International Journal of Scientific & Engineering Research, Volume 3, Issue 6, June-2012 1
ISSN 2229-5518odd page
S.K.Acharya , S.P.Samantarai
Abstract—Particulate fillers of which carbon black is notable example are widely used as reinforcing fillers in polymer industry. Th ese fillers are added to polymers to achieve desirable and enhance the product service qualities. Commercially available carbon blacks are ob tained from thermal cracking of natural gas and furnace black produced by incomplete combustion of oil filled stocks. This carbon black is relatively expensive due to its dependence on dwindling supply of crude oil. It is therefore essential to develop viable alternative source of fillers from r enewable resources such as agricultural waste, bamboo stem, oil palm empty fruit bunches and coconut shells which are carbonaceous in nature and rich in organic materials. These biomass can be converted into carbon black thereby reducing unwanted, low value agricultural reduces and und erutilized crop into useful, high value materials. In the present work the tribo potential of epoxy composite filled with carbon black derived from bio based filler,rice husk has been studied using a pin on disc machine.
Keywords— Rice Husk (RH) char, Carburizing, Weight fraction, Pin-on-disc machine, Abrasive wear
—————————— —————————
Increase of environmental awareness has led to a growing interest in researching ways of an effective utilization of rice by-product, from which rice husk is particularly valuable due to its high content of amorphous silica and amorphous carbon as the main constituents. [1], [2]. Rice husk (RH) is an agricultural waste material abundantly available in rice- producing countries. They are the natural sheaths that from on rice grains during their growth. Removed during the refining of rice, these husks have no commercial interest [3]. Globally, approximately 600 million tons of rice paddy is produced each year. On average 20% of the rice paddy is husk, giving an annual total production of 120 million tones. A large quantity of husk, which is known to have a fibrous material with high silica content, is available as waste from rice milling industries. Silicon enters the rice plant through its root in a soluble form, probably as a silicate or monosilicic acids, and then moves to the outer surface of the plant, where it is become concentrated by evaporation and polymerization to form a cellulose silica membrane. There is quite general agreement that the silica is predominantly in inorganic linkages, but some of the silica is also bonded covalently to the organic compounds. This portion of the silica cannot be dissolved in alkali and can withstand very high temperatures [4].
————————————————
![]() Author Dr. S.K Acharay is a professor in Department of Mechanical
Author Dr. S.K Acharay is a professor in Department of Mechanical
Engineering,NIT Rourkela, Odisha, INDIA E-mail:drsamirka@yahoo.com![]() Mr. S.P.Samantarai is currently pursuing Ph.D program at NIT Rourkela,Odisha,INDIA,.E-mmdkiom@gmail.com
Mr. S.P.Samantarai is currently pursuing Ph.D program at NIT Rourkela,Odisha,INDIA,.E-mmdkiom@gmail.com
In general, rice husk ash (RSA) might well be considered slightly impure silica. The content of silica and all impurities in RHA vary depending on the variety, climate and geographic location [5].shankar Compares to the conventional sources of silica rice husk ash as a char raw material possess advantages like fine particles size and higher reactivity due to its amorphous nature. But it is interesting to note that rice husk contains 20% ash, 22% lignin, 38% cellulose, 18% pentosans and 2% moisture. Many authors have concluded that rice husk is an excellent source of high grade amorphous silica [6],[7],[8],[9],[10]. Silica obtained from rice husk ash is highly reactive, depending upon the degree of firing and is used for making insulating materials, refractory bricks, Portland cement, masoriry cement and pottery ware. It is used as filler materials in paints and in fertilizers etc. rice husk ash has also been used in aluminum alloy for increasing abrasion resistance [11].
In this work the new hard porous carbon material called the RH char has been developed and the tribological properties of the RH char Epoxy composite has been studied using a pin-on-disc wear tester.
Epoxy LY 556 is the resin which is used as the matrix material. Its common name is bisphenol-A-diglycidyl-ether and it chemically belongs to the ‗epoxide‘ family. The epoxy resin and the hardener are supplied by Ciba Geigy
Rice husk obtained from mills directly were cleaned, sheared from dusts and kept in an oven for one day at the temperature of 1100c. They were sieved to a size of 100 μm. They were carbonized in absence of atmospheric gas. The
IJSER © 2012
International Journal of Scientific & Engineering Research, Volume 3, Issue 6, June-2012 2
ISSN 2229-5518odd page
carburization temperature selected was 8500c, 9000c and
9500c. The required quantity rice husk were taken in
crucibles were placed in the furnace. It took about five and
half hours to reach the required temperature. At this
temperature one hour soaking time was allowed. After this
14hrs cooling was allowed so that the furnace comes to room temperature. Then the carburized rice husks were taken out from the furnace for further use. Figure-1 shows the different stages in the preparation of RH- char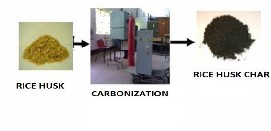
Fig. 1: Preparation of RH-Char
Different amount carburized rice husk fibers (10, 20, 30 and
40 wt. %) was added to the mixture of epoxy resin and
hardener (10:1) at room temperature. The above mixture
was stirred for 10 min by a glass rod to obtain uniform
dispersion of fiber and then poured into cylindrical mould Figure-2. The upper and lower portions of the mold were fixed properly. During fixing care has been taken to squeeze out excesses amount of the polymer. Composite pins of length 35 mm and diameter of 10 mm were prepared by this process. The samples were kept in the moulds for curing at room temperature (290C) for 24 hr. Cured samples were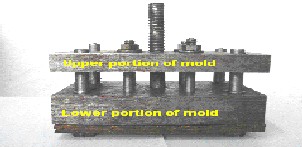
then removed from the moulds and used for abrasive wear test.
Fig. 2: Mould used for preparing samples
Abrasive wear studies were carried out under multi-pass condition on a pin-on-disc type wear machine. Abrasive paper of 400 grades (grit-23 µm) was pasted on a rotating disc (EN 32 Steel disc) of 120mm diameter using double- sided adhesive tape. The specimens under tests were fixed to the sample holder. The holder along with the specimen (Pin) was positioned at a particular track diameter. This track diameter is to be changed after each test (i.e.) a fresh track is to be selected for each specimen under different applied loads for five intervals of 5min. where each time interval corresponded to a sliding distance of 189.9 m. The effects of various loads (5, 10, 15 and 20 N) and sliding
velocities (0.63m/s) in a track radius 40mm were studied. The samples were cleaned by using Acetone to remove any debris adhered to sample before and after each run. The weight loss was recorded by weighing the pin to an accuracy of 1×10−3 gm using an electronic balance after each run. The specific wear rate (k0) was calculated using equation (1)
k0 = w/ (ρ x L x F) (1)
where k0 is the specific wear rate in m3/Nm, w is the weight loss in grams, ρ is the density of sample, L is the sliding distance in meter, and F is the applied load in Newtone.
3.1 Density and Void Fraction
The density (ρc) of the composite can be determined experimentally by simple water immersion technique. Figure.3. shows the variation of density of RH char filled epoxy composites with fiber content. The density of fiber (2.12 gm/cc) is greater than that of epoxy resin (1.0974 gm/cc) and it was observed that the density of composite increases linearly with fiber loading.
TABLE I
MEASURED AND THEORETICAL DENSITIES OF THE COMPOSITES
SL NO | COMPOSITES | DENSITY (GM/CC) |
1 | 0% | 1.108 |
2 | 10% | 1.213 |
3 | 20% | 1.211 |
4 | 30% | 1.233 |
5 | 40% | 1.215 |
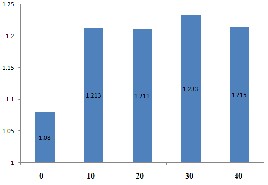
Fig. 3: Variation of density with fiber content
Figure.4 (a to d). Shows the influence of load on the abrasive wear of the reinforced composites at sliding velocity of 0.63m/s. The wear rate increases with the normal
IJSER © 2012
International Journal of Scientific & Engineering Research, Volume 3, Issue 6, June-2012 3
ISSN 2229-5518odd page
load. Wear rate was relatively low at lower load (5N) load because of less penetration and less numbers of abrasive particles were in action with rubbing surface. The abrasion wear was greatly increased at higher load due to most of the abrasive particles were penetrated into the surface and created more grooves resulting in more material removal by a severe plastic deformation. The wear rate decreases with addition of RH char fibers up to 30 wt %. It means that carburized fiber is very effective in improving the tribological performance. The wear rate is very less when the carburization temperature is increasing this shows that the fibers getting higher strength for higher temperature carburization. The percentage of carbon increases in the rice husk char form 8500 to 9500C.
Figure.5. shows the variation of co-efficient of friction
with time. It is clear from the figure that the co-efficient of
friction increases initially to a higher value due to the fresh abrasive paper and as the process continues it almost remains same for the entire test period. It is also seen that the co-efficient of friction decreases when the weight fraction of reinforcement is more. For 30% the co-efficient of friction is less.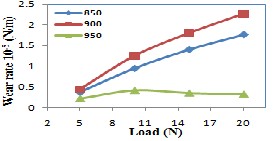
Fig. 4(a): Variation of Wear rate with normal load at velocity 0.628 m for 10%
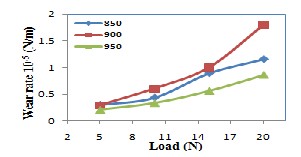
Fig. 4(b): Variation of Wear rate with normal load at velocity 0.628 m for 20%
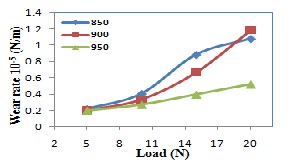
Fig. 4(c): Variation of Wear rate with normal load at velocity 0.628 m for 30%
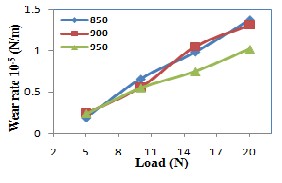
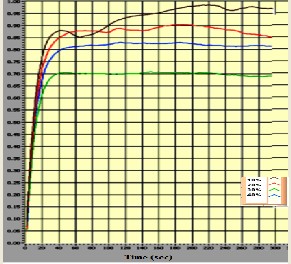
Fig. 4(d): Variation of Wear rate with normal load at velocity 0.628 m for 40%
Fig. 5: Variation of co-efficient of friction with time
3.3 SEM Studies
Figure.6(a,b) shows the scanning electron micrographs (SEM) and the surface profiles of RH char carbonized at a temperature of 8500C and 9500C .SEM micrographs shows porous structure and voids. It can be seen that there is presence of the film like formation of transferred materials on the worn surfaces of the tested specimens. This film might have transferred from RH chars which consists of amorphous carbon and amorphous silica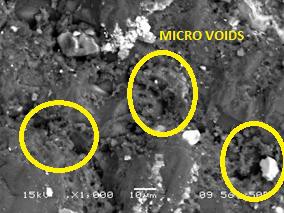
Fig. 6(a): SEM image of pin surface of RH charwith micro voids
IJSER © 2012
International Journal of Scientific & Engineering Research, Volume 3, Issue 6, June-2012 4
ISSN 2229-5518odd page
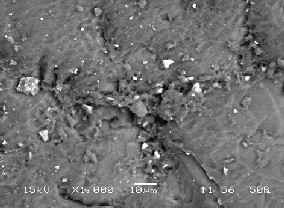
Fig. 6(b): SEM image of pin surface of RH ceramic with less crack propagation with 9500C carburized sample
.
The following conclusions have been drawn from the above studies
The Rice husk one of the byproduct of rice mill can successfully be utilized to produce composite by suitably bonding with resin for value added product.
Incorporation of RH Char in to epoxy, can significantly reduce abrasive wear loss. The optimum wear resistance property was obtained at the fiber content of 30 weight fraction.
The specific wear rate of composite decreases with
the increases of sliding distance because the space
between the abrasive filled by the debris, which reduced the depth of penetration abrasive particle in to the composite sample.
The co-efficient of friction decreases as the volume fraction of reinforcement (RH ceramic) increases.
Minimum wear rate is observed for 30% volume of reinforcement at 9500c carburized temperature with 15N load.
[1] W.Shigetaka, M.Weerasak and H.Zhemchai, ―Survey of the Research on the utilization of Rice Husk and Rice Husk Silica,‖ Proc. 1st workshop on the utilization of Rice Husk and Rice Husk Silica, (2005), pp 6-14.
[2] T.Yamaguchi, T.Sekiguchi, H.Toyoshima, E.Kohira, S.H.Shikano and
K.Hokkirigawa, ―Friction and wear properties of new hard porous carbon materials made from Rice Chaff,‖ Proc.3rd Asia Int. Conf. Trib., (2006), pp 379-380.
[3] C. Real, M.D. Alcala, J.M. Criado, ―Preparation of silica from rice husks‘,
Journal of the American Ceramic Society, 79 (1996), 2012-2016
[4] M. Patel, A. Kerera, ―SiC whisker from rice husk: microscopic study
powder Metall‖. Int .1991, 23(1), 30
[5] D. F Houston, ―Rice: Chemisty and Technology: American Association of Ceramic Chemists‖, Inc,: St Paul. MN, 1972.
[6] R.Conradt, P. Pimkhaokham and U. Leela-Adisorn, ―Nano structured
silica from rice husk‖, Journal of Non-Crystalline Solids, 145, (1992), pp 75-
79.
[7] J.M.Chen and F.W.Chang, “The chlorination kinetics of Rice Husk,”
Indian Engineering Chemical Research 30 (1991), pp 2241-2247.
[8] T.B.Ghosh, K.C.Nandi, H.N.Acharya and D.Mukherjee, ―X-ray photoelectron spectroscopic analysis of amorphous silica – A comparative study,‖ Materials Letters 12 (1991) pp 175-178.
[9] K.C.Nandi, A.K.Biswas and H.N.Acharya, ―Density-of-states
determination in hydrogenated amorphous silicon obtained from Rice
Husk,‖ Materials Letters 12 (1991), pp 171-174.
[10] B.B.Nayak, B.C.Mohanty and S.K.Singh, ―Synthesis of silicon carbide from rice husk in a dc arc plasma reactor,‖ Journal of the American Ceramic Society 79 (1996) pp 1197-2000.
[11] N.Chand, T.K.Dan, S.Verma and P.K.Rohatgi, ―Rice husk ash filled- polyester resin Composites,‖ Journal of Materials Science Letters 6 (1987), pp 733-735.
IJSER © 2012