, during the ripening process between 8, 12,16 and 20 weeks after anthesis for oil extraction and determine to the affect of high temperature on palm oil viscosity as a Non-Newtonian fluid during the ripening process. The soxhlet extraction tubes with hexane were used to palm oil extraction. Oil viscosity as a one of the important rheological properties of palm oil during the oil development in the bunch and constant function of shear rate, exhibiting Non-Newtonian fluid behaviors was measured by Rheostress, (Thermo Hakke, RS 600, Germany) with rotary parallel plates (35 mm diameter and 0.5 mm gap distance) in order to the effect of high temperature on palm oil viscosity. The oil was
sheared at a constant shear rate of 100 s-1 over temperatures ranging from 20 to 70 °C and viscosity was then measured. All
experiments were carried out in Microsoft Excel and MSTAT-C to statistical analysis and Regression coefficients.
Index Terms— Constant, High temperature, Oil palm FFB, Oil extraction, Ripening, Statistical analysis and Viscosity
—————————— • ——————————
n the food industry, viscosity is one of the most impor- tant parameters required in the design of technological process. On the other side, viscosity is also an important factor that determines the overall quality and stability of a food system. From the physicochemical point of view, viscosity means the resistance of one part of the fluid to move relative to another one. Therefore, viscosity must be closely correlated with the structural parameters of the
fluid particles.
The raw palm oil as pressed from the fruit is a product even cruder than the commercial crude palm oil. It con- tains a lot of fiber, dirt, water, soluble impurities and con- siderable amount of debris. The average composition of the raw palm oil as received from the screw press is 40-
75% oil, 10-40% water and 6-25% non-organic solids (4K.H Lim and Whiting, 1977). The crude palm oil is left in a clarifier to allow for the separation of oil from water. Wa- ter and its content of debris from immiscible liquids with the oil.
The heavier water and debris settle to the bottom leaving
Co-Author Afshin Keshvadi is currently pursuing Ph.D degree
Program in Food engineering from Department of Process and
• Food Engineering, Faculty of Engineering, Universiti Putra Malaysia
(UPM).
• E-mail: keshvadiafshin@mail.com
the relatively clean and light oil on the top to be skimmed off later. The effect of the operating conditions, such as temperature and shear rate on the density is relatively small compared to their effect on viscosity (1B.Marcia, et al. 2002). Hence, the density may be treated as a constant and the viscosity is considered the main operating condi- tion influencing the separation process. Regardless of the numerous researches conducted previously, a reliable model to predict the effect of the independent operating conditions on the viscosity of crude palm oil is still lack- ing. This is due to the difficulty in studying crude palm oil, which behaves as a non-Newtonian fluid (4K.H Lim and Whiting, 1977), and also due to the composition complexity of the mixture itself (oil, water and debris). The fact is that, in all previous works to determine the design equations of crude palm oil settlers, the viscosity of crude palm oil mixture was always assumed, incorrect- ly to be an additional variable, independent of tempera- ture and shear rate (4,5K.H Lim and Whiting, 1977.1982).
Previous experimental work proved that crude palm oil is a non-Newtonian fluid. The viscosity was shown to change with shear rate applied. The power law, Eq.1, is widely used in literature to express the effect of shear rate on the viscosity of non-Newtonian liquids at constant temperature (6Aksel, 2002. and 2Wallis, 1969).
n-1 (Eq. 1)
IJSER © 2011 http://www.ijser.org
International Journal of Scientific & Engineering Research Volume 2, Issue 6, June -2011 2
ISSN 2229-5518
The viscosity of crude palm oil was found to decrease with shear rate (4K.H Lim and Whiting, 1977), this beha- vior is called shear thinning, which is characterized by the value of the power index n being less than unity.
On the other hand, temperature changes also affect the apparent viscosity of crude palm oil. Like any other liq- uid, the viscosity of crude palm oil is expected to reduce as temperature increases. This phenomenon is explained by the reduction of the inter-molecular attractions with increasing temperature.
In other research, the flow behaviors of vegetable oils were measured over temperature ranging 20 to 70 °C to finding effect of high temperature on vegetable oil viscos- ity (3Juyoung K. et al. 2009).
Two eight-year oil palms (Elaeis guineensis), Tenera variety were obtained for each stage of ripening time 8,12,16 and
20 weeks after anthesis (total of 8 palms with almost same stage of bunch’s anthesis) from MPOB Research Station. Two bunches were harvested from two palms (one bunch from each palm) for each stage of ripening, from January till may 2010 and then fruits (total of 60 samples) were collected during the ripening process from outer and in- ner layers randomly, to oil extraction from mesocarp and kernel (after 12 weeks with kernel formation).
The samples were weighed and chopped, then were dried in the oven under 70°C for a day to remove the water in the fruits. The dry mesocarp and kernels were weighed and blended to get particle separately .The Oil was ex- tracted in soxhlet extractor available in MPOB oil analyz- ing laboratory, using chemical solvent namely hexane.
The flow behaviors of palm oil during the ripening stages (8,12,16 and 20 weeks after anthesis) were measured by using a controlled-stress rheometer (Rheostress RS600, Thermo Hakke, Germany) with rotary parallel plates (35 mm diameter and 0.5 mm gap distance) at constant shear rate 100 s-1, Over temperatures ranging from 20 to 70 °C. Also, after 12 weeks, Simultaneous with kernel formation, the kernel oil samples from 12,16 and 20 weeks after an- thesis were impressed by high temperature to investigate of oil viscosity changes.
To analyze and compare of the changes in mesocarp oil viscosity during the ripening phase from 8 to 20 weeks after anthesis were analyzed and compared. The results of variance analysis showed significant differences in me- socarp oil viscosity between sampling times (8, 12, 16 and
20 weeks after anthesis) (p < 0.01), (Table 1).
TABLE 1
Analysis of variance for mesocarp oil viscosity at different times of sampling
*, **Significant levels at 5 and 1%, ns – not significant
The mesocarp oil viscosity over sampling time showed that with growth over time mesocarp oil viscosity in- creased significantly. Minimum viscosity at the beginning stages of fruit development (8 weeks) was 0.019 Pascal, while at 12 weeks of growth it was increased to 0.040 Pas- cal. At 16 weeks after anthesis the mesocarp oil viscosity was further increased by 18.6% to 0.047 Pascal. The max- imum mesocarp oil viscosity recorded at the end of ripen- ing at 20 weeks after anthesis was 0.91 Pascal.
The difference in mesocarp oil viscosity between 12 and
16 weeks was not significant (Table 2).
TABLE 2
Mean comparison of viscosity during the ripening stages (Means with the same letters are not significantly different at p < 0.01)
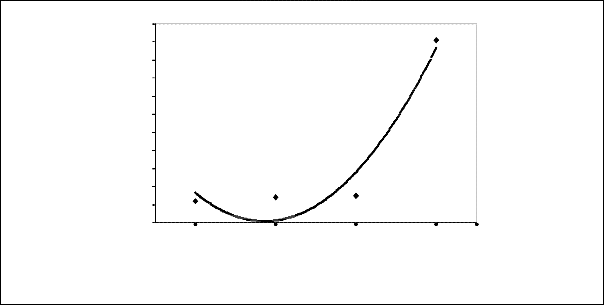
Figure 1, Shows the changes of mesocarp oil viscosity by passing of growth periods until end of ripening stage.
The results showed that the changes in mesocarp viscosi- ty followed an polynomial function; while the trend in
IJSER © 2011 http://www.ijser.org
International Journal of Scientific & Engineering Research Volume 2, Issue 6, June -2011 3
ISSN 2229-5518
increasing temperature showed that these changes over sampling time followed a non-linear exponential func- tion. The high correlation between increasing temperature
1
0.9
0.8
0.7
0.6
0.5
0.4
0.3
0.2
0.1
0
-0.1
y = 0.2105x2 - 0.7845x + 0.6365
R² = 0.93
8 weeks 12 weeks 16 weeks 20 weeks
Time (week)
mesocarp oil viscosity showed an upward movement, although, somewhat slow between 8 - 16 weeks, but sub- sequently between 16-20 weeks (ripening stage) the oil viscosity increased significantly at an polynomial rate. There was a high positive correlation (R2= 0.93) between mesocarp oil viscosity and increase in ripening. The process showed that the main part of fruit content changes occurred between 16-20 weeks. This was recog- nized as the sensitive stage when any changes in envi- ronmental conditions will have a major effect on oil com- position and oil yields.
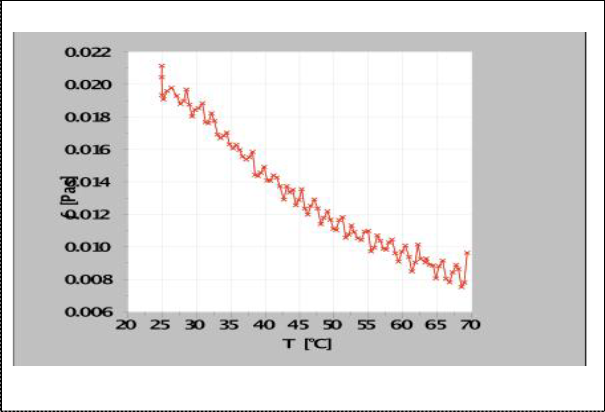
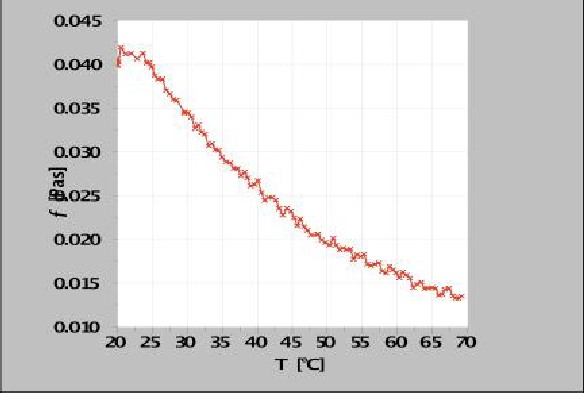
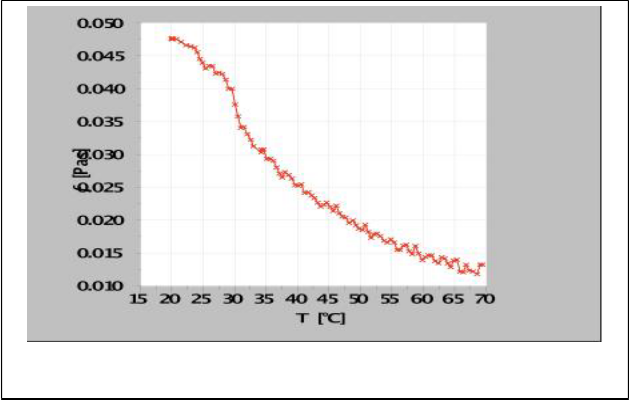
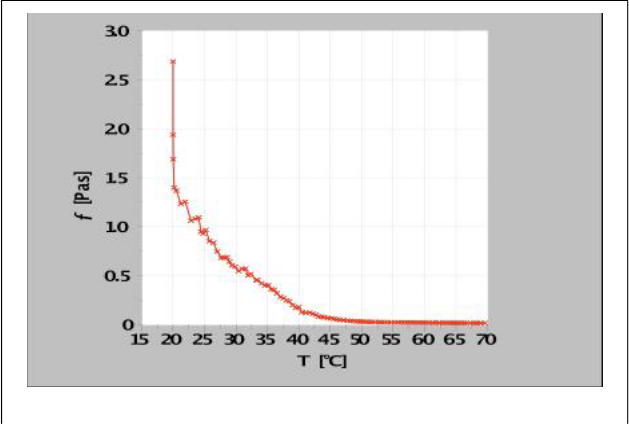
The flow behavior of mesocarp oil viscosity at different sampling times was investigated as a function of tem- perature ranging from 20 to 70oC. All of the four meso- carp oil samples (at 8, 12, 16 and 20 weeks after anthesis) exhibited the same viscosity pattern over temperature, which was a non-linear decrease in viscosity with increas- ing temperature. At each sampling time, the oil viscosity value decreased with increase in temperature from 20 –
70oC. The reductions recorded were as follows: at 8 weeks from 0.019 to 0.008 Pas, at 12 weeks from 0.040 to 0.013
Pas, at 16 weeks from 0.047 to 0.014 Pas, and at 20 weeks from 0.91 to 0.016 Pas.
Regression analysis on the changes in oil viscosity with
and decreasing viscosity in equations showed the high accuracy of the prediction equation to explain the changes in viscosity under increasing temperature (Figures 2 to 5).
![]()
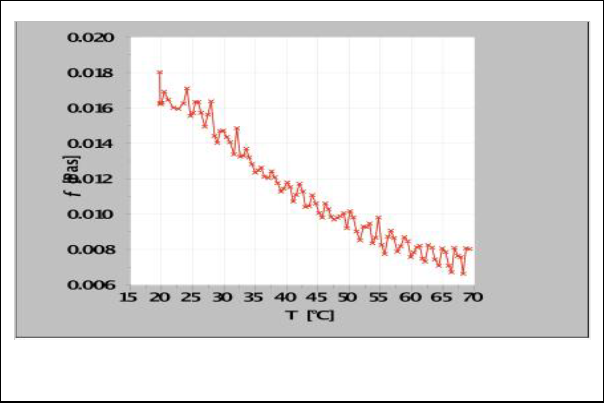
The flow behaviors of kernel oil viscosity at different sampling times were investigated as a function of tem- perature ranging from 20 to 70o C. All of the three kernel oil samples extracted at 12, 16 and 20 weeks after anthesis exhibited the same viscosity pattern over temperature, which was a non-linear decrease in viscosity with increas- ing temperature. At each sampling time, kernel oil viscos- ity value decreased when the temperature was increased between 20 – 70oC. The reductions recorded were as fol- low: at 12 weeks from 0.018 to 0.007 Pas; at 16 weeks from
0.035 to 0.011 Pas; and at 20 weeks from 0.046 to 0.012
Pas.
Regression analysis of changes in kernel oil viscosity with increasing temperature showed that these changes over sampling time followed a non-linear exponential func- tion. The high correlation between increasing temperature and decreasing viscosity in the equations showed the high accuracy of above equation to explain the changes in viscosity under temperature changes (Figures 6 to 8).
IJSER © 2011 http://www.ijser.org
International Journal of Scientific & Engineering Research Volume 2, Issue 6, June -2011 4
ISSN 2229-5518
IJSER © 2011 http://www.ijser.org
International Journal of Scientific & Engineering Research Volume 2, Issue 6, June -2011 5
ISSN 2229-5518
IJSER © 2011 http://www.ijser.org
International Journal of Scientific & Engineering Research Volume 2, Issue 6, June -2011 6
ISSN 2229-5518
Temperature o C
weeks after anthesis
All mesocarp oil samples (at 8, 12, 16 and 20 weeks after anthesis) had a non-linear decrease in viscosity with in- creasing temperature. This reduction was recorded as follow; for oil in 8 weeks from 0.019 to 0.008 Pas, oil in 12 weeks from 0.040 to 0.013 Pas, for 16 weeks from 0.047 to
0.014 Pas and 20 weeks from 091 to 0.016 Pas in tempera- ture ranged 20 – 70o C. All of three oil samples (kernel oil at 12, 16 and 20 weeks after anthesis) exhibited the same viscosity pattern over temperature, which was a non- linear decrease in viscosity with increasing temperature. This reduction was recorded as follow; for oil in 12 weeks from 0.018 to 0.007 Pas, for 16 weeks from 0.035 to 0.011
Pas and for 20 weeks from 0.046 to 0.012 Pas in tempera- ture ranged 20 – 70o C.
Analysis of regressive model of changes of oil viscosity, under temperature increasing showed that these changes on different four sampling times followed a non-linear and exponential function. High correlation between in- creasing temperature and decreasing viscosity in equa- tions showed the high accuracy of above equation to ex- plain the changes of viscosity under temperature changes.
(3Juyoung K and Deok N 2009) showed that the highest viscosity was observed in hazelnut oil, followed by olive, canola, corn, soybean, sunflower and grape seed oils. In addition, a high correlation (R2 = 0.94) demonstrated that the flow behaviors of vegetable oils were positively go- verned by their major components also shown that a more rapid change in viscosity with temperature was observed in the oils containing more double bonds (R2 =
0.71).
As we can see, since the stability of oils over time could vary depending on the oil type and further research would be necessary to investigate how pertinent parame- ters of the oils and their consequent oil uptake patterns are changed by frying conditions (time and temperature) and repeated use.
Thanks to almighty God who had given me the strength to further my studies.
I would like to convey my heartiest thanks and apprecia- tion to the chairman of my supervisory committee, Asso- ciate Professor Ir. Dr. Johari Endan, Department of
IJSER © 2011 http://www.ijser.org
International Journal of Scientific & Engineering Research Volume 2, Issue 6, June -2011 7
ISSN 2229-5518
Process and Food Engineering, Faculty of Engineering, Universiti Putra Malaysia (UPM) for his encouragement and support throughout the study.
Special thanks to my supervisory committee, Professor. Dr. Desa Ahmad, Dr. Haniff Harun and Dr. Farah Saleena for their constructive comments and help and also to the Professor Dr. Miskandar, Mrs. Rosnah and Mr. Santiago for their help related to using the Malaysian Palm Oil Board (MPOB) field, Oil Analyzing Laboratory and re- lated instruments.
Thanks to Professor. Dr. Badlishah and Mr. Soaib for help in using instruments of the Food Technology Laboratory. I am thankful to my dear mother and father. Also I’m grateful to my beloved wife, brothers, sister and brother in law for their everlasting support and courage.
[1] B.Marcia, S.Gnter, J.S.Milan, O.A.Elseoul, Vegetable oils-based micro emulsions: Formation, Properties and Application for Soil Decontamination, colloid polymer sci, vol.280, pp.973-983,
2002.
[2] G.B.Wallis, One-Dimensional Two-phase Flow, McGraw-Hill, New York.1969.
[3] Juyoung Kim a, Deok Nyun Kim a, Sung Ho Lee b, Sang-Ho Yoo a, Suyong Lee a, Department of Food Science and Technol- ogy and Carbohydrate Bio product Research Center, Sejong University, South Korea. 2009.
[4] K.H Lim and .A.M Whiting, The influence of Non-Newtonian behaviour of crude palm oil on the design of the clarification station Equipment. The Proceeding of the Malaysian interna- tional symposium on palm oil proceeding and marketing, in- ternational developments in palm oil, Malaysia, 1977.
[5] K.H.Lim, Theory and Application of Clarification in Palm Oil
Mills. Harrison and Crosfield (M) Sdn.Bhd.Malaysia, 1982.
[6] N.Aksel, A Model for Bulk Viscosity of a Non-Newtonian Flu- id, Continuum Mechanics and Thermodynamics, Vol.7, No
3,pp.333-339, 2002.
IJSER © 2011 http://www.ijser.org