SUPERPLASTIC TENSILE BEHAVIOR OF A TI-Al-Mn ALLOY
Mahesh D.C, H.V.Divya, Laxmana Naik. L, B.Yogesha and S.S.Bhattacharya
Abstract - Titanium (Ti-Al-Mn (OT4-1)) alloy is currently being used for aero engine components as well as other aerospace applications by forming through a conventional route which is typically cost, labour and equipment intensive. Titanium alloys such as Ti-6Al-4V is expensive because of the alloying additions like Vanadium are extremely expensive, still this alloy is widely used in aerospace applications by manufacturing the components through superplastic route. The alloy Ti-Al-Mn (made as per the Russian specification, OT4-1) could be a candidate material for replacing the costly Ti-6Al-4V alloys. In the present investigation, tensile tests were carried out on this alloy in the temperature range of 1073 K to 1173 K (800 to 900C) in the strain rate range of 1x10-5 to 1x10-2 s-1 in order to characterize the high temperature superplastic deformation behavior. A maximum elongation of 450% was observed at 1123 K at an initial strain rate of 5.52x10-4 s-1 indicating superplastic behavior of this alloy. From the obtained tensile test results, the optimum superplastic temperature range was identified as 1098 to 1148
K at a strain rate range of 1.38x10-4 to 1.38x10-3 s-1.
Key words: Superplastic behavior, Ti-Al-Mn alloy, elongation to failure, strain rate.
1. Introduction
Superplasticity is the ability of a polycrystalline material to exhibit, in a relatively uniform/isotropic manner, very large elongations prior to failure [Langdon (1982)]. Typically, large elongations are observed in materials deformed at temperatures above 0.5Tm where Tm is the absolute melting point of the alloy and at a rather limited range of relatively slow strain rates. These materials have very fine, equiaxed grain sizes (usually well below 20µm), which remain stable at the temperature of deformation.
Superplasticity during tensile deformation arises from a high resistance to the growth of a neck. An indicator of the propensity of a material to resist necking is provided by the strain-rate sensitivity index, m, of the material [Padmanabhan et al. (1980) and Pilling et al. (1989)]. The
strain rate sensitivity index is the slope of the double logarithmic stress-strain rate plot, as the stress is related to the strain rate by [Backofen et al. (1964)].
Superplasticity is best used in a range of applications requiring the forming of a sheet metal to large strains, especially under tensile loading. It can also be used industrially if a single superplastically formed component could replace complex or welded assemblies [Boyer (1996)]. The established primary applications for superplastically formed components are in the areas of aerospace, and areas where complex shapes need to be obtained [Padmanabhan et al. (1980)]. Additional opportunities exist in architectural panels, electronic boxes, medical equipment and automotive panels.
2. Experimental
The Ti-Al-Mn (OT4-1) alloy was available in the form of a
1 mm thick cold-rolled sheet and the chemical composition of the alloy is Al-2.2wt%, Mn-1.5wt%, Zr-0.25wt%. Microstructural characterization of the as-received material was carried out using an optical microscope. The samples were prepared by following standard procedures of mechanical polishing on a series of emery papers followed by diamond polishing and finally etching with Kroll’s
reagent.


ln
K m
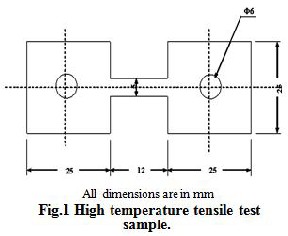
Test specimens with their tensile axis parallel to the rolling direction and with gauge dimensions of 12 x 5 x 1 mm were
machined for the high temperature tests as shown in Fig.1.
m ,d ,T
(1)
ln ,d ,T
The high temperature tensile tests were carried out using a
250 kN capacity, microprocessor-controlled Schenck-Trebel electromechanical testing machine interfaced with a computer for data acquisition and processing. This testing
at a constant value of strain (ε), grain size (d) and temperature (T), where , , and m are the true stress, the true strain rate and the strain rate sensitivity index respectively. It is generally accepted that materials with m values of more than 0.3 can be superplastically deformed.
machine is equipped with a two-zone split furnace giving rise to a uniform temperature zone of 300 mm. The temperature accuracy was within ±3 C. Each sample was held at the testing temperature for about 10 minutes in order to reach thermal equilibrium.
————————— ———
Mahesh D.C, H.V.Divya, Laxmana Naik. L, B.Yogesha and S.S.Bhattacharya Malnad College of Engineering Hassan-573201, Karnataka Department of Metallurgical and Materials Engineering, IITMadras,Chennai, Tamilnadu. INDIA. Email: yogeshiitm@yahoo.com 1
Tensile tests were carried out at initial strain rates of
1.38x10-5, 6.94x10-5, 1.38x10-4, 5.52x10-4, 1.38x10-3,
2.08x10-3 and 2.77x10-3 s-1 (corresponding to constant cross head speeds of 0.01, 0.05, 0.1, 0.4, 1.0, 1.5 and 2 mm min-1 respectively) at temperatures of 1073, 1098, 1123,
1148 and 1173 K (800, 825, 850, 875 and 900 C). For each
of the tests the data acquisition system was set to record the load and elongation data. From the test data, all the standard tensile properties (yield strength, ultimate strength and percentage elongation to failure) were evaluated. The stress- strain-strain rate data were analysed in order to determine the deformation parameters.
Qualitative and quantitative post-deformation microstructural studies were conducted on the tensile tested specimens in the gauge and grip portions in order to analyse the microstructure in terms of grain growth, grain elongation, cavitation, etc. (under both static and dynamic conditions).
3. Results and Discussion
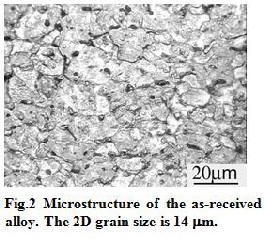
The microstructure of the as-received material with a 2D grain size of 14 m is shown in Fig.2. The grain size was determined using the linear intercept method in both the longitudinal and transverse directions of the rolled sheet. At higher magnification nearly equiaxed α phases were seen with spheroidised β particles being present at the alpha- alpha interfaces. Based on the microstructure, this alloy could be classified as a near alpha alloy.
The tensile test data showed that the alloy exhibited superplasticity with tensile elongations of more than 200% in almost all the tests except those at the highest temperature of 1173 K as well as those at very low strain rates. It was surmised that at 1173 K, both oxidation and grain growth were rapid enough to make the deformation behavior deviate from the superplastic condition. Similarly, at the lowest strain rate of testing (1.38x10-5 s-1) the alloy did not show significant superplastic behavior as the time of exposure of the material to the high temperature of deformation was large enough to cause considerable grain growth and oxidation.
The results of tensile tests carried out at 1123 K are presented in Table 1 as a representative set. It can be seen that at the intermediate strain rate ranges greater amounts of elongation were obtained, which implied that these strain rate ranges lay within the optimal range for superplastic behavior in this alloy.
True stress-true strain plots at different temperatures and different initial strain rates were obtained from the load- elongation data of each of the tensile tests conducted. Fig.3, for instance, depicts the true stress - true strain plots obtained at 1123 K and at all the strain rates. It is evident from the plot that strain hardening took place initially. After reaching the maximum (peak value) the flow stress
decreased continuously until fracture.
2
Fig.4 depicts the variation of the Ultimate Tensile Stress (UTS) with the strain rate. From the curves it is seen that the UTS was low at lower strain rates and increased with the strain rate. Further, with increase in temperature the UTS decreased. This behavior followed an expected trend.
Fig.5 shows the variation of the percentage elongation to failure of the material tested at different initial strain rates and temperatures. At the temperature range of 1098 to 1148
K the material exhibited good superplastic behavior at all strain rates. The maximum 450% elongation to failure was observed at 1123 K and an initial strain rate of 5.52x10-4 s-
1. Also, a maximum in the value of the strain rate sensitivity index, m, was observed under these deformation conditions. From these curves the optimal temperature and strain rate range for superplastic forming were deduced to be in the temperature range of 1098 to 1148 K and strain rate range of
10-4 to 10-3 s-1.
Fig.6 shows the variation of the flow stress with strain rate at different true strain levels ranging from 0.1 to 0.6 were obtained from the true stress-true strain data. The m-values were obtained as the instantaneous slope of the double logarthmic stress-strain rate plots [Backofen (1964)]. At the temperature range of 1098 to 1123 K the ln-ln curves showed the behavior typical of superplastic material and the strain rate sensitivity index was more than 0.3. At 1123 K and a true strain level of 0.1, the value of m was the highest (0.43) at a strain rate of 5.52x10-4 s- 1 as shown in Fig.7. The temperature and strain rate of testing corresponded to the case where the maximum elongation (450%) was obtained. The m-values decreased with increasing strain rates or increasing true strain levels. The variation of the flow stress with strain rate at various true strain levels at 1123 K is shown in Fig.8.
3
Post-deformation microstructural observation of the tensile tested specimens revealed that there was no significant change in the grain size. This observation suggested that considerable motion of atoms along the boundary (in contrast to mobility normal to the boundary surface) occured during superplastic flow resulting in little or insignificant grain growth. Fig.9 shows the post deformation microstructure of the alloy deformed at 1123 K and 5.52x10-
4 s-1. The microstructure and grain size of the material
remained essentially the same even though a material had exhibited a superplastic elongation of 450%.
4. Conclusions
The high temperature deformation behavior of Ti-Al-Mn alloy was studied. High temperature tensile tests were carried out in the temperature range of 1073-1173 K and strain rate range of 10-5 - 10-3 s-1. The following conclusions could be drawn:
Elongations to failure of more than 200% were observed in most cases except those at very low strain rates (1.38x10-5 s-1). The strain rate sensitivity, index, m was more than 0.3 under most conditions, and the alloy is superplastic. A maximum elongation of 450% at 1123 K and 5.52x10-4 s-1 was observed. The strain rate sensitivity index, m, under these deformation conditions was the highest (0.43).
Post deformation microstructure revealed that grain growth was insignificant except at the very lowest strain rates and at the highest temperatures of deformation.
In terms of the elongations obtained the optimal superplastic deformation regime was 1098-1148 K in the strain rate range of 1.38x10-4 to 1.38x10-3 s-1.
5. References
Backofen, W.A (1964) Fracture of engineering materials. American Society of Metals, Ohio, 121-124.
Hedworth, J. and M.J. Stowell (1971) Journal of Material
Science. 6, 1061-1069.
Padmanabhan, K.A. and G.J. Davies Superplasticity. Springer-Verlang, Berlin, 1980.
Langdon, T.G (1982) Metallurgical Transactions. 13A, 689-
701.
Pilling, J. and N. Ridley Superplasticity in Crystalline solids” Institute of Metals, 1989.
Boyer, R.B (1996) An overview on the use of titanium in the aerospace industry. Materials Science and Engineering, A213, 103-114.
4