International Journal of Scientific & Engineering Research, Volume 1, Issue 3, December-2010 1
ISSN 2229-5518
Sintered Properties of Aluminium Alloy for better Nano Tool Products
Raji.K, S. Alfred Cecil Raj
ABSTRACT - The most important property of aluminium is its low specific gravity (2.7), high electrical and thermal conductivities, high ductility and corrosion resistance in various media. Aluminium has a face centered cubic crystal lattice whose constant depends upon its degree of purity. Moreover the mechanical properties of pure aluminium are not very high though it posses good ductility. When aluminium is added with copper, nickel, iron, silicon the mechanical properties will be increased. The present investigation explains how the mechanical properties of Al-Cu composition are increased and the effect of sintering on the above composition dominating. One of the advantages, of P/M is , metals and alloys in any proportion can be mixed together to manufacture articles of any desired shapes, in this respect process is not governed by the phase rule1 which is applicable to alloys manufactured by melting.
INDEX TERMS—Compact, Heat Treatment, Porosity, Sintering
—————————— • ——————————
When aluminium is alloyed with copper or nickel, manganese, magnesium, etc, systems with limited solubility or chemical compounds are formed, improving the strength properties of the alloys and enabling the heat treatment2 to be applied. Copper is a valuable metal, its wide application in many fields of engineering due to its exceptionally high electrical and thermal conductivity, low oxidisability and good ductility and to the fact that it is the basis of the important industrial alloys, bronze and brass.
Atomized uncoated Aluminium powder is obtained from M/S Metal Powder Company Ltd and the electrolytic copper powder obtained from the same place.![]()
1 Associate Professor of Physics,
Holy Cross College, Tamil Nadu, India.
2 Associate Professor of Physics, St.Joseph’s College, Tamil Nadu, India
The copper powder is put in the muffle furnace for 2 hrs in order to oxidize. These powders sieved using – 180 1- sieve and mixed in the ratio of Aluminium and Copper Oxide as 97:3,
95:5, 93:7 and 91:9. The powders mixed by
pot mill for 4 hrs in order to get homogeneous mixture .The apparent density, tap density and the compressibility is shown in the following tables , TABLE: 1,2,3
IJSER © 2010 http://www.ijser.org
International Journal of Scientific & Engineering Research, Volume 1, Issue 3, December-2010 2
ISSN 2229-5518
The experimental set up for preparation of compacts consisting dies, punch, lower punch support and ejection block. Lower punch support is placed at the bottom of the die to support the loose powder poured in the cylinder. Molybdenum die sulphide is used for die wall lubrication in order to get the finished compact from the die wall easily. Ejection block is used to eject the finished component from the die wall without any damage. A universal testing machine is used for compaction of the Al - Cu composition by single action die compaction.
Sintering is a process of heating the mixed powder composition in order to agglomerate small particles into bulk materials. A bond must develop (1) through the formation of a liquid phase or (2) by solid diffusion for sintering to occur. Although bonding may be achieved by the formation of a liquid phase, the liquid must lose its fluidity before the material is finally made for a desired service. Due to this the strength of the properties is increased3.
Nearly 15 compacts are prepared for the test. The green compact obtained is weighed using a common balance. Length and diameter of the green compact is measured with a micrometer. Green density is calculated using the equation
G = 4W / (n d 2 g Ig)
and it is tabulated. The parameters like apparent density, theoretical density, true porosity and hardness are calculated and recorded.
It is the process of heating the green compact to a temperature below the sintering temperature. This is done to remove the lubricants and binders added during blending and to increase the strength of the compact. After sintering they become so hard4.
After being compacted into a briquette having the shape of the finished work piece aggregated metal particles are heated in a furnace to a temperature close to the melting point of the base metal which goes into the mixture.
This is carried out in controlled atmosphere
IJSER © 2010 http://www.ijser.org
International Journal of Scientific & Engineering Research, Volume 1, Issue 3, December-2010 3
ISSN 2229-5518
furnace. The heating causes the metal particles to sinter, that is, a proportion of them is partly melt and by so doing cement the remaining particles together in a cellular structure. Sintering is preferred to achieve all possible final strength and hardness needed5 in the finished product. The three most important variables governing the sintering process are temperature, time and sintering atmosphere.
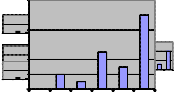
according to the Al-Cu composition. The pressure given on the powder is naturally being different during tapping of the powder. This is clearly shown in Graph II of Table 2
1.2
Lubrication of the die walls is helpful in reducing friction and minimizing pressure gradients within the compact. Zinc stearate and graphite powder are used as lubricant.
Tap
1
0.8
1. The flow rate reveals the fact that the flow rate of the above combinations is very Sluggish.
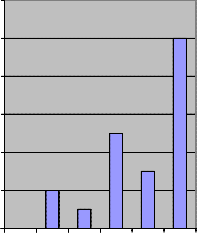
2. The table 1 shows the apparent density and theoretical densities are increasing according to the increase in the powder mixing
proportion and it is shown in the Graph I.
density 0.6
gm/cc
0.4
0.2
Graph II for table 2
Gr aph II for tabl0e 2
1.2
% 9% 11%
Tap 2 1
density 1 Gr aph II for t
L-Cu in%
gm /Tcca0p
0.8
Gr aph II for t
0% 3% 5%
dTaepns2 ity 0.6
degnsimty /1cc
Graph I for Table 1
gmTap/cc 2 density 1
gm /cc 0
0.4
0.2
C om posit
0% 3%0 5%
C om positionA0L%-Cu in% 3% 5% 7% 9% 11% CompositionAL-Cu in%
Cu in%
3
2.5
2
1.5
1
0.5
0
3% 5% 7% 9% 11% 13% 15% 17% Composition
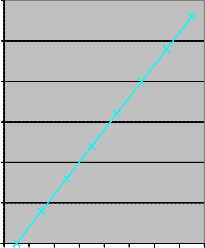
4. The readings recorded in Table 3 show that the density is increasing with the application of compacting pressure which is applied to various proportion of Al- Cu composition and it is shown in the Graph III .The result of compressibility plot is good.
3 .Due to the flow rate and tapping of the powder , the tap density is showing variation
IJSER © 2010 http://www.ijser.org
Gr aph II for table 2
International Journal of Scientific & Engineering Research, Volume 1, Issue 3, December-2010 4
ISSN 2229-5518
Tap 2 density 1 gm /cc 0
![]()
0% 3% 5% 7% 9% 11% C om positionAL-Cu in%
3
0
Graph I for Table 1
3% 5% 7% 9% 11% 13% 15% 17%
Com pos ition
1. F. Nia and B.L. Davis, “Production of Al Cu and Al- Cu-Si alloys by PM products”, pp 209-213, Vol 25
1982, Powder Metallurgy.
2. S.K. Hajra Chouldhury, “Materials Science and
Processes”, Indian Book Distributing Co, India, Chapter
8, P147, 2008
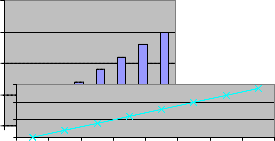
5. From the above graphs it is well to understand the best results of heat treatment over various compositions during compacts. Heat treatment given is facilitated to soften the metal powder for the smooth flow of powder during compaction. Hence the best result of densification is obtained. It is also clear that
the gas pockets are closed and the
percentage of porosity be controlled. Due to the sintering a bonding action be facilitated between the individual powder particles and that also increased the strength of the
compact.
3. H. Raymond Higgins, “Engineering Metallurgy- Part
II”, Hodder and Stoughton Ltd, Toronto, P211,pp 1976
4. A. H. Cottrell, “Theoretical Structural Metallurgy”, 3, the English Language Book Society, p93, 1983
5. R.Z. Valiev, R.K.Islamgaliev and I. V. Alexandria, “Progressive metallurgy Science “, 45, pp103-189,
2000
6. I. V. Alexandrov and R. Z. Valiev,” Scripta Mater “,
44, pp 1605-1608, 2001
7. Zuhailawati Husain andGKoraaypHhanIKfeoorngT, a“Sbtuldeie1s on alumina disGpraeprhsioIInfo–r tsatbrleen2gthened Copper
composite”, Journal Teknologi, P 43, pp 1-10,Dec 2005
The development of friction materials and the increasing demands for modern automotive industry has resulted in increasing interest in production of new components and composites. The development of gear wheel is one such component in modern high speed automobiles. Due to friction and overheat the product loses6 its longevity. But, due to the alloying composite and sintering phenomena the gear wheel can obtain high strength and high temperature and withstanding capability. Keeping this point in mind this investigation is carried out. Moreover, the overall reduction in weight reduces the sluggishness to retard during functioning, reduce the problems occurring during production7 and increase the production rate.
Author is grateful to the management of Holy
Cross College, St.Joseph’s College and UGC
1.2
funding agency. Author also thanks Udaikumar for his continuous encouragement.
IJSER © 2010 http://www.ijser.org
International Journal of Scientific & Engineering Research, Volume 1, Issue 3, December-2010 5
ISSN 2229-5518