International Journal of Scientific & Engineering Research, Volume 3, Issue 11, November-2012 1
ISSN 2229-5518
Process Parameter Optimization for Zinc Coating
Weight Control in Continuous Galvanizing Line
Akhil P Deote1, Dr. M. M. Gupta2, Prof. D. R. Zanwar3
Abstract - The continuous hot dip galvanizing line is mainly dedicated to the production of galvanized corrugated & plain coils for the market. The process combines of 3 stages: metallurgical annealing, zinc coating deposition & temper rolling. Due to manual operation at zinc coating area, zinc consumption is higher & coating weight thickness is uncertain. Moreover, manual interventions, varying with the operative personnel, inevitably resulted in coating thickness fluctuations & out of range coatings. The purpose of this paper is to identify & understand the parameters which affect the coating thickness over CR coil. The dependent variable, zinc coating weight is used as a measure of profitability. Relation between the dependent & independent variable helps in identifying the critical parameter or group of parameters which directly affects the process & ultimately final product. The current data recorded, examined & analyzed for deciding the criticality of independent variables over the dependent one. A strong significant relationship between coating weight control & profitability has been found in previous empirical work. This research work is aimed at analyzing the effect of process parameters on consumption of zinc in continuous galvanizing line thereby calculating the exact set of parameters to decide the actual coating thickness required.
Index Terms - Hot-dip galvanizing, zinc coating, regression analysis, coating model
—————————— ——————————
The hot dip galvanizing line is mainly dedicated to the production of galvanized steel coils for the automotive market. Its annual production is approximately 240000 MT. The process combines successively three steps: metallurgical annealing, zinc coating deposition and temper rolling. This production line is fully operated manually. Operators succeeded in coating the strip in a quite satisfactory way. Nevertheless, the zinc yield was quite poor and the coating weight transition sometimes uncertain. Moreover, manual interventions, varying with the operating personnel, inevitably resulted in coating thickness fluctuations and out-of-range coatings. The three main reasons for commissioning a coating weight control system were:
The furnace model adjusts and controls the line speed depending on strip dimensional and metallurgical characteristics. It will make the line speed change too often for an operator to be able to control manually the coating weight properly;
Zinc prices have considerably risen in the past few years and the line consumes an average of 10 KT of zinc per
————————————————
Author - Akhil P Deote is currently pursuing masters degree program in industrial engineering in RTM Nagpur University, India, PH-
919975635599. E-mail: akhil_d7@rediffmail.com
Co Author Dr. M M Gupta is Head of Dept, Mechanical engineering at
Shree Ramdeobaba College of Engg & management, RTM Nagpur
University, India
Co Author D R Zanwar is Asst. Professor, Industrial engineering at Shree
Ramdeobaba College of Engg & management, RTM Nagpur University,
India
year. The incentive to improve the effectiveness of the wiping control is therefore considerable; and Coating weight capability improvement.
Thus a CWC system is a pre requisite to the furnace model and an opportunity to improve zinc yield while satisfying customers’ specifications.
Till date lot of research has been conducted for successful measure of coating weight control for galvanizing line which provides positive results towards profitability & customer satisfaction at the respective work areas.
The approach of all the researches was same as to develop a mathematical model for coating Weight Control (CWC) in continuous galvanizing line. Some of the research includes development of method For Adjusting Coating Weight By Gas Wiping where the research study relates to a method for adjusting coating thickness by gas wiping excessive coating material with blows of gas injected from a wiping nozzle in the course of continuous coating of molten metal [1], The other study focused in development of apparatus for controlling weight as well as formulate a mathematical model which reduces disturbances of the process & helps in maintaining constant coating thickness over desired length [2]. The another research study developed & commissioned coating weight control system which automatically controls air knife pressure & position to give a constant & uniform zinc coating in accordance
IJSER © 2012 http://www.ijser.org
International Journal of Scientific & Engineering Research, Volume 3, Issue 11, November-2012 2
ISSN 2229-5518
with customer order specifications through a model based
feed forward controller & two feedback controller [3].
To date, the literature does not provide convincing concrete examples of the CWC system behavior in manual working where the system can replace skill of operator.
All the above researches deal in modifying the complete CWC system into an automated one which requires high initial investment. In India, very few lines are having complete automation as these.
The aim of this project is to provide a system (Develop a Model) for deciding the actual set values of the process parameters responsible for the zinc coating thickness over cold rolled coil of desired thickness in continuous hot dip galvanizing line. During the galvanizing process, parameters responsible for the coating must be fixed so that the desired coating thickness (in GSM – Gram Per Square Meter) is achieved. By formulating the equation between the coating thickness (t) & other process parameters, one can easily set the parameters during galvanizing process so that the diversion due to uneven coating can be reduced & also reduction in zinc consumption per month during the process.
The hot dip galvanizing line was commissioned in 1991 and received several major upgrades from 2004 to 2007 to improve productivity, reliability and product quality. It is designed to supply the products and processes strip 0.45– 3 mm thick and 650 – 1250 mm wide at a speed up to 90 m/min. One of the most important characteristics of the line is that nearly half of the product mix is for the automotive outer panels that require a high level of surface quality. The just-in-time oriented coil schedule is established to meet customer orders. As a result, due to the wide product mix, the jet stripping system experiences many thicknesses, grades, line speeds and of course, coating weight transients.
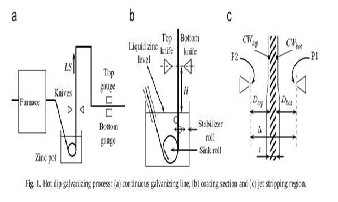
Preheated steel strip coming from the annealing furnace is passed through a molten zinc bath at 460°C. The thickness of the film deposited on to the strip as it emerges from the bath is controlled by jet stripping, which consists in forcing excess zinc to flow back in to the bath by directing a high velocity and horizontally extended gas jet at the moving strip (fig 1b & 1c).
Coating weight control consists in coating uniformly, i.e. longitudinally and transversely, both sides of the strip with a specified zinc weight. In practice, it is not as easy as it seems because coating weight on a galvanized strip is a function of many different variables. The primary operating variables that affect it, i.e. strip speed, knife-to-strip distance and knife gas pressure are available for on-line control and effects of their variation on CW are well- predicted. Unfortunately, many other factors that cannot be controlled either by the control system or by the operator influence the weight and distribution of the zinc coating as it is being applied on the strip.
The coating weight must be between specified lower
and upper limits at any point of the strip so that the product meets customers’ requirements. In order to protect against the cumulative effect of these uncontrolled disturbances, the galvanizer gives himself a safety margin by aiming higher than the minimum CW requirement. Until the galvanizer has overcome these disturbances, over- coating, the amount by which target coating exceeds the specified minimum coating, will remain the unique but unfortunately expensive solution at his disposal to avoid risky off-target production.
Molten Zinc is used during the galvanizing process for coating. Currently there is no such system available which decides the set value of process parameters to achieve desired coating thickness over CR coil. Generally trial & error method is used to check whether desired thickness achieved or not. This results in total approximate loss more than 90 Lacs in zinc consumption for the period of one year. Also it results in diversion of material due to uneven coating & increases customer complaints.
Physically, the galvanizing process is complex with many independent variables affecting the final CW.
IJSER © 2012 http://www.ijser.org
International Journal of Scientific & Engineering Research, Volume 3, Issue 11, November-2012 3
ISSN 2229-5518

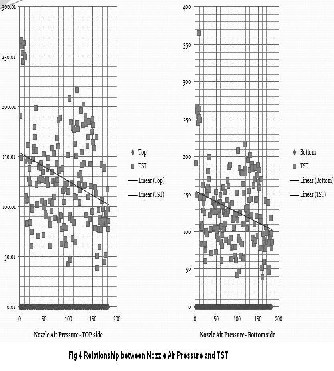
Some variables (line speed, jet pressure, knife-to-strip (nozzle) distance, zinc bath temperature and strip temperature) have considerable effect on the final coating weight. Other variables (height of jets above the bath surface, RCS temperature, bath composition, metal thickness, strip roughness) have less effect on the CW but make modeling and control more difficult. Sophisticated though it is, a physical model cannot do without auto- adaptation used for taking into account unmeasured or unmodeled sources of variation. Moreover, a physical model might be difficult to fit in such a way that the fitting parameters keep an order of magnitude consistent with their physical meaning whereas a statistical model, which has no more fitting parameters than a physical one, is easy to build and put into operation. When fitted on the same database, a statistical model is at least as accurate as a physical one because the prediction performance depends as much on the quality of the fitting database as on the formalism. Finally, the single disadvantage of a statistical model is that it is valid only for the process configuration at the time of the database acquisition. Any change in variables which are not explicitly expressed in the formulation, such as knife gap or angle, would require an updating.
The statistical model is generally helps us in identifying & analyzing the relationship between the dependent variable & independent variable. This relationship helps in identifying critical variables which directly affects the coating thickness. Regression Analysis is used to formulate the model.
1. LINE SPEED
2. ZINC POT TEMPERATURE
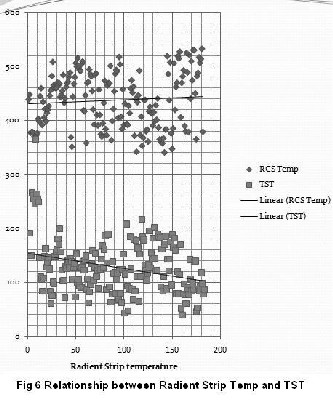
3. RADIENT STRIP TEMPERATURE
4. NOZZLE DISTANCE (GAP BETWEEN STRIP &
NOZZLE)
5. NOZZLE AIR PRESSURE
6. STRIP THICKNESS
7. STRIP WIDTH
The data collected as per below sheet. The sample data sheet set of parameters responsible for deciding the coating thickness.
REGRESSION ANALYSIS: In statistics, regression analysis includes any techniques for modeling and analyzing several variables, when the focus is on the relationship between a dependent variable and one or more independent variables. More specifically, regression analysis helps one understand how the typical value of the dependent variable changes when any one of the independent variables is varied, while the other independent variables are held fixed. Most commonly, regression analysis estimates the conditional expectation of the dependent variable given the independent variables that is, the average value of the dependent variable when the independent variables are held fixed.
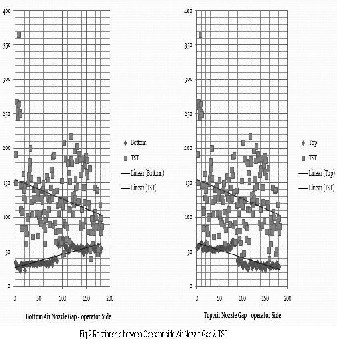
The dependent variable Zinc Coating Weight (TST) depends on the parameters which contribute directly & indirectly are Thickness of Coil (T), Width of coil (W), Bottom Operator side Nozzle Distance (P1), Top Operator side Nozzle Distance (P2), Bottom Drive Side Nozzle Distance (P3), Top Drive Side Nozzle Distance (P4), Line Speed (S), Zinc Bath Temp (Zbt) & Strip Temp (St).
IJSER © 2012 http://www.ijser.org
International Journal of Scientific & Engineering Research, Volume 3, Issue 11, November-2012 4
ISSN 2229-5518
The data collected for above parameters in continuation with reference to line in tabular format. Total
183 data samples were collected to analyze the relationship between the dependent & independent variable & also predict the relationship between dependent variable.
The regression equation was obtained by using the statistical tool MINITAB
The Final regression equation obtained is as
follows:
The regression equation is
TST = 127 + 13.2 Thk - 0.0151 Width - 4.64 Bottom OS + 4.71
Top OS - 1.08 Bottom DS + 8.82 Top DS + 1056 Top AP - 787
Bottom AP + 1.54 L Speed - 0.553 Bath Temp - 0.409 RCS
Predictor Constant | Coef 127.27 | SE Coef 34.01 | T 3.74 | P 0.000 |
Thk | 13.208 | 2.073 | 6.37 | 0.000 |
Width | -0.015124 | 0.005922 | -2.55 | 0.012 |
Bottom OS | -4.6362 | 0.2095 | -22.13 | 0.000 |
Top OS | 4.7091 | 0.1995 | 23.60 | 0.000 |
Bottom DS | -1.0778 | 0.2820 | -3.82 | 0.000 |
Top DS | 8.8210 | 0.2204 | 40.02 | 0.000 |
Top AP | 1055.94 | 26.12 | 40.42 | 0.000 |
Bottom AP | -787.46 | 24.18 | -32.56 | 0.000 |
L Speed | 1.5448 | 0.1231 | 12.55 | 0.000 |
Bath Temp | -0.55328 | 0.07485 | -7.39 | 0.000 |
RCS | -0.40941 | 0.02157 | -18.98 | 0.000 |
S = 8.26235 R-Sq = 97.0% R-Sq (adj) = 96.8%
Where: R-Sq – Coefficient of correlation R-Sq = 97% indicates, 97% of variation in Y is explained by X. Remaining 3% is not explained by this relation.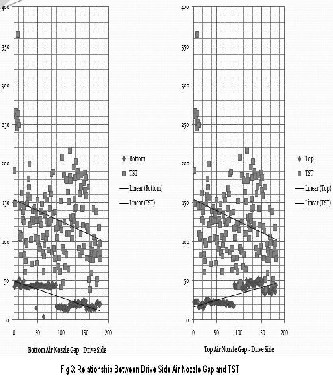
IJSER © 2012 http://www.ijser.org
International Journal of Scientific & Engineering Research, Volume 3, Issue 11, November-2012 5
ISSN 2229-5518

The implementation of the above regression equation in practical by developing the model based solver which helps in predicting the unknown parameters based on the actual data. The sample is as follows;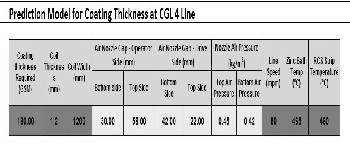
For the experimental condition used in this study, the independent factors that contributed in deciding actual coating thickness are:
Thickness of Coil (T); Width of coil (W); Bottom Operator side Nozzle Distance (P1); Top Operator side Nozzle Distance (P2); Bottom Drive Side Nozzle Distance
IJSER © 2012 http://www.ijser.org
International Journal of Scientific & Engineering Research, Volume 3, Issue 11, November-2012 6
ISSN 2229-5518
(P3); Top Drive Side Nozzle Distance (P4); Line Speed (S);
Zinc Bath Temp (Zbt) and Strip Temp (St).
The linear model regression equation obtained is: TST = 127 + 13.2 Thk - 0.0151 Width - 4.64 Bottom OS + 4.71
Top OS - 1.08 Bottom DS + 8.82 Top DS + 1056 Top AP - 787
Bottom AP + 1.54 L Speed - 0.553 Bath Temp - 0.409 RCS Coefficient of Correlation (R2): 97 percent
The p value obtained for every parameter is less than 0.05 signified more dependency of independent variable over the dependent one.
Prediction Model for zinc coating weight of Galvanizing line were formed based on regression analysis results which provides fixed values of set of variables to obtain desired coating thickness.
The authors gratefully acknowledge the galvanizing experiments supported by the company JSW Ispat Steel Limited and the regression analysis approach software Minitab 7.0.
[1] Kazunari Andachi & Harumi Shigemoto “Method For Adjusting Coating Weight By Gas Wiping” at Kawasaki Steel Corporation, Hyogo (Japan) US Patent (No. 5518772) .
[2] Yeon Tei, Gun Young, Byung Hak & Hae Doo “Research Paper on Method & Apparatus For Controlling Coating Weight In Continuous Galvanizing Process” at POSCO, South Korea – Published at World Intellectual Property organization.
[3] N. Guelton & A. Lerouge “Research paper on Coating Weight
Control on Arcelor’s Mittal Galvanizing Line at Florange Works”
– Published at Journal ‘Control Engg. Practice, May 2010.’
[4] Richard C. Corson “Model based Coating Weight Control System for Galvanizing” – Research presented in ‘Preceding of Meeting at the Galvanizers association, Toronto 2000’.
.
[5] Model Based Control of zinc coating weight at hot dip galvanizing line – By PSI Business technologies for industries.
[6] http://www.pdfreference.info
[7] http://www.wikipedia.com
IJSER © 2012 http://www.ijser.org