International Journal of Scientific & Engineering Research, Volume 6, Issue 1, January-2015 192
ISSN 2229-5518
PREDICTION OF IMPACT WEAR IN MULTI- SIZE PARTICULATE FLOW OF DENSE SLURRY
Mr. Swapnil Jain1 , Dr. Deepak Sharma2
Abstract— Slurry erosion is caused by the interaction of solid particles suspended in a liquid and a surface which experiences loss of mass by the repeated impacts of particles. The objective of the present work is to predict impact wear rate in multi-size dense slurry flow in a pipe for an impact wedge. Impact wear of different material has been evaluated in a pot tester for multi-sized particulate sand-water slurries. The wear models for impact wear mechanisms account for the particle size dependence. The effect of various operating parameters such as solid concentration, Reynolds no., particle size distribution, impact angle, velocity on impact wear have been analyzed. Different turbulence model like k-Є model has discussed for CFD modeling of dense slurry. The methodology comprises numerical prediction of two phase flow which is accomplished using Galerkin finite element method.
Key word: Dense slurry flow, Pot tester, Impact wear, Particle size distribution, CFD modelling
—————————— ——————————
HE proper understanding of the phenomenon of the wear in slurry pipeline is essential for any designer of a slurry transportation system. Erosion wear takes place in pipeline
due to two mechanism, namely cutting and deformation.
Wear depend on the local concentration of the particles, Parti- cle velocity, shear stress and material properties of the both the particle and the wear surface. The experiments is conduct- ed by [Chen and Kadambi (1994)] in a vertical pipe. In their study, pressure gradients have been measured for vertical flow of slurry of particles with diameters between 1.37 mm and 3.4 mm in pipes of diameter 26 mm and 40 mm. By ex- pressing the wall shear stress as the sum of fluid and particle components, the wall stresses for the particles have been eval- uated. They found that the stresses increases with particle di- ameter, density, mean flow velocity and particle concentra- tion. Their measurement shows that considerable distortion of the velocity distribution occurs as compared to the clear carri- er fluid near the wall.
Particle deposition is also a very important parameter for transportation of dense slurry. [Doron and Barnea (1996)] pre- sented different flow patterns that are observed in horizontal liquid-solid pipeline transportation. The four most common flow patterns are – “homogeneous suspension flow”, “hetero- geneous suspension flow”, “flow with a moving bed”, and “flow with a stationary bed.” In homogeneous suspension flow all the solid particles are distributed uniformly across the pipe cross-section. This happens at very high mixture veloci- ties and it is considered not practical. In heterogeneous flow the solid particles are distributed almost uniformly across the pipe cross-section but with a higher percentage of the particles transported at the lower part of the pipe cross-section. It is considered the most popular flow for all applications. As the
moves with the flow. With further reduction in the velocity the packed bed layer moving with the flow stops and forms a stationary bed. Operating at this velocity causes plugging or blockage. Visual observations are the key in finding these flow patterns. These flow patterns affect the magnitude of pressure drop, pipe erosion, and other performance characteristics.
One of the key parameters in slurry flows is deposition veloci- ty. Deposition velocity is the flow velocity at which deposition of particles begins. Deposition velocity represents the slowest velocity at which slurry pipelines can operate and it depends on various parameters including particle size, particle density, solid concentration, and pipe diameter. Slurry transportation should be operated at a velocity greater than the deposition velocity to avoid problems. Pressure drop, concentrations of solids, and turbulence in the flow are the key parameters that affect the overall performance of the slurry transport system along with deposition velocity. According to [Kaushal (2002)] almost 60 correlations have been proposed on predicting dep- osition velocity. One of the important correlations on deposi- tion velocity was given by Durand (1963) considering the di- ameter of the pipe (D), density of solid (ρs), density of liquid (ρl), and Froude number (FL). The correlation is given as:![]()
![]()
VD= FL��2gD �ρs−ρl��
ρl
This correlation does not consider the particle diameter (d) and initial solids concentration (Cv). [Wasp (1970)] modified Durand’s correlation and derived a deposition velocity equa- tion for lower concentrations which is given as:
velocity decreases the solid particles start to accumulate at the
bottom of the pipe and they form a packed bed layer, which![]()
![]()
![]()
VD= 1.87( )1/6��2gD �
D
ρs−ρl��
ρl
IJSER © 2014 http://www.ijser.org
International Journal of Scientific & Engineering Research, Volume 6, Issue 1, January-2015 193
ISSN 2229-5518
The above correlation describes the behavior of 1% dilute sus- pension. [Later Wasp (1977)] derived a correlation describing the behavior of higher concentration slurries (up to 40%). It is given as:
particle interaction and Basset forces are neglected. Collisions with the wedge and the walls of the channel are modelled via assumed coefficients of restitution in both the normal and the tangential directions. The point of actual impact is determined by interpolation. Results are presented for various parameters,![]()
![]()
![]()
VD= 4.0( )1/6(Cv)1/5��2gD �
D
ρs−ρl��
ρl
such as particle diameter, wedge angle, Reynolds number,
particle density, etc. The schematic view is shown in figure 1.
The above three correlations are the most important correla- tions for deposition velocity. Hawthorne H.M. (2001) has con- ducted coriolis test for the evaluation of slurry erosion on dif- ferent materials. Slurries consisting of glass beds of size 90-
200 micron size with 10 % slurry concentration were taken and
test were performed on 1020 steel and copper at different im-
pingement angles of 90-20 degrees. It was also observed that
in slurry jet testing, most particles impact the specimen above its critical velocity resulting severe plastic deformation. In con- trast in the coriolis test most particle impacts results in only elastic deformation or mild plastic deformation. Hence elastic as well as plastic properties of specimen materials affect their performance in a coriolis slurry erosion evaluation, thus the results obtained from coriolis test were more accurate.The ero- sion wear increases with increase in particle size normally. Clark H. McI. (2002) has investigated the effect of particle ve- locity and particle size in slurry erosion. A list of factors affect- ing slurry erosion such as concentration of particles, slurry flow speed (particle impact speed), particle impact angle, par- ticle size, particle density, hardness, nature of suspending liq- uid, nature of slurry flow, nature of target material were ex- plained. It is emphasized that material loss must be measured by changes in surface profile rather than mass loss [Kaushal (2002)] performed experiments to determine the deposition velocity and the parameters that affect it. They performed ex- periments in a big recirculation loop slurry system and found that at high velocities all the particles are uniformly distribut- ed and with the decrease in velocity the particles start to settle at the bottom of the pipe forming a stationary bed. Through a visualization technique they calculated the deposition velocity and concluded that particle size, solid concentration, particle density, and pipe diameter all affect it.
[P.S.V.S. Sridhar (2003)] have studied dilute solid-fluid flow over a wedge in a stationary channel which is numerically solved using one-way coupling between fluid and solid parti- cles. The two-dimensional, steady, laminar carrier phase flow is determined by Galerkin finite-element method using New- ton's iteration for primitive variables, pressure, and velocity. Velocity is interpolated biquadratically and pressure is inter- polated linearly. Parameter continuation is used to compute solutions for relatively large values of flow Reynolds number. Individual particles are tracked from specified inlet positions by a fourth-order Runge-Kutta method applied to the equa- tions of motion of the particle. Forces acting on the particle include drag, pressure, and inertia. Forces due to particle-
[Clark H. McI. (2004)] has studied the influence of the squeeze film in slurry erosion. A squeeze film may be taken any liquid layer separating two approaching surfaces. The presence of a squeeze film generally leads to a significant retardation of any particle closely approaching a wearing surface at any speed and may even prevent direct impact altogether. The experi- ments were performed in a slurry pot tester. In addition to this it has also found that if the Reynolds number of the approach- ing particle is low enough, penetration of the squeeze film on rebound or even approach may not be possible, resulting in particle entrapment at the target surface and a change in ero- sion mechanism. He observed that small particles ( less than
100 microns) and concentrated slurries were specially liable to
behave in this way. [Gandhi B. K. (2004)] have developed a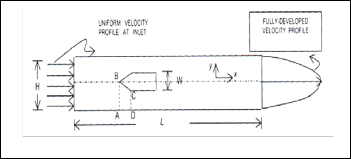
Figure I. Flow domain-wedge placed along the channel axis
methodology to determine a nominal particle size of multi- sized particulate slurry for estimation of mass loss due to the erosion wear. The effect of presence of finer particles (of less than 75 micron) in relatively coarse particulate slurry has also been studied. They have observed that addition of particle less than 75 micron in narrow-size or multi sized slurries reduce the erosion wear. In addition the effective particle size for nar- row size particulate slurries can be taken as the mean size were as the weighted mass particle size seems to be a better choice for multi sized particulate slurries. The reductions in erosion wear due to addition of fine particles decreases with increase in the coarse size particles. [Rajesh J. John (2004)] have carried out experiments on the effect of impinging ve- locity on the erosive wear behavior of polyamides. The impact angles were 30 and 60 degrees at two impact velocities (80 &
140 m/s). Silica sand is used as an erodent. Surface blackening
at the impact zone were observed for all the materials at nor- mal impact and at both the impact velocities. At normal im- pact and at lower impinging velocity (i.e. 80 m/s), a mass gain in the initial period was observed for all the materials except amorphous. The extent of increase in wear, however depends on the materials and the angle of impact. The velocity effect
IJSER © 2014 http://www.ijser.org
International Journal of Scientific & Engineering Research, Volume 6, Issue 1, January-2015 194
ISSN 2229-5518
was more prominent at the oblique angle of impact.
[Tian Harry H. (2005)] have observed the erosive wear of some
metallic materials such as high chromium, white iron and
aluminum alloy using coriolis wear testing approach. In the present study, the correlation between wear rate and particle size on tested materials is discussed. Factors, which should be considered in wear modelling and prediction, have also been addressed. It can be seen that larger solid particles results in higher mass loss in all test materials. Although the wear rates at smaller particle sizes were relatively close within each ma- terial group, the wear rate difference was significantly wid- ened with larger particle sizes. The tested high- Cr white irons showed a wear resistance some 27-140 times higher than that of the aluminum alloys in the coriolis test conditions. Both flow rate and solid concentration of slurry affected the wear result of the test materials. The higher the flow rate, the higher the wear resistance of test materials. [Tian Harry H. (2005)] have experimented on coriolis wear testing. Wear coefficients have been determined for different slurry conditions over a large range of particle sizes. Among the test materials the harder Cr-Mo white iron alloy demonstrated the best wear resistance under slurry testing conditions. It is also observed that coriolis wear testing is an excellent approach to simulate the erosive wear condition within a slurry pump. Beside parti- cle sizes, other particle properties such as particle shape and size distribution also exhibited significant effect on the values of wear coefficients. Silica sand and copper ore slurries were used used as examples. The relationship between linear wear rate and solid particles was also shown. [Das S K (2006)] have developed the mathematical model embodying the mecha- nisms of erosion on behavior, to predict erosion rate of coal fired boiler components at different temperatures. Various grades of steels used in fabrication of boiler components and published data pertaining to boiler fly ash have been used for the modeling. The model incorporates high temperature ten- sile properties of the target metal surface at room and elevated temperatures and has been implemented in a user interactive in house computer code, to predict the erosion rates of various grades of steel. The model is calibrated with plant and exper- imental data generated from a high temperature air jet erosion testing facility. [Li ping (2006)] have observed the failure analysis of impeller used in zinc hydrometallurgy process. Failure analysis revealed that an improper austenite/ferrite ratio of duplex stainless steel (DSS ) material resulting from too high nitrogen content was primarily responsible for the rapid failure of the impeller. It was also observed that the ni- trogen content had a significant effect on austenite/ ferrite ratio of duplex steel. The result of simulated corrosive wear test indicated that duplex stainless steel possessing almost equal ferrite and austenite volume showed better corrosive wear resistance.
[Achim Daniela (1999)] have studied the experimental and computational data of tube erosion in a fluidized bed and simulated the work with CFX code having computational
model of hydrodynamics and finnie model of erosion. The results predicted that most of wear occurs around the bottom of tube at an oblique impaction angle and very low value at the top of the tube. [Manickam (1999)] have modeled the flow in the bifurcation duct of a power generation boiler plant. The computational fluid dynamics code was customized to deter- mine erosion rate cause by particles that hit the duct wall. To reduce the wall duct erosion, five modifications to the duct geometry were tested using the CFD model. The focus of these modifications have been used to improve particle flow charac- teristics to mitigate the erosion of the walls of the duct by us- ing extended trailing edged or setting up more baffles in the central zone were the particle traffic is intense.[Lee S. Y. (2001)] have discussed the methods of CFD models to simulate the flow of slurry and predict the erosion rates so that an effec- tive maintenance schedule can be developed for the filtration system of waste treatment process. The location of the maxi- mum erosion of the selected components is also identified. Solid contents of the working fluid, the regions of high wall shear and particle impingement with the walls were consid- ered as major mechanisms associated with the erosion. All these tests were performed using sand water slurry. [Shahsubhash N.(2007)] have conducted experiments to visu- alize the effect of slurry flow rate on the erosion of coiled tub- ing. Erosion rate has been investigated as a function of flow rate, slurry concentration, solid particles size and density and fluid viscosity. This study utilizes both experimental tests and CFD simulations to investigate erosion by fracturing fluids. In hydraulic fracturing the, fracturing fluid is pumped at high enough rates to overcome the tensile strength of the rock and thus break the formation open. The slurry is pumped through
6 cm coiled tubing at rates from 1.43 to 1.91 m3 /min. CFD
simulations have been conducted by utilizing erosion predic-
tion and particle tracking modules in a commercial CFD code
FLUENT. [Kumar (2008)] used commercial CFD software
FLUENT to study solid-liquid flow in a pipe bend. They used mixture multi-phase model along with k-ε turbulence model to predict the velocity and concentration distribution of parti- cles in a 90 degree horizontal pipe bend. Simulations were performed in a 53 mm diameter pipe, at different initial solid concentrations in the range 0-8.82% with mean particle diame- ter of 448 μm. As a result the velocity distribution follows the typical pattern of slurry flow in a horizontal straight pipe just upstream of the pipe bend, but downstream of the pipe bend the typical velocity distribution pattern appears far away from the bend. Also, the velocity distribution is more uniform than the typical profile just downstream of the bend because of mixing of fluid in the bend. The effect of mixing extends fur- ther downstream of the bend, so that it requires a greater dis- tance for the velocity distribution to regain its typical pattern. [Ekambara (2009)] predicted the behavior of horizontal solid- liquid (slurry) pipeline flows. Computational fluid dynamics (CFD) simulation results, obtained using a commercial CFD software package, ANSYS-CFX, were compared with a num- ber of experimental data sets available in the literature. Very good agreement between the model predictions and the exper- imental data was obtained. The experimental and simulated
IJSER © 2014 http://www.ijser.org
International Journal of Scientific & Engineering Research, Volume 6, Issue 1, January-2015 195
ISSN 2229-5518
results indicate that the particles are asymmetrically distribut- ed in the vertical plane with the degree of asymmetry increas- ing with increasing particle size. The experimental and com- putational results are in good agreement, which shows that
computational fluid dynamics can be a good predictor of con-
(τF).
τ
![]()
Stv =
τF
ρddp2
centration profiles of the solid particles present in the slurry. This gave a lot of encouragement for the present research
τv =![]()
18μ
work.![]()
τF Ls
Experimental setup is required for the estimation of impact wear[ Gandhi & Borse (2002)]. Erosion wear of cast iron has been evaluated in a pot tester for narrow sized and multi sized particulate sand-water slurries. The effects of paricle size and size distribution on erosion wear have been analyzed and ap- plicability of median diameter or weighted mean diameter as an effective particle size for multi-sized slurry for estimating erosion wear has been investigated. [Desale Girish (2007)] have conducted experiments to visualize the effect of slurry erosion on ductile materials under normal impact condition. These tests were being done in slurry pot tester. It is being observed that wear depends upon hardness of target material and hardness of solid particles. The various ductile materials tested were copper mild steel brass etc. The erodent materials used were quartz alumina and silicon carbide. Experiments were performed at 3m/s velocity at 10 % by weight concentra- tion of 550 micron size particles for combination of different erodent and target materials at normal impact condition.
Centrifugal pumps are used for the slurry transportation. The presence of solid particles affects the hydrodynamic and ero- sion performance of the pump. [Pankaj K. Gupta and Krishnan V. Pagalthivarthi (2011)] have compared the performance of three turbulence modeling approach (based on the two- equation k –ε model) in predicting erosive wear in multi-size dense slurry flow through rotating channel. All three turbu- lence models include rotation modification to the production term in the turbulent kinetic energy equation. The two-phase flow field obtained numerically using Galerkin finite element methodology relates the local flow velocity and concentration to the wear rate via a suitable wear model. The wear models for both sliding wear and impact wear mechanisms account for the particle size dependence. Results of predicted wear rates using the three turbulence models are compared for a large number of cases spanning such operating parameters as rotation rate, solids concentration, flow rate, particle size dis- tribution and so forth. The root-mean-square error between FE-generated data and the correlation between maximum wear rate and the operating parameters is found less than
2.5% for all the three models.
As we are dealing with liquid-solid flow in a pipe, it is im-
portant to consider particle dynamics. The Stokes number is a very important parameter in fluid-particle flows. The Stokes number related to particle velocity is defined as the ratio of particle response time (τv) to the characteristic fluid time scale
u
Where ρd is the particle density, dp2 is the particle diameter, Ls is the characteristic length scale, and U is the flow velocity. According to Crowe et al. (1998) if the Stokes number is less than 1, the response of the particles is much less than the char- acteristic time associated with the flow field. Thus the particles will have ample time to respond to changes in flow velocity. Thus the particle and fluid velocities will be nearly equal. This is called velocity equilibrium. On the other hand, if the Stokes number is greater than one, then the particulate flow is highly inertial and will lag changes in the fluid flow.
An approximate relationship for the particle/fluid velocity
ratio as a function of the Stokes number can be obtained from the “constant lag” solution. The velocity ratio is given by Crowe et al. (1998) as![]()
∅ = 1
1+stv
As the Stokes number reaches zero, the particle velocity ap- proaches the carrier phase velocity and as the Stokes number reaches infinity, the particle velocity approaches zero. This means that the particle velocity is unaffected by the fluid. Ac- cording to Tu and Fletcher (1996) for large values of Stokes number (>2), the particulate flow is highly inertial and for low Stokes number (<0.25) the particles and the carrier fluid are strongly coupled and the particles would be expected to ap- proximately follow the fluid flow.
Prediction of particulate flow-induced erosion in centrifugal slurry pumps is of tremendous economic significance to the slurry transportation industry. The wet-end components of a centrifugal slurry pump such as the impeller, casing and side- liners are usually made up of hard cast iron alloys that are hard to repair by welding. For optimal use, one of the consid- eration is to obtain nearly uniform wear rate over the wetted surface so that there are no undesirable premature local fail- ures due to erosion. In addition to the cost of replacing a worn out component, downtime in production is a serious consider- ation in many applications. It has been reported that an un- scheduled downtime can cost in excess of 100,000 US$ per hour for a SAG mill slurry pump operating under the most severe of wear conditions. Of all the wet-end components of a centrifugal slurry pump, erosion wear of the impeller has greater influence on the pump performance. The peripheral speed of an impeller that relates directly to the head produced is a key parameter affecting wear. Generally wear rate increas- es with increase in required rotary speed.
IJSER © 2014 http://www.ijser.org
International Journal of Scientific & Engineering Research, Volume 6, Issue 1, January-2015 196
ISSN 2229-5518
Erosion wear prediction is generally carried out in three steps : (i) computation of two-phase flow field within the component, (ii) correlation of the local flow conditions (velocity and con- centration) near the wear surface to the local wear rate via a suitable wear model, and (iii) empirical determination of the wear coefficient. Thus, computation of two-phase flow field forms the vital step. Computation of flow field through rotat- ing passages (such as impellers) is a difficult task due to the complex nature of flow resulting from system rotation, three dimensional geometry, presence of secondary flow, turbulence modification and so forth. In addition, the presence of parti- cles further complicates matters. The mean flow field and tur- bulence can both be greatly affected by the particles. Moreo- ver, many industrial slurries are dense with a wide particulate size distribution which cannot be accurately represented by a single particle diameter; multiple size classes must be used. Using simplified analysis of considering the case of multisize dense slurry flow in a two-dimensional straight rotating chan- nel, several studies have addressed some of the various fea- tures of the dense particulate flow viz.:
(1) the broad particle size distribution; (2) mathematical mod- eling of two-dimensional multi-size particulate flow in rotat- ing frame of reference using the continuum mechanical model, taking into account (3) the most important interactive forces (like drag, lift, virtual mass etc.) between the multiple species (Phases);(4) numerical methodology employs Galerkin finite element technique using Q1Q0 elements;(5) turbulence model- ing using Coriolis- and concentration modified k −ε model. Concentration-modified eddy viscosity models have been in use in turbulent slurry flow modeling. In such models, first the carrier-phase flow field (in the absence of particles) and its eddy viscosity are computed. The presence of the particulate phase alters the eddy viscosity of the carrier phase due to par- ticle-fluid interactions. In addition, the particle-particle inter- actions also affects the eddy viscosity (or diffusivity) of the solid particles. Both these interactions are incorporated in the concentration-modified eddy viscosity model.
Impact wear rate is correlated to the kinetic energy flux of the
particles as:
ρs Cs Vs3
![]()
WI =
EI (α )
Where ρs is the solids density,
Cs is particle concentration,
Vs is particle impact velocity
EI(α) is the impact wear coefficient as a function of the impact
angle α .
Note that ρsCsVs is the mass flux
Erosion wear increases almost linearly with increases in parti- cle size. Erosion loss of material (caused by multi sized slur- ries) estimated using median diameter or weighted mean di-
ameter is always on lower side compared to the actual loss. Increase in viscosity of slurry raise the value of pressure drop in the pipeline. Higher friction factor is due to the increase in viscosity of slurry as solid concentration increases. The solid concentration increases the inter-particle forces also increases resulting increase in the resistive force against shearing.
[1]. Sridhar P.S.V.S., Pagalthivarthi Krishnan V. and Sanghi Sanjeev.
2003. Simulation of Particle Impact with a Wedge in Dilute Two-
phase Flow. Defence Science Journal. 53(2):199-204
[2]. Pagalthivarthi K.V. and Gupta P.K.2009. Prediction of Erosion- Wear in Multi-Size Particulate Flow through a Rotating Channel. Tech Science Press FDMP.5(1): 93-121
[3]. Pagalthivarthi K.V.,Gupta P.K.,Tyagi Vipin and Ravi M.R.2011.
CFD Predictions of Dense Slurry Flow in Centrifugal Pump Cas- ings. World Academy of Science, Engineering and Technology.51
[4]. Patnika Amar, Satapathy Alok, chand Navin and Barkoula N.M.
2010.Solid particle erosion wear characteristics of fiber and particu-
late filled polymer composites: A Review.Elsevier.Wear 268: 249–
263
[5]. Patil Milind S.,DeoreE.R.,Jahagirdar R.S. and Patil S.V. 2011.Study of the parameters Affecting Erosion Wear of Ductile Material in Sol- id-Liquid Mixture. World Congress on Engineering. 3: ISSN:2078-
0958(Print)
[6]. Kim Changhee, Lee Mansoo and Han Cheolheui 2008. Hydraulic Transport of Sand Water Mixture in Pipelines. Journal of Mechani- cal Science and Technology.22 :2534-2541
[7]. Yuliang Zhang, Baoling CUI and Huashu 2013. Numerical Simula- tion and Analysis of Solid liquid Two phase Flow in Centrifugal Pump. Chinese Journal of Mechnical Engineering.26
[8]. Clark H. McI. 2004.The influence of the squeeze film in slurry ero-
sion. Journal of wear.256: 918-926.
[9]. Gandhi B.K. and Borse Satish V. 2004. Nominal particle size of multi- sized particulate slurries for evaluation of erosion wear and effect of fine particles. Journal of wear. 257: 73-79.
[10]. Tian Harry H., Graeme R. Addie .2005 . Experimental study on erosive wear of some metallic materials using coriolis wear testing approach. Journal of wear.258: 458-469.
[11]. Tian Harry H., Graeme R. Addie . 2005. Experimental study on
erosive wear of some metallic materials using coriolis wear testing
approach. Journal of wear . 258 : 458-469.
[12]. Tian Harry H., Addie Graeme R., Pagalthivarthi Krishnan V. 2005.
Determination of wear coefficients for erosive wear prediction
through coriolis wear testing.Journal of wear. 259:160-170.
[13]. Chen, R.C. and Kadambi, J.R. 1994. Experimental and Numerical
Studies of Liquid-Solid Pipe Flow.ASME-FED.189: 123-135.l
[14]. Pagalthivarthi K.V.,Desai P.V. and Addie G.R.1990.Particulate motion and Concentration field in Centrifugal pump. Particulate Science and Technology.8:77-96
[15]. Brown, G. J. 2002.Erosion prediction in slurry pipeline tee-junctions.
Applied Mathematical Modelling. 26:155-170.
[16]. Kaushal, D. R. & Y. Tomita 2002. Solids concentration profiles and pressure drop in pipeline flow of multisized particulate slurries. In- ternational Journal of Multiphase Flow. 28:1697-1717.
[17]. Kaushal, D. R., Y. Tomita & R. R. Dighade 2002.Concentration at
the pipe bottom at deposition velocity for transportation of com-
mercial slurries through pipeline. Powder Technology. 125:89-101. [18]. Kumar, A., D. R. Kaushal & U. Kumar 2008. Bend pressure drop
experiments compared with Fluent. Engineering and Computa-
tional mechanics. 6:35-42.
IJSER © 2014 http://www.ijser.org
International Journal of Scientific & Engineering Research, Volume 6, Issue 1, January-2015 197
ISSN 2229-5518
[19]. Wasp, E. J., J. P. Kenny & R. L. Gandhi. 1977. Solid-liquid flow: Slurry pipeline transportation. Rockport Mass: Trans. Tech Publica- tions.
[20]. Singh Harsimran 2011. Investigation of Flow of Centrifugal Slurry
Pump Handling Bottom Ash. M.E. Thesis, Thapar University
[21]. Joshi Rakesh 2010. Computational Investigation of Flow Field in
Centrifugal Slurry Pump. M.E. Thesis, Thapar University
[22]. A.J. Burnett. 1996. The use of laboratory erosion tests for the predic- tion of wear in conveyor bends. PhD Thesis. The Wolfson Centre for Bulk Solids Handling Technology. University of Greenwich. London. UK.
[23]. S.R. Woodhead. 1992. The measurement of particle velocity and suspension density in pneumatic coal injection systems. PhD The- sis. The Wolfson Centre for Bulk Solids Handling Technology. University of Greenwich. London. UK.
[24]. Daniela Achim , Easton Alan K , Schwarz Phillip M. Schwarz, Witt
Peter J and Zakhari.1999. Computational and experimental studies of tube erosion in a fluidised bed .Second international conference on CFD in the minerals and process industries , CSIRO, 6-8 decem- ber: 243-248.
[25]. Brown Gary.1999. Erosion Prediction in Slurry Pipe line Tee-
Junction. Second International Conference on CFD in Minerals and
Process Industry, CISRO, Australia
[26]. Manickam M., M.P. and Schwarz, Mcintosh M.J. 1999. CFD analy- sis of erosion of bifurcation duct wall .Second international confer- ence on CFD in the minerals and process industries.CSIRO, 6-8 de- cember, 243-248.
[27]. Clark H. McI. 2002. Particle velocity and size effects in laboratory
slurry erosion measurements . Tribology international,35:617-624. [28]. Crowe, C. T., Sommerfeld, M., and Tsuji, Y. 1998.Multiphase flows
with droplets and particles, CRC Press LLC, Boca Raton, FL
IJSER © 2014 http://www.ijser.org