International Journal of Scientific & Engineering Research, Volume 5, Issue 12, December-2014 139
ISSN 2229-5518
The Effect of Milling Time on Aluminum- Silicon Carbide Composites Fabricated by Powder Metallurgy
Mustafa Khaleel Ibrahim*, Jamaliah Idris
Faculty of Mechanical Engineering, Universiti Teknologi Malaysia, 81310 UTM Skudai, Johor, Malaysia. Corresponding Author
Corresponding author
e-mail: mustafakhaleel4@gmail.com
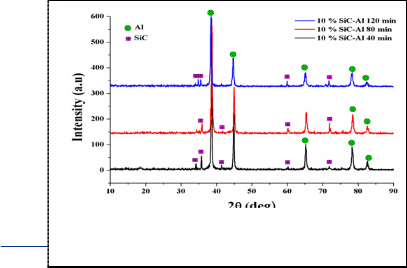
Abstract— To fabricate aluminum- silicon carbide composites, 10 vol% of the silicon carbide powders at size of 20 µm mixed with aluminum powders, Those mixtures were ball-milled for 0, 40, 80, and 120 minute in a planetary ball mill at speed of 200 rpm using zirconia balls.The ball- to powder mass ratio 10:1. The mixed powders are die-pressed at room temperature under a pressure of 10 ton in a 12.7 mm internal diameter cylindrical stainless steel die. The aim of this study is to develop Al – 10 vol %SiC composite by mechanical alloying; the main steps in mechanical alloying are milling, compacting and sintering. Aluminum and silicon carbide powder are mixed by ball milling and it was then sintered at 550° C for 5 hours. The parameter to control the microstructure of the composites is milling time. Microstructure and hardness of the composite were investigated. The results are showed that hardness of the composites has increased as the time of the milling increased. The maximum value of hardness can be obtained at 80 minute milling time. After 80 minute milling time, the hardness starts to drop for Al- silicon carbide composite. Microstructure plays important role in controlling the hardness of the composites.
Index Terms—; Milling time; particles size reduction; reinforcement dispersion; mechanical properties XRD; SEM; EDX.
—————————— ——————————
1 INTRODUCTION
echanical alloying (MA) as a powder processing tech- nique is involve repeated deformation, fracturing and welding of powder particles. Mechanical alloying has
been widely used to synthesize a variety of materials, similar to intermetallic compounds, (non-equilibrium), supersaturat- ed solid solutions, or to the formation of unstable or stable carbides, borides, silicides, nitrides, etc. It is known that the addition of ceramic hard particles to aluminum alloys is in- crease the strength, micro-hardness, and wear resistance. But, it is essential to have an optimal milling parameters (in this study, sintering time, sintering temperature and compact pressure were considered as milling parameters) to achieve excellent mechanical properties. Otherwise, inhomogeneous or agglomeration distribution of SiC reinforcement can lead to decreasing in strength, ductility, and toughness of the compo- site. The mechanical properties can be enhanced when the milling parameters are optimal [1]. Nowadays, Al-based com- posites reinforced with ceramic particles are demanded be- cause of their high strength-to-weight ratios and enhanced mechanical properties such as high specific stiffness wear re- sistance and fatigue resistance. Those metal matrix composites (MMCs) considers as the excellent candidates, and energy dis- persive X-RAY analysis that applied as structural materials in the automobile industry and aerospace [2].
• Mustafa Khaleel Ibrahim is currently pursuing Ph.D degree program in me- chanical /material engineering in Universiti Technologi Malaysia, Malaysia, PH-+6-0187736749. E-mail: mustafakhaleel4@gmail.com
2 MATERIALS AND PROCESSING
In this study, technical grade aluminum was reinforced with
10 vol. % of silicon carbide with particles size of 20µm. During
milling the size, shape and chemical composition of aluminum
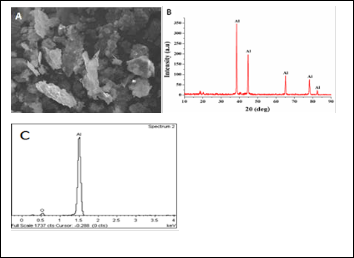
particles are observed by scanning electron microscopy (SEM), X- RAY diffraction (XRD) and energy dispersive X-RAY anal- ysis (EDX). Shown in figure 1: A, B and C for aluminum.
Figure. 1. A, B and C
And for silicon carbide scanning electron microscopy (SEM), X- RAY diffraction (XRD), (EDX). Shown in figure 2: A, B and
IJSER © 2014 http://www.ijser.org
International Journal of Scientific & Engineering Research, Volume 5, Issue 12, December-2014 140
ISSN 2229-5518
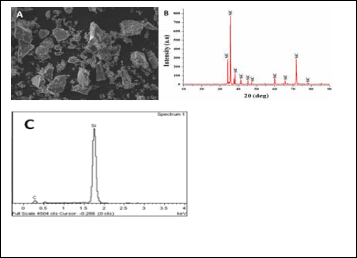
C.
Figure. 2. A, B and C
Figure. 3. SEM images of 10%Sic- Al powder composite, at milling time (a) 0 minute, (b) 40 minute, (c) 80 minute and (d) 120 minute, of
500 x magnification.
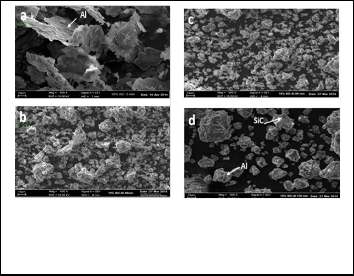
TABLE 1
MILLING PARAMETERS FOR MIXING ALUMINUM AND SILICON CARBIDE POW DERS
Planetary milling | Milling conditions |
Ball to powder mass ratio | 10:1 |
Powder amount, gram | 15 |
Speed, rpm | 200 |
Milling time, minute | 0, 40, 80, 120 |
Balls material | Zirconia |
Atmosphere | Air |
Machine type | Planetary PM 400 |
3 RESULTS AND DISCUSSIONS
3.1 POWDER MORPHOLOGY
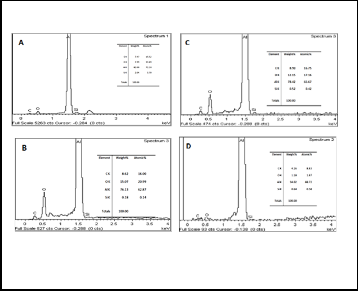
Figure. 4. EDX of 10%Sic- Al powder composite, at (a) 0 minute, (b) 40 minute, (c) 80 minute and (d) 120 minute milling time.
Aluminum powder is mixed with silicon carbide at different milling times 0, 40, 80 and 120 minutes. Silicon carbide with percentage 10% the rest is aluminum. During Study the Effect of the milling time on the particles size and distribution that occurs. We are observed by scanning electron microscope (SEM) two important effects, at milling times of 40 and 80 minutes shown decreasing in particles size. But at 120 minute milling time appears increasing in particles size because of work hardening due to not good dispersion of 10%SiC which causes agglomeration, Shown in figure 3 (A and B).
IJSER © 2 http://www.ijs
Fig. 5. X- RAY diffraction (XRD) of 10%Sic-Al powder composite.
International Journal of Scientific & Engineering Research, Volume 5, Issue 12, December-2014 141
ISSN 2229-5518
3.2 MICROSTRUCTURE AFTER COLD PRESS AND SINTERING
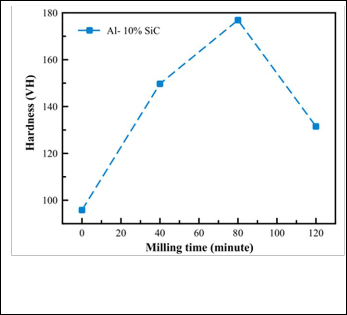
Figure. 6. optical microscope images of 10%Sic- Al samples after
hydraulic press and sintering of 550 ͦ C for 5 hours, at milling time of pressed powder (a) 0 minute, (b) 40 minute, (c) 80 minute, (d) 120
minute.
Figure. 7. Relationship between hardness and milling time of Al-
10% SiC composites.
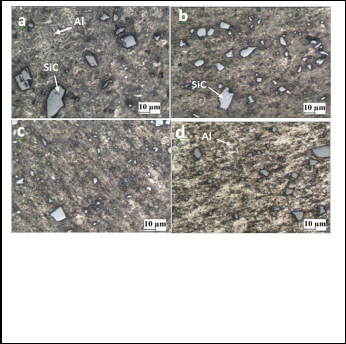
Figures 10 show the optical microscope images of the
10%Sic- Al composites. For 0 minute, Silicon carbide is not
fully distributed in the aluminum matrix but the grains struc-
ture can be observed clearly. With increasing the time of mill-
ing to 40 and 80 minute, the grains structure are started to
disappear may be because of the response from the aluminum
matrix to the deformation. The porosity near the SiC particles
also can be observed in the sample. When milling time of 120
minute, the composite start to segregate due the heavily de- formation of the matrix [7-8].
3.3 HARDNESS TEST
The test performs with load of 10kg on the samples of alumi- num- silicon carbide composite with dimensions 12.7mm in diameter and 4.5mm in height. The hardness increases with increasing the milling time the maximum hardness is at 80 minute milling time because of the response from the matrix to the deformation. During this stage, the deformation may produce lattice distortion in the matrix aluminum, and then this lattice distortion creates lattice strain and increase the dis- location which is the main hardening mechanism. After 120 minute milling time, the effect of dislocation is not the main factor because of the major influence controlled by the elon- gated matrix grain size that may causes segregation [4], [6] & [7].
3.4 COMPRESSION TEST
The samples are produced by hydraulic press with dimen- sions of 10mm in height and 1.5mm in diameter and then are sintered with 550 ͦ C for 5 hours.
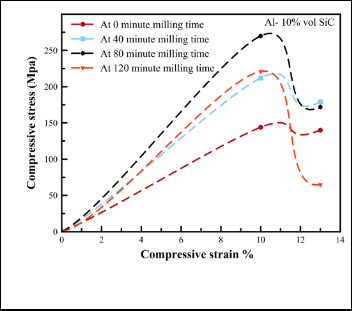
Figure. 8. Compressive test of 10%SiC –Al composite sam- ples.
Figure 8 for (a) at o minute shows the maximum compressive
strength at 144Mpa which were increased with the increasing
IJSER © 2014 http://www.ijser.org
International Journal of Scientific & Engineering Research, Volume 5, Issue 12, December-2014 142
ISSN 2229-5518
in milling time, for (b) at 40 minute milling time the compressive strength increased to 212Mpa, while (c) at 80 minute milling time the compressive strength increased to
270Mpa and for (d) at 120 minute milling time the compressive strength starts to drop to 221Mpa due to work hardness and the increasing of the temperature wkich causes segregation.
4 CONCLUSIONS
With increasing the milling time 0, 40, 80 and 120 minutes, the aluminum- silicon carbide powders morphologies were initial- ly as the stuck aluminum flakes containing silicon carbide par- ticles, and gradually, with fragmenting these flakes the parti- cles size reduces with increasing of the milling time only at
120 minute milling time the particles are increased in size for
10% SiC- Aluminum composite because of work hardness.
With increasing the amount of the reinforcement particles,
cold welding and fracture mechanisms were active faster and
a homogeneous structure was attained. The stress–strain
curves obtained from the phased and continuous compression tests indicate to a decrease in ductility and an increase in strength of the specimens with increasing time of the milling, the amount and size of the reinforcement and initial density of
the porous sample. The hardness and compressive stress in- creases with increasing time of the milling but with increasing of milling time more than 80 minute causes drop in hardness and compressive stress because of increasing of deformation of the grains causes segregation between the aluminum and silicon carbide [5] & [8].
ACKNOWLEDGMENT
The authors would like to thank the Malaysian Ministry of Education (MOE) and Unversiti Teknologi Malaysia for providing the support and facilities for this study.
and characterization of its mechanical properties using non-destructive tech- nique. Materials Science and Engineering: A, 559, 384-393.
REFERENCES
[1] Abdellahi, M., Bhmanpour, M., & Bahmanpour, M. (2014). Optimization of process parameters to maximize hardness of metal/ceramic nanocomposites produced by high energy ball milling. Ceramics International, 40(10), 16259-
16272.
[2] El-Daly, A. A., Abdelhameed, M., Hashish, M., & Daoush, W. M. (2013).
Fabrication of silicon carbide reinforced aluminum matrix nanocomposites and characterization of its mechanical properties using non-destructive tech- nique. Materials Science and Engineering: A, 559, 384-393.
[3] Canakci, A., Varol, T., & Ertok, S. (2012). The effect of mechanical alloying on
Al2O3 distribution and properties of Al2O3 particle reinforced Al-MMCs.
[4] Jamaludin, S. B., Noor Ashiqin, A. R., Shamsudin, S. R., Wahid, M. F. M., & Kamardin, A. (2007). The Effect of Milling Time on Microstrucutre and Hard- ness of the Aluminium Silicon Carbide (Al-10 wt% SiCp) Composite.
[5] Hassani, A., Bagherpour, E., & Qods, F. (2014). Influence of pores on worka- bility of porous Al/SiC composites fabricated through powder metallurgy+ mechanical alloying. Journal of Alloys and Compounds, 591, 132-142.
[6] M. YANG and V.D. SCOTT, J. Mater. Sci. 26 (1991) 1609.
[7] M. SUERY and G. L’ESPERANCE, Key Eng. Mater. 79-80 (1993) 33.
[8] El-Daly, A. A., Abdelhameed, M., Hashish, M., & Daoush, W. M. (2013).
Fabrication of silicon carbide reinforced aluminum matrix nanocomposites
IJSER © 2014 http://www.ijser.org