International Journal of Scientific & Engineering Research, Volume 6, Issue 3, March-2015 145
ISSN 2229-5518
Mechanical Properties of Glass Fibre Reinforced
Polymer Based on Resin from Recycled Plastic.
*Ephraim M. E. and ** Adetiloye A.
*Department of Civil Engineering, Rivers State University of Science and Technology
Port Harcourt.
**Department of Civil Engineering, Federal University of Agriculture, Abeokuta
Abstract: This paper presents the mechanical performance properties of glass fibre reinforced plastic GFRP, based on resin recovered from recycled plastic waste. The glass fibre reinforced plastic (GFRP) had a fibre content varied by weight from 35 to 50% while the thicknesses of the laminate were 10 mm, 12 mm and 16 mm. The mechanical tests, conducted at room temperature, included tests for density, tensile strength, Izod impact energy, Brinell hardness number and tensile creep behaviour. The average experimental values of density, tensile strength and elongation fell in the range 0.91-1.2g/cm3, 43-57 MPa and 0-6.2 percent respectively. Practically all the strength characteristics showed maximum values at the fibre content of 40 percent. The results obtained in this study are in close agreement with the trend of variation of these parameters in GFRP, based on virgin resins. This confirms the applicability of GFRP based on recycled resin for structural uses. The successful application of plastic wastes in construction practice will generate multiple benefits of turning waste into wealth, preservation of environment, job creation as well as opening up opportunity for designing smart materials with predetermined mechanical properties.
Key Words: Glass fibre, plastic, recycling, mechanical properties, environment
—————————— ——————————
1.0 INTRODUCTION
he rapid accumulation of bio-non-degradable plastic wastes in many countries has resulted in
growing concern in view of their threats to the environment. In Nigeria, plastic wastes constitute about 10 percent by weight or 20 percent by volume of the total
municipal solid waste. Fibre-reinforced polymer (FRP), as
an emerging technology, has been tested and proven successful. Virgin materials have been used as resin in the development and production of fibre reinforced polymer (FRP) reinforcements for concrete structures and these have found wide applications in the design of aircraft and automobile parts, wind mill blades, sports equipment and in structural use in concrete components and reinforcements. This is because of its inherent characteristics such as corrosion resistance, high strength, light weight and stiffness, and anticipated long-term durability. A state-of-the art review on development of FRP can be found in ACI Report 440 [1], Bakis, C.E et al [2], National Cooperative Research Programme [3]. The mechanical properties of natural fibre reinforced thermoplastic are reported in the work of Garkhai S.K et al [4]. Others include Thomason and Vlug [5], who investigated the influence of fibre length and concentration on the mechanical properties of glass fibre reinforced polypropylene, produced in an injector mould system. In the same vein, Nwabuzor [6] worked on the development of ridft process, incorporating ultraviolet curing technique in which ultraviolet light ray was used in curing the FRP.
However, a general dearth of information regarding the mechanical properties of recycled waste plastic is observed in technical literature. The summary of previous studies indicate that the mechanical properties of glass fibre reinforced plastic (GFRP) products are significantly dependent on type of fibre, its proportional content and thickness of the specimen. This paper reports the results of a study to determine the mechanical properties of glass fibre reinforced polypropylene plastic made with resin, recovered from recycling waste plastics. The principal variables in the study include fibre content and thickness of laminate. The successful application of plastic wastes in construction practice will generate multiple benefits of turning waste to wealth, preservation of environment and job creation. It will, in addition, open up opportunities for designing smart materials with predetermined mechanical properties.
2.0 RESEARCH METHODOLOGY AND EXPERIMENTAL PLAN
The methodology of research covered
(i) development of a process for collection, separation and recycling for recovery of polypropylene resin from plastic waste;
(ii) fabrication of casting arrangement for the production of fibre reinforced plastic product using the recovered resin;
(iv) production of recycled waste polypropylene laminates by the hand lay-up method for fibre
IJSER © 2015 http://www.ijser.org
International Journal of Scientific & Engineering Research, Volume 6, Issue 3, March-2015 146
ISSN 2229-5518
concentrations of 35, 40,50 percent and laminate
thicknesses of 10, 14, 16 mm;
(iii) fabrication and testing of various specimens of
GFRP for density, elasticity, hardness, impact and creep.
2.1 Materials
The materials, used in this study were produced from recycled plastic waste which was heated at 280 – 320 oC, machined and sheared into granular form. The 450
PLATE 2: Loading of Plastic Waste PLATE3: The Extrusion Process
into the Head and Heating in Cylinder




The heated material was passed through the die and extruded into a rod-like form and then transferred into the curing tank, containing water, all in one single operation. This is shown in Plate 3. The resulting material obtained was subsequently sheared into pieces with the cutting machine.
gramme emulsion bonded chopped strand mat was obtained from Manweb Nigeria Limited, Lagos, Nigeria. The granular polypropylene was obtained from an
1
Waste
2
Head
3
Cylinder 1
(280 -
320oC)
4
Die
5
Curing
Tank
6
Shredding
and
Cutting
7
Recycled granules for Storage
indigenous plastic manufacturer Lasboye Nigeria Limited, also based in Lagos, Nigeria
.
2.2 Production of Recycled Waste Polypropylene
Resin
Technical literature on plastic technology offers an extensive coverage on the various methods of production
off resins, fibre and FRP. These methods range from the simple hand lay-up method to sophisticated pultrusion, injection molding, resin transfer molding and other
extrusion technologies. However, the simple hand lay-up method was adopted in this study on account of its simplicity. The process involved in the production of resin from recycled waste plastics commenced with waste collection and separation. The plastics were sorted according to their resin type which included low, medium and high density polyethylene and polypropylene. Thereafter, the plastic waste was carefully loaded into the recycling plant through the head. Typical wastes collected are shown in Plate 1.


PLATE 1: Waste collected from various dump sites in
Port Harcourt, Nigeria
The recycling plant is made up of main motion and control panel, the head, cylinder, die, curing tank and cutter. The waste was loaded through the head, grounded and heated in the cylinder to a temperature of 280 oC to
320oC. This is shown in Plate 2.
The flow process is presented in Fig. 1
2.3 Casting of Fibre Reinforced Polymer Using
Hand Lay-Up Method
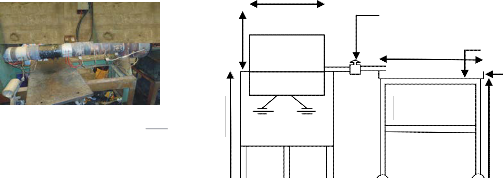
For the ease of production, a simple heating chamber was constructed. The heating chamber consists of the cylinder
head, heating channel, control valve, trolley and discharge tray. The resin was loaded into the cylinder head and heated to its melting point at a temperature of about 169oC. The molten resin was released through the control valve into the discharge tray, mounted on a trolley, which also served as the mould. The discharge tray is made of metal mould of dimensions 1000 mm × 300 mm × 16 mm and glass fibre mats were shaped into it. The procedure for the production of the end product is summarized as follows:
(1) Volume of the fibre was first calculated and
divided into three parts.
(2) The resin was released through the control valve, spread with the aid of a roller brush and the first layer of glass fibre was laid. This was done sequentially until the required thickness was achieved.
(3) The mould was covered and a weight was applied
on it.
(4) Curing was done at room temperature for the first
24 hours and then treated with ultraviolet light for
3 days as recommended in Nwabuzor [6].
(5) The final GFRP product in the form of slabs was now machined into various sizes
300 mm

IJS
http:/
160mm
1500mm
Cylinder
Heating Chamber
Control valve
1000mm
Trolley
Discharge mould
16mm
1300mm
International Journal of Scientific & Engineering Research, Volume 6, Issue 3, March-2015 147
ISSN 2229-5518
Figure 2: Schematic Diagram of the Casting Process

Plate 4 shows the recovered resin in its shredded form and laminates produced from the casting process.
PLATE 4: Recycled Plastic Resin and Casting Progress of GFRP Laminates
3. EXPERIMENTAL SETUP AND TEST PROCEDURES
In order to realize the objectives of this study, the
following tests were carried out on the samples appropriately prepared in accordance with the relevant codes and standards. The tests were conducted in the Structural Engineering Laboratories of the Rivers State Federal University of Science and Technology, Port Harcourt and Federal University of Agriculture, Abeokuta, Nigeria. The following is a brief description of the test procedures used in obtaining the relevant properties of the GFRP developed in the study. The analysis and discussion of the results are treated in detail under the appropriate subhead of this paper.
3.1 Density Test
The density test was carried out in accordance with ASTM D792. Altogether, a total of 27 samples with various fibre contents and thickness of laminate were tested. The fibre contents were of 35, 40 and 50 %, while sample thickness was same as the laminate thicknesses of 10, 12 and 16mm. Three samples were tested from each combination of fibre content and laminate thickness.
3.2 Tensile Test
Tensile tests were performed on each sample to determine

their tensile properties. These tests were carried out in accordance with ASTM 638 standards. The standard specifies a minimum of five specimens per sample. Therefore, six specimens were used in this test in order to capture the effect of all variables of the study. The specimens were machined according to the standard type I specimen. A total of 54 tensile specimens were produced and tested. The tensile test was conducted on the Okahard Digital Display Universal Testing Machine Model No: OKH-600. The experimental set up and test process are illustrated in Plate 5.
Plate 5: Experimental Set Up For Tensile Test

Plate 6: Experimental Setup Hardness Test
3.3 Hardness Test
Brinell hardness test was carried out in accordance with ASTM E-10. The method consists of indenting the test material with a 10 mm diameter hardened steel ball subjected to a load of 2000 kg to avoid excessive indentation. The full load was applied for 15 seconds. The diameter of the indentation left on the test piece was measured with a low powered Darkfield microscope
IJSER © 2015 http://www.ijser.org
International Journal of Scientific & Engineering Research, Volume 6, Issue 3, March-2015 148
ISSN 2229-5518
Model Xs2-14mT. The Brinell hardness number was calculated by dividing the load applied by the surface area of the indentation as stipulated in the applicable standard. The experimental set up and test process are depicted in Plate 6. A total of 18 specimens was tested, two from each combination of fibre content and laminate thickness.
3.4 Izod Impact Test
The Izod impact test was conducted in accordance to
ASTM D256. The test sample was a cantilever bar of standard dimensions, clamped upright in the anvil of the test apparatus, with a 2 mm V-notch at an angle of 45 degrees, located just above top of the clamp. The sample was hit by a hammer and the energy absorbed was measured. The test was conducted on the Diactel Engineering Teaching Equipment Izod Impact Apparatus. A total of 18 specimens was subjected to this set of tests.
3.5 Tensile Creep Test
The tensile creep test was performed for 35% fibre content only and the creep specimens were prepared and tested in
accordance with ASTM D-2990-01 and D1822-99, recommended for determination of tensile creep properties of plastics. The stress levels used for creep testing were
33% and 67% of the ultimate tensile strength (UTS) of the material at room temperature. The test was run for 10 hours and the strain-time graph obtained. The Diactel Engineering Teaching Equipment Creep Apparatus was used for this test. In all, six specimens were subjected to the tensile creep test.
4. RESULTS AND DISCUSSION
As a result of the various standard tests conducted in this
study, details of which were described in the preceding sections, several experimental results were obtained. These results related specifically to density, tensile stress-strain relation, hardness number, impact strength and creep characteristics. The results are presented in form of tables and graphs and the variation of the measured characteristics with fibre content and thickness of laminate discussed.
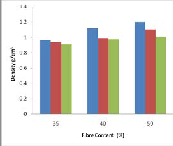
4.1 Density of GFRP from Recycled Plastic Resin The average experimental values of density, obtained in this study are shown in Table 1 and plotted in Fig 3.
Figure 3: Average Tensile
Strength of GFRP from Recycled Plastic Resin versus Resin Content and Thickness of Laminate
Density is an important factor in the design as any decrease in dead weight leads to substantial economy in the capacity of lifting and transportation equipment required for construction. This, in turn, has serious implication to environmental sustainability by offering green construction processes with reduced energy requirement.
From Table 1 and Figure 3, it can be seen that the density of GFRP, produced from recycled plastic resin varies within narrow limits, increasing almost linearly with increase in fibre content and averaging 0.94, 1.03 and 1.17 for 35, 40 and 50% fibre content respectively for the range of thicknesses considered. The trend of this variation agrees with the results in the researches of Thomason and Vlug [5], Jeroen et al. [7] among others, who investigated the properties of GFRP, based on virgin resin. However, the average density values of 0.94-1.2 g/cm3 is about 10% lower than those obtained in the above studies, but fall within the range of densities for typical acrylic plastics, polyvinyl plactics and polyesters.
It can therefore be concluded that GFRP from recycled resin is suitable for production of structural models and components.
4.2 Tensile Strength and Elasticity of GFRP from
Recycled Plastic Resin
The stress-strain relation is one of the most important
characteristics of materials. It describes the elastic behavior of material and reveals its important characteristics, including the limit of proportionality, yield stress, ultimate strength, elongation, modulus of elasticity and resilience. In order to satisfy the strength and safety
IJSER © 2015 http://www.ijser.org
International Journal of Scientific & Engineering Research, Volume 6, Issue 3, March-2015 149
ISSN 2229-5518
requirements, the elastic stresses due to applied loads must not exceed the yield stress of material.
4.2.1 Tensile Strength
The experimental stress - strain curves for GFRP of
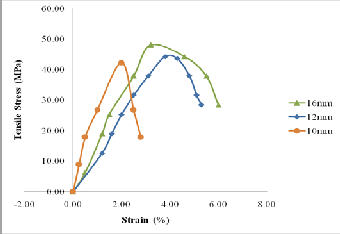
various thicknesses and constant fibre content of 35% are shown in Fig 4. From these plots, it can be seen that the stress-strain curves followed an almost linear graph up to stress values close to the ultimate tensile strength.
Figure 4 Typical Stress-Strain Curves of Recycled GFRP
with 35% with Fibre Content
The average experimental values for tensile strength for various laminate thicknesses and fibre content are given in Table 2 and Figure 5. The tensile strength of GFRP for a given thickness of laminate increased with increase in fibre content, attaining maximum values of 50, 52.2 and 56.8
MPa at about 40% fibre content and thereafter dropping back to about the initial value at 35% fibre content. These values compare favourably with listed tensile strengths for typical thermoplastics frequently met in practice, namely acrylic plastics: 48-75 MPa; polyvinyl chlorides: 34- 68
MPa. The tensile strength for a given fibre content did not
show any appreciable change within the range of values studied.
GFRP from Recycled Plastic Resin versus Resin Content and Thickness of Laminate
A similar trend was registered in the observations of other researchers. However, the average values of the ultimate strength, consisting 50-70 MPa for GFRP from recycled resin was about 39% lower than the corresponding value for GFRP from virgin resin, reported in Thomason et al [5].
4.2.2 Modulus of Elasticity
The tensile modulus of elasticity reflects the stiffness or
rigidity of the material. Their value is required for determination of structural deformations both for satisfying design requirement for serviceability and also for solution of statically indeterminate systems. The variation of modulus of elasticity, shown in Table 3 and Figure 6, follows the same general trend as the tensile strength. The observed values fall in the range of tensile modulus for of 2.9-3.45 for acrylics and 2.4 – 4.13 for polyvinyl chlorides.
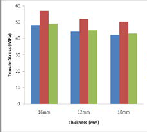
Figure 5: Average
Tensile Strength of
IJSER © 2015 http://www.ijser.org
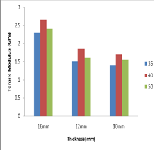
Figure 6: Average Tensile Modulus of GFRP from Recycled Plastic Resin versus Resin Content and Thickness of Laminate
International Journal of Scientific & Engineering Research, Volume 6, Issue 3, March-2015 150
ISSN 2229-5518
4.2.3 Ductility
Ductility is a material property that characterises the
ability of the material to undergo substantial deformation and is important in limiting the deformations of the structure such as deflections and rotation in beams as cardinal objectives of design is to ensure that the structure will not fail abruptly in the event of extreme circumstances. Thus, the structural materials are required to possess adequate ductility so that brittle failures are avoided or reduced to barest minimum. The GFRP on recycled resin exhibited high level of ductility up to 6.2 percent which was about 25 percent higher than those recommended in ACI 440. This corresponds with elongation values of 3-10 percent quoted for common thermoplastics including polyvinyl chlorides and polyesters and demonstrates excellent machinability of GFRP on recycled resin.
4.3 Izod Impact Resistance of GFRP from Recycled
Resin
The impact resistance of composite materials is a complex
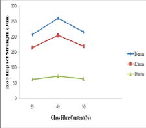
subject where the data often reflects the parameters of the test as much as the structural performance of the materials. Table 4 and Figure 7 present the experimental results the notched Izod impact energy of recycled GFRP as a function of fibre content and thickness of laminate.
Figure 7: Average Impact Energy of GFPR from Recycled Plastic Resin versus Resin Content and Thickness of Laminate
The absorbed impact energy increased with increasing glass fibre content up to 40%, beyond which a decrease in impact energy was observed. This clearly confirms the dominant influence of fibre content on the fracture energy and notch toughness of GFRP. A general increase in
absorbed energy with thickness of specimen was observed in consonance with similar observation in Thomason et al [5]. However, the fracture toughness of recycled GFRP was found to be about 20% higher than that of virgin GFRP, declared in Thomason et al [5]. This may possibly be caused by the presence of extraneous materials in the recycled polypropylene which, acting as filler, could elevate the structural toughness of the material. The fracture of the matrix occurred in an area in front of the notch tip, accompanied by some limited debonding. The applied load, transferred by shear to the fibres, may have exceeded the strength of the fibre–matrix interface resulting in limited debonding observed in the test specimens.
4.4 Hardness Number of Recycled GFRP
The Brinell hardness test results, presented in Table 5 and
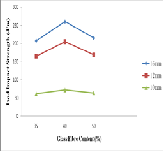
Figure 8, depict the functional dependence of the hardness of GFRP, produced from recycle resin on fibre content (%). Increased fibre content resulted in increase in modulus of the composite, leading to a corresponding increase in the hardness of the composite. Similarly, a steady increase in fibre content was accompanied by increase in the hardness of the specimens tested, again to a fibre content of 40 percent at which a decrease in hardness number was observed. This is in total agreement with observations in previous studies. However, the average recorded value of the hardness number of 74-245 was observed.
Figure 8: Average Brinell Hardness Number of GFPR from Recycled Plastic Resin versus Resin Content and Thickness of Laminate
4.5 Tensile Creep of GFRP from Recycled Plastic
Resin
IJSER © 2015 http://www.ijser.org
International Journal of Scientific & Engineering Research, Volume 6, Issue 3, March-2015 151
ISSN 2229-5518
The influence of creep on the deformation of structures cannot be overemphasized as it leads to long term increases in the elastic instantaneous deflections, rotations etc. Creep data are useful for designing structures and products that are subjected to high stress levels over a long duration of time.
The tensile creep test generally shows the ability of the
materials to deform with time under sustained stress intensity and has a significant influence on its time dependent modulus of elasticity. The experimental results of the tensile creep test are shown in Table 3 and plotted in
Figure 9 for two representative stress levels, namely 33% and 67% of the ultimate tensile strength of the composites considered.
The strain at 67% induced stress showed a 100% increase over that of 33% for all the samples tested, suggesting a linear dependence between these parameters. The failure of the specimens was due to debonding that was noticeable in the failed samples. Figure 9 shows the variation of strain with duration of application of sustained stress level.
Table 3: Experimental and Extrapolated Tensile Creep Strains for Recycled GFRP at 33% and 67% Ultimate Tensile
Strength at 35% Fibre Content
Sample | UTS ( MPa) | Stress level 33% | Stress level @67% | 33% UTS | 67 % UTS | 33% UTS | 67% UTS |
Sample | UTS ( MPa) | Stress level 33% | Stress level @67% | 10 hrs | 100 hrs | 500,000 hrs | 10 hrs | 100 hrs | 500,000 hrs | A* | A* |
16 mm | 48.10 | 15.90 | 32.20 | 0.3 0 | 0.34 | 0.41 | 0.45 | 0.49 | 0.63 | 0.22 | 0.0 |
12 mm | 43.40 | 14.33 | 29.07 | 0.2 6 | 0.28 | 0.37 | 0.38 | 0.43 | 0.52 | 0.20 | 0.08 |
10 mm | 42.34 | 14.00 | 28.40 | 0.2 5 | 0.27 | 0.36 | 0.36 | 0.41 | 0.48 | 0.27 | 0.11 |
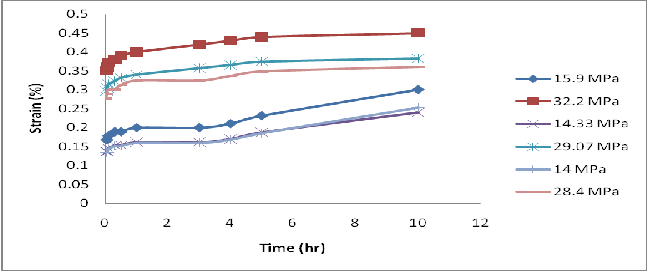
Figure 9: Tensile Creep Curves of GFRP from Recycled Resin with 35% fibre content
The long term behavior of the composite before rupture was determined by extrapolation of the creep curves to 100 and 500,000 hours in line with ACI 440 Report (which specifies that the ratio of the stress level at rupture to the initial strength of GFRP after 500,000 hours should not exceed 0.29. From Table 3 under column A*, it can be seen that the extrapolated stress values fell between 0.22 and 0.27 for 33% UTS and between 0.01 and 0.11 for67% stress level.
5.0 CONCLUSIONS
The cardinal objective of this study was the determination of the mechanical properties of glass fibre reinforced
plastic based on recycled resin and to ascertain its applicability for structural purposes. On the basis of the analysis of experimental results obtained in this study, it
can be concluded that GFRP from recycled plastic wastes meets all the minimum requirements of the normative standards and therefore qualifies as a good material for
IJSER © 2015 http://www.ijser.org
International Journal of Scientific & Engineering Research, Volume 6, Issue 3, March-2015 152
ISSN 2229-5518
different structural strengthening and retrofitting purposes. Specifically,
1. GFRP has light weight and corrosion resistance.
The decrease in dead weight will leads to substantial economy in the capacity of lifting and transportation equipment required for construction. This, in turn, has serious implication to environmental sustainability by promoting green construction technology with reduced energy requirement.
2. The average density of GFRP made with resin from recycled plastic waste increased with fibre content, varying from 0.94-1.2 g/cm3. These values are about 10 percent less that those reported in similar studies. However, the average density values fall within the range of densities for typical acrylic plastics, polyvinyl plastics and polyesters.
3. The stress-strain relation for GFRP based on recycled plastic resin followed a linear graph up to stresses close to the ultimate tensile stress. The tensile properties of the recycled composite, represented by strength and stiffness increased with fibre content and averaged 43-57MPa. These fall favourably in the range of listed values for commonly used plastics, including acrylic plastics and polyvinyl chlorides. There are also in close agreement with the findings in other authoritative studies.
4. The GFRP on recycled resin exhibited high level of ductility up to 6.2 percent which was about 25 percent higher than those recommended in ACI
440 Report (1996). This corresponds with elongation values of 3-10 percent quoted for common thermoplastics, including polyvinyl chlorides and polyesters and demonstrates excellent machinability of GFRP, produced from recycled resin.
5. The Brinell hardness number of 74-230 was established.
6. The experimental values of the fracture energy in
the impact test increased with fibre content and thickness of specimen. Failure was observed to occr at the area of the notch and accompanied by limited debonding at the fibre-matrix interface.
7. Practically all the strength characteristics showed maximum values at the fibre content of 40 percent irrespective of thickness of laminate.
8. The magnitude of creep strain at 67% stress level was found to be 100 % greater than the corresponding value at 33 % stress level for all samples tested. This proportional increase in strain was, however, accompanied by debonding at the
fibre-matrix interface and matrix cracking, characterized by relatively short crack growth.
References
1. American Concrete Institute 440.XR Report on
Fiber-Reinforced Polymer (FRP) Reinforcement for
Concrete Structures
440.1R Guide for the Design and Construction of
Structural Concrete Reinforced with FRP Bars
440.2R Guide for the Design and Construction of Externally Bonded FRP Systems for Strengthening Concrete Structures
2. Bakis, C. E., Bank, L. C., Brown, V. L., Cosenza, E., Davalos, J. F., Lesko, J. J., Machida, A., Rizkalla, S. H. and Triantafillou, T. C. (2002). “Fibre-Reinforced Polymer Composites for Construction – State-of-the-Art Review”, Journal of Composites for Construction, vol. 6, No. 2, pp 73-87
3. National Cooperative Highway Research Program (NCHRP) 2003, Report 503.”Application of Fibre Reinforced Polymer Composites to the Highway Infrastructure”.
4. Garkhai S. K., R. W. H. Heijenrath And T. Peijs.
Mechanical Properties of Natural-Fibre-Mat- Reinforced Thermoplastics based on Flax Fibres and Polypropylene Applied Composite Materials 7:
351–372, 2000.Kluwer Academic Publishers.
5. Thomason J. L., Vlug M. A.: Influence of fibre length and concentration on the properties of glass fibre-reinforced polypropylene: 4. Impact properties. Composites Part A: Applied Science and Manufacturing, 28, 277-288 (1997).
6. Nwabuzor A. O. (2004) “Development Of The Ridft Process Incorporation Of Ultraviolet Curing Technique”. Florida State University,College Of Engineering
7. Jeroen V.P and allan J. Long glass fibre polypropylene technology for automotive applications (2006)
IJSER © 2015 http://www.ijser.org