high/low temperature behavior, wear resistance, and so on, which in turn govern the application of these materials in in- dustrial practice.
International Journal of Scientific & Engineering Research, Volume 5, Issue 12, December-2014 104
ISSN 2229-5518
Surface Integrity analysis in Wire-Cut Electric Discharge Machining of Al 6063/Al2O3 Metal Matrix Composite through Response Surface Methodology
K.Hemalatha1, V.S.K.Venkatachalapathy2 N.Alagumurthy3
Abstract— The development of new, superior engineering materials and the need for precise and low-volume production have made the wire electrical discharge machining (EDM) an important manufacturing process to meet such demands. This research investigates the effect of pulse on-time, pulse off-time and servo feed, three important W EDM process in obtaining good surface finish, optimized material removal rate and kerf on newly formulated Aluminum 6063/Al 2 O 3 composite. Stir casting process is adopted for casting the composite plates with varying mass percentage of alumina (3%, 6%, 9%). The distribution of alumina and aluminium is examined by microstructure analysis, and the material is tested for its mechanical properties such as tensile strength and hardness. The effects of the parameters on the responses were evaluated by response surface methodology, which is based on optimization results. On the basis of optimization results it has been found that a pulse duration (Ton) of 3μs & pulse off time (Toff) 17μs and servo feed 7mm/min, which are the best combination of this analysis.
Index Terms— Surface integrity, Aluminum-Alumina composite, Stir casting process, wire electrical discharge machining, pulse on-time, pulse off-time, servo speed, weight percentage of alumina, response surface methodology, kerf, surface roughness
—————————— ——————————
he development of new, superior engineered materials and the necessitate for light weight, high stiffness, good wear resistance and low thermal expansion coefficient
lead to the development of Al/ Al2 O3 Metal Matrix Composite. Its main function is to transmit and distribute the load to the reinforcement or fibers. This transfer of load depends on the bonding which depends on the type of matrix and reinforce- ment and the fabrication technique.[1,2] . Nowadays research- ers all over the world are focusing mainly on Aluminium be- cause of its unique combination of good corrosion resistance, low density and excellent mechanical properties. The unique thermal properties of Aluminium composites such as metallic conductivity with coefficient of expansion that can be tai- lored down to zero, add to their prospects in aerospace and avionics. [3, 4].
Also, the practice of hard and difficult to machine ma- terials, due to its brilliant technological properties, is exten- sively used in various sectors in modern manufacturing indus- tries. Owing to, its excellent properties and behavior in these
Wire-Cut Electro Discharge Machining (EDM) is a brilliant solution to this problem, It is generally used to machine diffi- cult-to-machine materials, high strength, temperature resistant alloys and manufacturing of tools and dies for machining cavi- tities and counter shaping and cutting.[5]
The material used in the present investigation consists of Al- uminium alloy (Al6063) as the base matrix alloy. Its Chemical composition (%) is Mg = 0.45-0.9, Si=0.2-0.6, Fe=0.35max, Cu=0.1max, Mn=0.1max, Zn=0.1max, Ti=0.1max, Cr=0.1max, Al=balance. It posses high heat dissipation capacity and is suitable for high strength and high temperature applications. The aluminium matrix was reinforced with Al2 O3 of 46 mi- crons in varying percentage of 3%, 6% and 9%.
Typical Stir casting Process includes:
applications even more challenging, its transformation and Step1: Aluminium alloy is melted at 8000C in muffle
processing they present problems which limit the accuracy and rising production costs. Consequently, the machining of
furnace for two hours
Step2:Alumina is melted at 1000 C in another muffle
furnace for same time period
————————————————
• K.Hemalatha currently pursuing Ph.D degree program in Mechanical engineering in Pondicherry Engineering College, India, E-mail: hemalatharohit@gmail.com
• Dr.V.S.K.Vemkatachalapathy, Professor, Department of Mechanical
• Dr.N.Alagumurthi, Professor, Department of Mechanical Engineering, Pondicherry Engineering College, Puducherry, India
such material in an efficient manner is a challenge.
Step3:Melted Aluminium & Alumina are mixed in the
graphite crucible and 5gm of coverall, nucleant & degasser are
added in the melt
Step4:After adding all these, the crucible is kept
inside the furnace
Step5:The molten metal are stirred at speed of 200rpm
for 10minutes
Step6:At the same time, dies are preheated at 3000 C
in another muffle furnace for 2 hours
IJSER © 2014
International Journal of Scientific & Engineering Research, Volume 5, Issue 12, December-2014 105
ISSN 2229-5518
Step7:Finally the molten metal poured into the preheated die and then the metal is allowed to solidify
For the safe design and usage of these composite plates, it is essential that their ultimate strength and mechanical proper- ties need to be determined. Hence various tests are conducted using the fabricated plates.
The important properties which come into play when a com- ponent is subjected to tensile loads are strength, Elasticity & Ductility. The graph below explains detail about the above parameters. From the cast MMC the standard tensile specimen were prepared by machining as per dimensions of ASTM E8. To obtain mechanical properties, specimens with overall length 100mm, thickness of 6mm and a gauge length of 25mm were tested in UNITEX-94100 Universal Testing machine.
Hardness is often a function of the particle size, porosity, and binder material. Hardness is very important to the success of machining operations. The hardness of the samples was measured using UHL Vickers micro hardness measuring ma- chine by applying a load of 0.5Kg and this load was applied
high/low temperature behavior, wear resistance, and so on, which in turn govern the application of these materials in in- dustrial practice.![]()
Fig.1. SEM Image of Al6063+9% Al2O3
TABLE 1
HARDNESS VALUE
for 20 seconds. In order to eliminate the possibility of error a minimum of four hardness readings were taken for each sam- ple.
Microstructure is defined as the structure of a prepared sur- face or thin foil of material as revealed by a microscope above
25× magnification. The microstructure of a material (which can be broadly classified into metallic, polymeric, ceramic and composite) can strongly influence physical properties such as strength, toughness, ductility, hardness, corrosion resistance,
Fig.2. SEM Image of Al6063+6% Al2O3
![]()
Fig.3. SEM Image of Al6063+3% Al2O3
The above SEM images shows creation of grain boundaries the structures show loosely formed grains with Unmodified Vermicular. Silicon segregation in arranged manner of dendrites leading to a “shrinkage prone site”. This happen
IJSER © 2014 http://www.ijser.org
International Journal of Scientific & Engineering Research, Volume 5, Issue 12, December-2014 106
ISSN 2229-5518
due to poor grain refinement as well as poor modification. Thus the casting has all the following defects like shrinkage, gas holes & inclusions. Similar results are reported by [6,7].
Wire EDM (Electrical Discharge Machining) uses electric current and fine wire to cut conductive materials. The cutting typically occurs while the object is submerged in de-ionized water, which helps to cool the process and flush away the cut material. It leaves a smooth surface that often requires no fur- ther finishing or polishing. Noted that the cutting wire should not touch the material and that the cutting itself is due to the erosion that occurs when a spark forms between the cutting wire and the raw material.
The pulse on-time, pulse off-time, servo feed are the basic
machine settings.
Other Initial settings include:
Wire diameter: 0.25mm
Wire tension: 0-26 A
Fluid resistivity: 5x104 Ohm-cm
Fluid Pressure: 12Kg/Cm2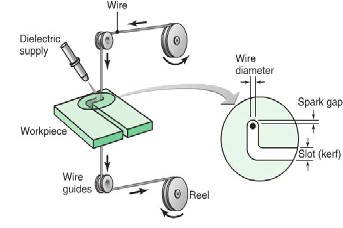
.
It is multi-response parametric optimization tool which is
TABLE 2
THE VALUES AND LEVELS OF THE PROCESS PARAMETERS
used to determine the factor levels that will concurrently suit a
TABLE 3
DESIGN MATRIX AND EXPERIMENTAL RESULT FOR 3% ALUMINA
INPUT PARAMETER | RESPONSE | |||||
R u n | Fac- tor 1 P-ON (µS) | Fac- tor2 P- OFF (µS) | Factor3 Servo Feed (mm/ min) | Re- sponse 1 SR (µm) | Re- spons e2 Kerf (µm) | Re- spons e3 MRR (mm2/ min) |
1 | 6 | 11 | 5 | 2.6 | 287 | 39.9 |
2 | 6 | 17 | 9 | 2.2 | 291 | 40 |
3 | 6 | 14 | 7 | 2.88 | 289 | 38.956 |
4 | 6 | 14 | 7 | 2.7 | 287 | 39 |
5 | 6 | 14 | 7 | 2.7 | 290 | 38 |
6 | 6 | 17 | 5 | 2.45 | 290 | 38 |
7 | 9 | 14 | 5 | 3 | 288 | 35 |
8 | 6 | 11 | 9 | 3.5 | 292 | 36 |
9 | 3 | 11 | 7 | 2.4 | 284 | 40 |
10 | 9 | 11 | 7 | 3.3 | 299 | 37 |
11 | 3 | 14 | 9 | 2.22 | 282.5 | 41.89 |
12 | 3 | 14 | 5 | 2.11 | 282 | 42 |
13 | 9 | 17 | 7 | 3 | 296 | 38 |
14 | 3 | 17 | 7 | 2.1 | 280 | 43.8 |
15 | 9 | 14 | 9 | 2.9 | 298 | 35 |
TABLE 4
set of desired Specifications and to resolve the optimum combination of factors that yields a preferred response and describe the response near the optimum.
IJSER © 2014 http://www.ijser.org
International Journal of Scientific & Engineering Research, Volume 5, Issue 12, December-2014 107
ISSN 2229-5518
TABLE 6
ANNOVA TABLE FOR THE FITTED MODELS:
(SURFACE ROUGHNESS)
TABLE 10
DESIGN MATRIX AND EXPERIMENTAL RESULT FOR 6% ALUMINA
Source | Degrees of freedom | Sum of Squares | Mean Square | F-ratio | P- Value |
Model | 3 | 2.00 | 0.67 | 12.40 | 0.0007 |
A- Pulse on-time | 1 | 1.42 | 1.42 | 26.42 | 0.0003 |
B- Pulse off-time | 1 | 0.53 | 0.53 | 9.78 | 0.0096 |
C- Servo feed | 1 | 0.054 | 0.054 | 1.01 | 0.3358 |
TABLE 7
R-SQUARED VALUES (SURFACE ROUGHNESS VALUES)
Std. Dev. | 0.23 | R-Squared | 0.7718 |
Mean | 2.67 | Adj R-Squared | 0.7096 |
C.V. % | 8.68 | Pred R-Squared | 0.5288 |
PRESS | 1.22 | Adeq Precision | 11.319 |
TABLE 8
ANNOVA TABLE FOR THE FITTED MODELS
(MATERIAL REMOVAL RATE)
Source | Degrees of freedom | Sum of Squares | Mean Square | F- ratio | P- Value |
Model | 3 | 70.81 | 23.60 | 12.99 | 0.0006 |
A- Pulse on-time | 1 | 64.35 | 64.35 | 35.41 | 0.0001 |
B- Pulse off-time | 1 | 5.95 | 5.95 | 3.27 | 0.0977 |
C- Servo feed | 1 | 0.51 | 0.51 | 0.28 | 0.6086 |
TABLE 9
R-SQUARED VALUES
(MATERIAL REMOVAL RATE)
TABLE 5
R-SQUARED VALUES (KERF VALUES)
Std. Dev. | 2.51 | R-Squared | 0.8459 |
Mean | 289.03 | Adj R-Squared | 0.8038 |
C.V. % | 0.87 | Pred R-Squared | 0.6811 |
PRESS | 143.90 | Adeq Precision | 13.28 |
IJSER © 2014 http://www.ijser.org
International Journal of Scientific & Engineering Research, Volume 5, Issue 12, December-2014 108
ISSN 2229-5518
TABLE 12
R-SQUARED VALUES (KERF VALUES)
TABLE 15
ANNOVA TABLE FOR THE FITTED MODELS: (MATERIAL RE-
MOVAL RATE)
TABLE 13
ANNOVA TABLE FOR THE FITTED MODELS:
(SURFACE ROUGHNESS)
TABLE 16
R-SQUARED VALUES (MATERIAL REMOVAL RATE)
STD. DEV. 1.05 R-SQUARED 0.7633
MEAN 44.11 ADJ R-SQUARED 0.6987
C.V. % 2.39
PRED R-SQUARED 0.5405
TABLE 11
ANNOVA TABLE FOR THE FITTED MODEL: (KERF VALUES) PRESS 23.76 ADEQ PRECISION 11.301
SOURCE
DOF SUM OF
SQUARES
MEAN
SQUARE
F-
RATIO
P- VALUE
R-SQUARED VALUES (SURFACE ROUGHNESS VALUES)
MODEL 3 102.03 34.01 32.38 0.0001
A-
PULSE ON-TIME
1 67.28 67.28 64.06 0.0001
B- PULSE OFF-
TIME
1 22.63 22.63 21.55
0.0007
C- SERVO FEED
1 12.12 12.12 11.54 0.0060
IJSER © 2014 http://www.ijser.org
International Journal of Scientific & Engineering Research, Volume 5, Issue 12, December-2014 109
ISSN 2229-5518
TABLE 17
DESIGN MATRIX AND EXPERIMENTAL RESULT FOR 9% ALU-
MINA
TABLE 19
R-SQUARED VALUES (KERF VALUES)
STD. DEV. | 1.98 | R-SQUARED | 0.7763 |
MEAN | 272.95 | ADJ R-SQUARED | 0.6993 |
C.V. % | 0.73 | PRED R-SQUARED | 0.4999 |
PRESS | 91.65 | ADEQ PRECISION | 10.797 |
TABLE 18
ANNOVA TABLE FOR THE FITTED MODEL: (KERF VALUES)
TABLE 21
R-SQUARED VALUES (SURFACE ROUGHNESS VALUES)
Source | DOF | Sum of Squares | Mean Square | F- ratio | P- Value |
Model | 3 | 139.95 | 46.65 | 11.85 | 0.0009 |
A- Pulse on-time | 1 | 28.12 | 28.12 | 7.14 | 0.0217 |
B- Pulse off-time | 1 | 106.95 | 106.95 | 27.17 | 0.0003 |
C-Servo feed | 1 | 4.88 | 4.88 | 1.24 | 0.2891 |
IJSER © 2014 http://www.ijser.org
International Journal of Scientific & Engineering Research, Volume 5, Issue 12, December-2014 110
ISSN 2229-5518
TABLE 22
ANNOVA TABLE FOR THE FITTED MODELS: (MATERIAL RE-
MOVAL RATE)
[1] B.Bobic, S.Mitrovic, M.Babic, I.Bobic“Corrosion of Metal-Matrix Composites with
Aluminium Alloy Substrate”, Tribology in industry, Volume 32, No. 1, (2010)
[2] Vijaya Kumar Bhanot, Dharminder Singh, “Research work on Composite Epoxy Matrix & Ep Polyester reinforced material”, International Journal of Engineering Research & Technology, Vol.2, No.1,(2013)
[3]T. P. Rajan, R. M. Pillai and B. C. Pai, “Review Rein-forcement Coatings and Interfaces in Aluminium Metal Matrix Composites,” Journal Material Science, Vol. 33, No. 14, pp. 3491-3503,( 1998)
[4 ]Mohd Dan.ish, Dr.M.Arif Siddique, “Microstructural & Morphological Evolutions of
Al-Al2O3 Powder Composite during Ball Milling”, International Journal of
Engineering Research & Technology, Vol.1, No.10,(2012)
TABLE 23
R-SQUARED VALUES (MATERIAL REMOVAL RATE)
TABLE 20
ANNOVA TABLE FOR THE FITTED MODELS: (SURFACE ROUGH-
NESS)
Std. Dev. | 1.65 | R-Squared | 0.8199 |
Mean | 47.11 | Adj R-Squared | 0.7708 |
C.V. % | 3.51 | Pred R-Squared | 0.6227 |
PRESS | 62.89 | Adeq Precision | 10.754 |
In the research work, a newly formulated composites (Al- Al2 O3 ) is prepared by the stir casting process. In this stir casting method of casting Al 6063 plate is casted with varying mass of Al2 O3 (3%, 6%, 9%). Also the distribution of Alumina and Aluminium is examined by microstructure analysis, hardness distribution and the material is tested for its mechanical properties such as tensile strength and hardness.
1. The results confirmed that stir casted Al alloy 6063 with Al2 O3 reinforced composite is clearly superior to base alloy Al6063 in the comparison of tensile strength as well as hard- ness.
2. Tensile strength of Al composite was improved by the addi- tion of the Al2 O3 particles.
3. The Percentage elongation of the composite decreased with increase in Al2 O3 content, which confirms that alumina addi- tion increases brittleness.
4. Increasing of hardness with increasing weight percentage of Al2 O3 particles is mainly due to grain refinement and particle strengthening effects.
5. We found that with respect to decrease in pulse on-time, and weight percentage of alumina the kerf decreased
6. With respect to increase in pulse off-time and weight per- centage of alumina surface roughness decreased with increase in surface integrity (Surface finish and texture)
[5] Sanjay Kumar Majhi, M. K. Pradhan, Hargovind Soni, “Optimization of EDM Parameters Using Integrated Approach of RSM, Gray And Entropy Method”, International Journal of Applied Research in Mechanical Engineering (IJARME) ISSN: 2231 –5950, Volume-3, Issue-1, 2013]
[6] Lloyd D.J., “The solidification Microstructure of Particular Reinforcement
Al/SiCComposite”, Scie.Technology, 35:59,(1989)
[7] Long S, Befford O and Bonjour C., “Microstructure and Mechanical Properties of a High Volume Fraction Particle Reinforcement AlCu4MgAg Squeeze Casting’’, Materials Science and Engineering, No.269: 175-185,(1999)
IJSER © 2014 http://www.ijser.org