International Journal of Scientific & Engineering Research, Volume 4, Issue 4, April-2013 1374
ISSN 2229-5518
Recent Trend in Casting Cleaning Technique
Mr. S.S.Petkar, Prof. D. V. Ghevade,
M.E. Student, KIT’s college of Engineering kolhapur, Production Engg. Dept.
Genesis Institute of Technology, Kolhapur, Mechanical Engg. Dept.
Email: sangrampetkar59@gmail.com
dvghevade@gmail.com
Abstract
In the manufacturing technology casting cleaning plays an important role. A variety of casting cleaning techniques is used in
manufacturing. Cleaning the casting is major problem in manufacturing industry. Due to sticky sand and roughness, life of castings decreases. Hence it is necessary to clean the castings in a certain cleaning value, but it also increases the lead time. The lead-time raises the cost of production. Hence casting protection is essential from the economic point of view. The application of cleaning of casting increases the life of product. Jet cleaning is generally used after shot blasting or any other machining process to remove the impurity like core sand particle inside the casting and burr. Case study has taken in paper is to clean the casting of OIL PAN. For this we will be using the jet cleaning system to clean the casting from inner side and Multinozzle system is used to clean the outer surface of the casting. We will be using multistage centrifugal pump, water and cleaning solvent as Tectyl 5205. We will be putting required high pressure of water in between 8-12 bars. So we will be designing and manufacturing machine to clean the oil pan casting and get required Millipore value 16. Millipore is Italian terminology defined as maximum value of the impurities present in the component after cleaning the casting.
Key Words: High Pressure solvent; Machine for cleaning; Millipore value.
Thus the study of casting cleaning techniques is very
important from the standpoint of performance and
1. Introduction
Casting is a manufacturing process by which a liquid material is usually poured into a mould which contains a hollow cavity of the desired shape, and then allowed to solidify. The solidified part is also known as a casting, which is ejected or broken out of the mold to complete the process. After the molten metal has been poured into the mould, it is permitted to cool and solidify. When the casting is solidified, it is removed from the sand in the moulding box. This operation is called Shake out. Mechanical shakes out can be used in large-scale works. Casting, when taken out of the mould, is not in the same condition in which they are desired since they have sprues, risers, gates, etc. attached to them. Besides, they are not completely free from sand particles. The operation of cutting off the unwanted parts, cleaning and finishing the casting is known as fettling. Defects such as blow holes, gas holes, cracks, warping, deformation may often occur in castings. Such defective castings cannot be rejected outright for the reasons of economy and they are therefore repaired by suitable means which include various types of welding, soldering, resin impregnation, epoxy filling, metal spraying etc. Deformed or wrapped castings can be straightened in a press by applying pressure. These entire defects can visible only after casting cleaning process, hence casting cleaning process is very important step in casting techniques.
economics. This report is concerned with various conventional cleaning techniques as well as recent cleaning techniques used for cleaning the casting such as abrasive blast cleaning, jet cleaning, shot peening, Multinozzle cleaning. Also it represents the Millipore concept used for measuring cleanliness.
2. Water Jet Cleaning
It is generally used for cleaning the critical areas of casting. This process generally used after the shot blasting process, shot peening or any machining process to remove core sand particles and burr present inner side of casting.
The nozzle diameter is selected as per the required area cleaning and then high pressurized water and cleaning solvent is forced by pump into required (cleaning) area. It is very useful for complicated castings. It is very accurate cleaning method and required degree of cleanliness. By using water jet cleaning we will get desired degree of cleanliness value called as Millipore value. Millipore is Italian terminology defined as maximum value of the impurities present in the component after cleaning the casting.
Water jet cleaning uses a stream of supersonic water at pressures between 30,000 to 60,000 PSI (207–414
MPa) to quickly remove difficult coatings and debris from a material substrate. Water jet cleaning is different than
IJSER © 2013 http://www.ijser.org
International Journal of Scientific & Engineering Research, Volume 4, Issue 4, April-2013 1375
ISSN 2229-5518
conventional cleaning processes in that it uses much higher water pressures which require unique pump, hydraulic and control systems. Very hard coatings are essentially eroded from the substrate by the high pressure water droplets, while brittle coatings are fractured and spalled. Water jet cleaning systems are used to remove many coatings, including grease, adhesive sand, epoxies, rubber, felt metal, resin composites, paints, thermal spray coatings (including ceramics, metallic’s, abradables, and cermets).
2.1 Attributes of water jet:
• High performance, high production.
• Lightweight, simple to operate and maintain.
• Combines the power of a solid pencil jet with the large area coverage of a fan jet.
• Rugged and dependable.
• Rotor and insert assemblies are specific to your exact flow and pressure requirement.
2.2 Applications:
o Casting Cleaning.
o Scale removal.
o Surface preparation.
o Root cutting.
3. Multinozzle cleaning
The multi nozzle system with Jet
cleaning can, in principle, be used wherever there is a need for economical cleaning of tanks and storage chambers in sewage plant. The Multinozzle System is particularly suited for automatic cleaning of tank walls as shown in fig.
1, casting surface, floors used for storm water retention, over flow and collection reservoirs as well as for the cleaning of storage chambers within sewage treatment systems. In addition, air input necessary for the cleaning process regenerates the sewage water and alleviates any unpleasant odor problems. The multi jet circulates the storm water from the bottom of the tank and passes it to an ejector nozzle as shown in fig. 1.
Fig. 1 Tank Cleaning
A multi-nozzle electro-spray system was developed for application to gas cleaning from fine particles. Such a method, known as electrostatic scrubbing, is usually employed for removal of fine particles (smaller than a few micrometers in diameter) from flue gases. Such
particles are very difficult to remove by conventional systems such as inertial scrubbers, bag filters or electrostatic precipitators as shown in fig. 2. The operation of electrostatic scrubbers is based on Coulomb attraction of charged particles by oppositely charged droplets. Electrostatic scrubbers have been proposed for many years to solve the problem of small particles removal, but the main issue of high water consumption by these systems is still unsolved.
Fig. 2 Multi-nozzle electro-spray system
4. Surface cleaning
The removal of organic material such as lubricating oils or other processing aids, for example release agents, is routinely carried out as part of most multi-stage metal finishing processes commonly, aqueous- based or vapour phase solvent media are used which can Effectively remove relatively weakly bound organic materials. The aqueous-based media are often combined with agitation including ultrasonic’s for maximum speeding efficiency.
5. An experimental study of water jet cleaning process
Very high speed water jets (80–200 m/s) are typically used in such cleaning operations. These
Jets diffuse in the surrounding atmosphere by the process of air entrainment and this contributes to the
IJSER © 2013 http://www.ijser.org
International Journal of Scientific & Engineering Research, Volume 4, Issue 4, April-2013 1376
ISSN 2229-5518
Spreading of the jet and subsequent decay of pressure. Estimation of this pressure decay and subsequent Placement of the cleaning object is of paramount importance in manufacturing and material processing Industries. Also, the pressure distribution on the cleaning surface needs to be assessed in order to understand and optimize the material removal process. High speed water jets in air are extensively used in manufacturing industry for cutting and cleaning operations. Water jets are used for removal of various coatings or deposits from the substrates and also for the cutting of many materials. While water jet cutting involves the penetration of a solid material by a continuous jet, water jet cleaning involves an erosion process by which deposits are removed from the material surface. The fig. 3 represents the anatomy of high speed water jets in air. There are the three main regions presents in water jet. The figure 4 shows the high speed water jet used for cleaning purpose.
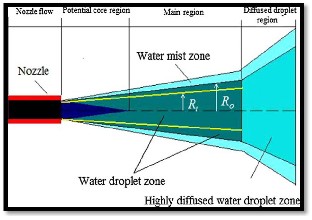
Fig. 3 Anatomy of high speed water jets in air.
(a) Potential core region: This region is the one close to the nozzle exit. In this region, primary as well as secondary Kelvin–Helmholtz instabilities bring about transfer of mass and momentum between air and water. The process of air entrainment breaks up continuous water into droplets. There remains a wedge shaped potential core surrounded by amixing layer in which the velocity is equal to the nozzle exit velocity.
(b) Main region: The continuous interaction of water with surrounding air results in the break up of the water jet stream into droplets; the size of which decreases with the increase of radial distance from the axis. Since the jet transfers momentum to the surrounding air, its mean velocity decreases and therefore it expands. The region closest to the jet-axis is known as the water droplet zone. There is another
zone; the water mist zone, which separates the droplet zone from the surrounding air. This mist zone is characterized by drops of very small size and negligible velocity.
(c) Diffused droplet region: This zone is produced by the complete disintegration of the jet into very small droplets having negligible velocity.

Fig.4 High speed water jet for cleaning operations.
6. Surface Finishes for Casting Processes after cleaning:
According to the data, gathered by Product Development and Analysis (PDA), Naperville, Ill., plaster casting produces the best surface finishes on average, with average root mean squared (RMS) values between 40 and
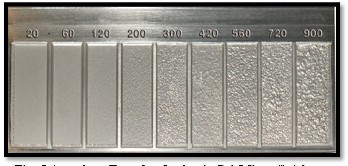
125. Other ceramic based processes, including investment casting, are similarly effective at delivering the high gloss shine. When the metal caster at these facilities pulls out all the stops, he or she can deliver RMS values as low as 25.
Fig. 5 American Foundry Society's C-9 Micro finish
Comparator shows surface finishes from 20 to 900
RMS.
Also at the low end of the spectrum, particularly when additional measures are taken, are the metal molding processes. Die casting and squeeze casting both can reach
20 RMS in extreme cases. Sand processes typically produce the roughest surfaces, but chemically bonded sands, including shell, nobake and cold box, can rival the
IJSER © 2013 http://www.ijser.org
International Journal of Scientific & Engineering Research, Volume 4, Issue 4, April-2013 1377
ISSN 2229-5518
ceramic processes at their best. Shell sand produces the most favorable range of average RMS values at 75-150, followed closely by vacuum casting (150-200 RMS). The figure 5 shows the surface finish RMS values by AFS.
7. Millipore
Millipore is Italian terminology defined as maximum value of the impurities present in the component after cleaning the casting. It is a degree of cleanness. As per the requirement of the client it is very important to maintain the Millipore Value 16. This accuracy is not maintained by using conventional cleaning machine like shot blasting, abrasive jet machine, shot Peener because, these techniques cannot remove core particles that are present inside casting body.
Equipments used in Millipore testing are as follows;
1) Weighing Machine
2) Bicker with filter paper holding stand.
3) Half H.P. suction motor.
7.1 Millipore procedure:
First clean the component for which Millipore value is to be calculated.
For cleaning purpose we use CTC (carbon tetra chloride) or Isopropyl alcohol.
Collect the impurities in the tray.
Take 5 micron filter paper & weigh (W1) it.
Then hold the paper in the holder & filter the impurities through it.
Then weigh (W2) the paper again.
The difference (W2-W1) gives the Millipore value.
8. Case Study:
The core sand particles and burrs have to be
removed from the casting otherwise it will create problems such as irregular circulation of oil to the engine parts, excessive wear of connecting rod during the use of the casting of oil pan as shown in figure 6.
So to avoid these problems during the operation we must clean the casting very carefully and within the stipulated time to maintain the production rate. We are taken a case study of cleaning of Oil Pan casting of six cylinder engine.
8.1 Problem Definition:
Oil pan casting contains an intricate inner cavity in its body as shown in figure 6 by yellow colour. When the casting is removed, the impurities like core sand particles are present in that cavity. By using conventional cleaning techniques like Hydroblasting these particles cannot be removed. If the casting is used directly then engine parts will be damaged and it will not provide proper oil circulation in oil. Hence it is necessary to develop the
process and machine for cleaning thoroughly inside cavity in Oil Pan casting.
This case study is concerned with cleaning of the intricate cavity of OIL PAN casting as well as drying the component within a short cycle time and with required accuracy of Millipore value equal to 16.
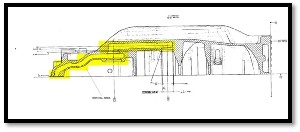
Fig.6 Oil Pan Casting
9. Conclusion:
Amongst all casting cleaning techniques the new methods such as abrasive blasting, vibrator cleaning, shot peening, water jet cleaning are very useful to clean the casting very effectively and accurately. The shot peening method is now widely using because of lots of advantages. By using water jet cleaning we will get desired degree of cleanliness value. Multinozzle system gives the better cleaning efficiency. And also we will get desired Millipore value by using Jet cleaning with Multinozzle system i.e.16.
10. References:
[1] Guha Anirban, Ronald M. Barron, Ram Balachandar “ An experimental and numerical study of water jet cleaning process” Mechanical, Automotive & Materials Engineering Department, University of Windsor, Windsor, Ontario, Canada N9B 3P4, pp.611-618, 2010.
[2] HYDAC Overview Innovative fluid power
ISO4406/4407 codes for cleanliness. pp 1-3.
[3] Jaworeka, A. W. Balachandranb, M. Lackowskia, J. Kulonb, A. Krupaa “Multi-nozzle electro pray system for gas cleaning processes” Institute of Fluid Flow Machinery, Polish Academy of Sciences, Fiszera 14, 80-952 Gdan, Poland, Department of System Engineering, Brunel University, Uxbridge, MIDDX UB8 3PH, United Kingdom, pp.195-201, 2004-2005
[4] Litchfielda R.E., G.W.Critchlowa, S.Wilsonb
“Surface Cleaning Technologies”, Institute of
IJSER © 2013 http://www.ijser.org
International Journal of Scientific & Engineering Research, Volume 4, Issue 4, April-2013
ISSN 2229-5518
1378
surface science and technologies, pp.296-303,
2005.
[5] Schmidt Fredrick R. general kinematics corporation Barrington (2000).pp 300-306
1-BER © 201 3
http://www.ijserora