International Journal of Scientific & Engineering Research, Volume 4, Issue 9, September-2013 390
ISSN 2229-5518
Studies on Aluminium-graphite by Stir Casting
Technique
SARAVANAKUMR.K, VENKATESH.S, HARIKUMAR.P, KANNAN.K, JAYAPAL.V
Abstract- Composite materials are now utilized for many industrial applications for its properties. The objective of this project, preparation of aluminium- graphite composite by stir casting technique with aluminium -graphite composites having 2%, 4% & 6% of pure aluminium
99.5% . An design of experiment technique is adopted to determine efficient Al-Graphite composite. Taguchi method is identified to reduce the combinations of different parameters that is to be used in manufacturing of Al-graphite composite. Minitab software was used for Taguchi optimization. The SEM analysis of the composites was studied to know the arrangement of matrix and hardness test.
Index Terms- metal matrix composite, taguchi method, L9 array, hardness, SEM analysis, wear behavior
1 INTRODUCTION
—————————— ——————————
engineering properties in composites like high elevated
temperature strength, fatigue strength, damping property,
Composite could mean almost anything if taken at face
value since all materials is composed of dissimilar subunits. This module introduces basic concepts of stiffness and strength underlying the mechanics of advanced composite material. Metal matrix composite (MMCs) are one of the important innovations in the development of advanced materials. Among various matrix materials available, aluminum and its alloy are widely used in the fabrication of MMCs. Al based MMCs with various reinforcement like SiC, Al2O3, zircon, graphite and mica because of the likely possibilities of these combinations in forming highly desirable composite.
2 LITERATURE REVIEW
K.K. Chawla [1] Metal-matrix composites (MMCs) are engineered combinations of two or more materials (one of which is a metal) where tailored properties are achieved by systematic combinations of different constituents. Conventional monolithic materials have limitations in respect to achievable combinations of strength, stiffness and density. Engineered MMCs consisting of continuous or discontinuous fibres, whiskers, or particles in a metal achieve combinations of very high specific strength and specific modulus. Furthermore, systematic design and synthesis procedures allow unique combinations of
————————————————
• Saravanakumr.K is currently working as Assistant Professor in the Department of Mechanical engineering in Karpagam University, Coimbatore, India, Email: ksaravanakumr@gmail.com
• Venkatesh.S is currently working as Assistant Professor in the Department of Mechanical engineering in Karpagam University, Coimbatore, India, Email: venkatesme2014@gmail.com.
electrical and thermal conductivities, friction coefficient, wear resistance and expansion coefficient.
T.W. Clyne and P.J. Withers [2].Structurally, MMCs
consist of continuous or discontinuous fibers, whiskers, or
particles in an alloy matrix which reinforce the matrix or provide it with requisite properties not achievable in monolithic alloys.
P. Rohatgi [3]. In a broader sense, cast composites,
where the volume and shape of phase is governed by phase diagrams, for example, cast iron and aluminum-silicon alloys, have been produced by foundries for a long time. The modern composites differ in the sense that any selected volume, shape and size properties in composites like high elevated temperature of reinforcement can be artificially introduced in the matrix.
I.A. Ibrahim et al.,[4]. The modem composites are non
equilibrium combinations of metals and ceramics, where there are fewer thermodynamic restrictions on the relative volume percentages, shapes and size of ceramic phases.
S. Ray [5]. Composite materials are attractive since they
offer the possibility of attaining property combinations
which are not obtained in monolithic materials and which can result in a number of significant service benefits. These could include increased strength, decreased weight, higher service temperature, improved wear resistance, higher elastic modulus, controlled coefficients of thermal expansion and improved fatigue properties.
S.V. Prasad and R. Asthana [6]The quest for improved
performance has resulted in a number of developments in the area of MMC fabrication technology .These includes both the preparation of the reinforcing phases and the development of fabrication techniques.
IJSER © 2013 http://w w w .ijser.org
International Journal of Scientific & Engineering Research, Volume 4, Issue 9, September-2013 391
ISSN 2229-5518
A number of composite fabrication techniques have been developed that can be placed into four broad categories. These are powder metallurgical techniques, liquid metallurgy. The liquid metallurgy techniques include unidirectional solidifications to produce directionally aligned MMCs, suspension of reinforcement in melts followed by solidification, compo casting, squeeze casting, spray casting, and pressure infiltration. The liquid metallurgy techniques are the least expensive of all, and the multi-step diffusion bonding techniques may be the most expensive.
B.P. Krishnan et al., [7].Graphite is a soft grayish-black
greasy substance. The word graphite comes from a Greek
word meaning ‘to write’. The lead in our writing pencils is graphite mixed with clay. Graphite is also known as black lead or plumb ago. Graphite is also crystallized carbon. The carbon atoms of graphite form a crystal pattern that differs from that of the carbon atoms in diamond. In graphite, the carbon atoms are arranged in flat planes of hexagonal rings stacked on one another. This free electron accounts for the electrical conductivity of graphite. The lack of carbon- carbon bonding between adjacent planes enables them to slide over each other making graphite soft, slippery and useful as a lubricant. The presence of free electrons makes graphite a good conductor of electricity and it is used to make electrodes.
S. Biswas et al.,[8].Graphite has the following
properties. (i) Graphite is a soft, slippery, grayish-black
substance. It has a metallic luster and is opaque to light. (ii)Specific gravity of graphite is 2.3. (iii)Graphite is a good conductor of heat and electricity. (iv)Although graphite is a very stable allotrope of carbon but at a very high temperature it can be transformed into artificial diamond. (v)Chemically, graphite is slightly more reactive than diamond.
S.Venkatesh et al.,[9]. Subsequently several aluminum companies further refined and modified the process which is currently employed to manufacture a variety of aluminum metal matrix composites on commercial scale and also which is used to manufacturing the automobile parts.
K.Saravanakumar et al., [10] many optimization
techniques and design of experiment techniques are used to
find the best combinations composite parameters by this technique the quality of metal matrix composites are increased.
In this work taguchi technique through L9 orthogonal
array is used to find the best combinations of metal matrix
composites.
3 MATERIALS AND METHODOLOGY
The matrix material used for the MMCs in this study is pure aluminum. This alloy is best suited for lightweight metal castings. Pure aluminium has numerous benefits like formability, weld ability, corrosion resistance and low cost.Table-1 shows the chemical composition of aluminium and figure-1 shows the stir casting set up. And different process parameters are identified in which Graphite wt.% -
2%, 4% & 6% (1,2 & 3) of aluminium and Stirrer
speed(While slow mixing-600, 700& 800 rpm (A, B & C)
were used and Stirrer speed (After mixing - 350, 400 & 450 rpm (a, b & c) were used with Melting temperature of
670°C & 700°C.
Fig-1. Schematic view of the furnace.
1. Motor 5. Particle injection chamber
2. Shaft 6. Insulation hard board
3. Molten aluminum 7. Furnace
4. Thermocouple 8. Graphite crucible
Table -1 Chemical composition of the 99.5% pure aluminum
Eleme nt wt. % | Si | Fe | Ti | V | Cu | Mn | Al | Others |
| 0.07 | 0.34 | 0.001 | 0.008 | 0.001 | 0.004 | 99.55 | 0.002 |
3.1. Taguchi Method
Taguchi knew statistical theory mainly from the followers of Ronald A. Fisher, who also avoided loss functions. Reacting to Fisher's methods in the design of experiments, Taguchi interpreted Fisher's methods as being adapted for seeking to improve the mean outcome of a process. Table 2 shows the factorial design for all possible combinations and table 3 shows the levels and parameters.
IJSER © 2013 http://w w w .ijser.org
International Journal of Scientific & Engineering Research, Volume 4, Issue 9, September-2013 392
ISSN 2229-5518
Here L9 orthogonal array is used for getting the best possible combinations and results.
Table -2. Factorial design to test all possible combinations
A,1,a, 670 | A,1,b, 670 | A,1,c, 670 | A,1,b, 700 | A,1,a, 700 | A,1,c,700 |
B,1,a, 670 | B,1,b, 670 | B,1,c ,670 | B,1,b, 700 | B,1,a, 700 | B,1,c,700 |
C,1,a, 670 | C,1,b, 670 | C,1,c, 670 | C,1,b, 700 | C,1,a, 700 | C,1,c,700 |
A,2,a, 670 | A,2,b, 670 | A,2,c, 670 | A,2,b, 700 | A,2,a, 700 | A,2,c,700 |
B,2,a, 670 | B,2,b, 670 | B,2,c, 670 | B,2,b, 700 | B,2,a, 700 | B,2,c,700 |
C,2,a, 670 | C,2,b, 670 | C,2,c, 670 | C,2,b, 700 | C,2,a, 700 | C,2,c,700 |
A,3,a, 670 | A,3,b, 670 | A,3,c, 670 | A,3,b, 700 | A,3,a, 700 | A,3,c,700 |
B,3,a, 670 | B,3,b, 670 | B,3,c, 670 | B,3,b, 700 | B,3,a, 700 | B,3,c,700 |
C,3,a, 670 | C,3,b, 670 | C,3,c, 670 | C,3,b, 700 | B,3,a, 700 | C,3,c,700 |
Indeed, Fisher's work had been largely motivated by programmes to compare agricultural yields under different treatments and blocks, and such experiments were done as part of a long-term programme to improve harvests. However, Taguchi realized that in much industrial production, there is a need to produce an outcome on target, for example, to machine a hole to a specified diameter, or to manufacture a cell to produce a given voltage. He also realized, as had Walter A. Shewhart and others before him, that excessive variation laid at the root of poor manufactured quality and that reacting to individual items inside and outside specification was counterproductive. He therefore argued that quality engineering should start with an understanding of quality costs in various situations. In much conventional industrial engineering, the quality costs are simply represented by the number of items outside specification multiplied by the cost of rework or scrap. However, Taguchi insisted that manufacturers broaden their horizons to consider cost to society. Though the short-term costs may simply be those of non-conformance, any item manufactured away from nominal would result in some loss to the customer or the wider community through early wear-out; difficulties in
interfacing with other parts, themselves probably wide of nominal; or the need to build in safety margins. These losses are externalities and are usually ignored by
manufacturers, which are more interested in their private costs than social costs. Such externalities prevent markets from operating.
Table -3. Process parameters and levels
Experiment | Graphite | Stirrer | Stirrer | Melting |
1 | A | 1 | a | 850 |
2 | A | 2 | b | 810 |
3 | A | 3 | c | 770 |
4 | B | 1 | b | 850 |
5 | B | 2 | c | 810 |
6 | B | 3 | a | 770 |
7 | C | 1 | c | 850 |
8 | C | 2 | a | 810 |
9 | C | 3 | b | 770 |
Efficiently, according to analyses of public economics. Taguchi argued that such losses would inevitably find their way back to the originating corporation (in an effect similar to the tragedy of the commons), and that by working to minimize them, manufacturers would enhance brand reputation, win markets and generate profits.
3.2. Wear Behavior
Wear behavior is the surface damage or removal of material from one or both of two solid surfaces in a sliding, rolling, or impact motions relative to one another. So it is surface phenomenon that occurs by displacements and detachments of materials. Wear problems generally differ from those entailing outright breakage, as wear usually a progressive loss of weight and alterations of dimensions over a periods of time. Wear is undesirable products in almost all machine applications such as bearings seals gears, and cams etc. Wear of those components may range forms mild polishing type attrition to rapid and severe removal of material accommodating with surface roughing. Whether or not wear constitutes failure of these components depends upon whether the wear deleteriously affects the ability of the components to function. Even mild polishing type ear of a close fitting pool in a hydraulic vale may cause excessive leakage and thus constitute failure, even though the surface of the pool is smooth and apparently undamaged .On the other hand, a hammer in rock crusher can continue to function satisfactorily in spite of serve detecting, gouging and removal of as much as several inches of surface metal.
IJSER © 2013 http://w w w .ijser.org
International Journal of Scientific & Engineering Research, Volume 4, Issue 9, September-2013 393
ISSN 2229-5518
3.3. Micro structural Characterization
Scanning Electron Microscopy
Micro structural characterization studies were conducted on unreinforced and reinforced samples. This is accomplished by using scanning electron microscope. The composite samples were metallographic ally polished prior to examination. Characterization is done in etched conditions. Etching was accomplished using Keller‘s reagent. The SEM micrographs of composite and wear debris were obtained using the scanning electron microscope. The images were taken in both secondary electron (SE) and back scattered electron (BSE) mode according to requirement. Microscopic studies to examine the morphology, particle size and micro structure were done by a scanning electron microscope (SEM). Micrographs are taken at suitable accelerating voltages for the best possible resolution using the secondary electron imaging.
3.3. Optical Microscopy
The casting procedure was examined under the optical microscope to determine the cast structure .A section was cut from the castings. It is first belt grinded followed by polishing with different grade of emery papers. Then they were washed and polished in clothes and then washed, dried and etched with Keller‘s solution and then examined though optical microscope.
3.4. Mechanical Properties Observation
Hardness
Bulk hardness measurements were carried out on the base metal and composite samples by using standard Brinell hardness test. Brinell hardness measurements were carried out in order to investigate the influence of particulate weight fraction on the matrix hardness. Load applied was 0.5kg and indenter was a steel ball of 5 mm diameter.
4 RESULTS AND DISCUSSIONS
The best combinations of process parameters are found from taguchi’s L9 orthogonal array. Then by this combinations the metal matrix composite were created by stir casting method. Then this composite material was tested based on wear behavior, microstructure analysis by scanning electron microscopy and mechanical properties are observed by Brinell hardness test. Table 4 shows the compositions of aluminium and graphite for reinforcement.
Table – 4. Composition of Graphite and aluminium used as reinforcement in wt%
Compounds | Percentages Gr (%) |
Al(500gm) | 2% |
Al(500gm) | 4% |
Al(500gm) | 6% |
4.1. Optical Microstructure of Cast
Composites
The cast structure is tested by optical micro structure analysis. The fig shows the pure Al+ 2% graphite composite and the fig shows the pure Al+ 6% graphite composite.

Fig -2. Pure Al+ 2% Graphite composite
Fig -3. Pure Al+ 6% Graphite composite
4.2. SEM micrographs of the pure aluminium- graphite composite
Fig 4, 5, 6 shows the micro graphs of the pure
aluminium graphite composites which is taken by SEM analysis. The fig 7 shows the various properties of the metal matrix composites. Table -5 gives the hardness value for different combinations of metal matrix composite.
IJSER © 2013 http://w w w .ijser.org
International Journal of Scientific & Engineering Research, Volume 4, Issue 9, September-2013 394
ISSN 2229-5518
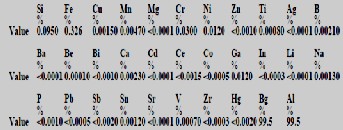
Fig -7. Chemical properties of MMC
Fig -4. Pure Al+ 2% Graphite composite

Fig -5. Pure Al+ 4% Graphite composite
Fig -6. Pure Al+ 6% Graphite composite
Table-5 Mechanical properties of cast Composites table hardness
Sl No. | Samples Designation | Hardness (BHN) |
1 | As cast pure Al | 24.5 |
2 | Pure Al+2%Gr | 26.8 |
3 | Pure Al+4%Gr | 28.8 |
4 | Pure Al+6%Gr | 30.1 |
5 CONCLUSIONS
The flowing conclusion drawn from the work. From the study it is concluded that we can use graphite for the production of composites. Graphite up-to 6% by weight can be successfully added to commercially pure aluminum by stir casting route to produce composites. Hardness of commercially pure aluminium is increased from 24BHN to
30BHN with addition of Graphite.
REFERENCES
[1] K.K. Chawla, Composite Materials, 2nd ed., Springer, New York, 1998, p 3–5.
[2] T.W. Clyne and P.J. Withers, An Introduction to Metal Matrix Composites, 1st ed., Cambridge University Press, Cambridge, 1993,p 1–10.
[3] P. Rohatgi, Cast Metal Matrix Composites: Past, Present and Future, AFS Trans., 2001,109, p 1–133.
[4] I.A. Ibrahim, F.A. Mohamed, and E.J. Lavernia, Particulate Reinforced Metal Matrix Composites—A Review, J. Mater. Sci., 1991, 26(5), p 1137–1156.
[5] S. Ray, Review Synthesis of Cast Metal Matrix
Particulate Composites, J. Mater. Sci., 1993, 28(20), p
5397–5413.
IJSER © 2013 http://w w w .ijser.org
International Journal of Scientific & Engineering Research, Volume 4, Issue 9, September-2013 395
ISSN 2229-5518
[6] S.V. Prasad and R. Asthana, Aluminum Metal Matrix
Composites for Automotive Applications: Tribological
Considerations,Tribol. Lett, 2004, 17(3), p 445–453.
[7] B.P. Krishnan, N. Raman, K. Narayanaswamy, and P.K.
Rohatgi, Performance of An Al-Si Graphite Particle
Composite Piston in a Diesel Engine, Wear, 1980,60, p
205–215.
[8] S. Biswas, A. Shantharam, N.A.P. Rao, K. Narayana Swamy,P.K. Rohatgi, and S.K. Biswas, Bearing Performance of Graphitic Aluminium Particulate Composite Materials, Tribol. Int., 1980, 13, p 171–176.
[9] S.Venkatesh, A.K.Shaik Dawood, S.S.Mohamed Nazirudeen, R.Karthikeyan, Development of Porous Aluminium Foam for Making Commercial Vehicle Leaf Spring, Engineering Science and Technology: An International Journal (ESTIJ), 2012,Vol.2, No. 4, p 538-
543.
[10] K.Saravanakumar, M.R.Pratheesh Kumar,A.K.Shaik
Dawood, Optimization of CNC turning process
parameters an inconal 718 using genetic algorithm, Engineering Science and Technology: An International Journal (ESTIJ), 2012,Vol.2, No. 4, p 532-537.
IJSER © 2013 http://w w w .ijser.org