International Journal of Scientific & Engineering Research, Volume 6, Issue 2, February-2015 738
ISSN 2229-5518
Cylindrical grinding process parameters
optimization of Al / SiC metal matrix composites
C. Thiagarajana *, S. Ranganathanb and P. Shankarc
a, b, cDepartment of Mechanical Engineering, Saveetha School of Engineering, Saveetha University, Chennai-602105, Tamilnadu, India.
Keywords: Cylindrical grinding, grinding force, surface roughness, grinding temperature, S/N ratio and ANOVA.
—————————— ——————————
luminium alloys reinforced with silicon carbide particles are potentially useful structural materials, with high strength, high modulus values, and are used in various industrial applications. These applications warrant machining of the composites. Despite all these large applications, the Al/SiC composites are difficult to machine to a good surface finish. The main concern in machining of Al/SiC composites is the extremely high tool wear, due to the abrasive action of the SiC particles and needs to be addressed for the successful ap- plication of these composites. Sun et al reported that, the grinding is an important finish-machining process that is widely used in the manufacture of components requiring fine tolerances and smooth finish. Since the problems associated with the machining of Al/SiC composites are large, they can- not be applied with ease [1]. The grinding problems can be minimized, if not eliminated by the careful selection of appro- priate grinding parameters and other important conditions, like the percentage of SiC volume fraction to improve the sur- face finish. Methods to produce the Al/SiC composites and studies on their machining characteristics have been reported [2-4]. The presence of SiC in the metal matrix is reported to increase the hardness, tensile strength and heat resistance of
the composites.
The corresponding author Dr. C. Thiagarajan is currenly Professor in Department of Mechanical Engineering, Saveetha School of Engineering, Saveetha University, Chennai-602105, Tamilnadu, India. thiaguresearch@gmail.com, Phone: +91 9445262985
However during the machining of Al/SiC composites using conventional methods, the presence of hard SiC particles caus- es problems like cracking and splintering [5]. Anand Ronald et al studied the grinding with resin bonded and plated diamond abrasive wheels to evaluate the significance of bond on wheel performance and reported that resin bonded wheel gave better surface finish compared to the electroplated wheel [6 ]. Slowik and Slowik presented the multi objective optimization of a surface grinding process using evolutionary algorithm [7]. Saravanan et al reported the genetic algorithm based optimi- zation procedure to optimize the grinding conditions [8]. Zhong et al studied the grinding of Al/Al2 O3 MMCs using grinding wheels having SiC in a vitrified matrix and diamond in a resin-bonded matrix and discussed the surface roughness, grinding force, type and size of the abrasives, grinding condi- tions, and the consequential sub-surface integrity [9]. Shaji and Radhakrishnan investigated the analysis of process parame- ters in surface grinding with graphite lubricant based on the Taguchi method [10]. Nalbany et al finds the optimal cutting parameters for surface roughness in turning using Taguchi method [11]. Yang and Tarng reported that the Taguchi meth- od is effective approach in optimization of cutting parameters for turning of S45C steel [12]. Chen et al presented the opti- mized process parameters on machining of EDM using Taguchi method [13]. Taguchi method is powerful approach to optimize the process parameter and efficient method over a variety of operating conditions. In this study, Taguchi based L27 orthogonal array was selected to optimize the cylindrical grinding process parameters for Al/SiC composites.
IJSER © 2015 http://www.ijser.org
International Journal of Scientific & Engineering Research, Volume 6, Issue 2, February-2015 739
ISSN 2229-5518
2.1 Fabrication of Workpiece
Al/SiC composite specimens were fabricated by the addition of SiC reinforcement (particle size 13 µm) to the LM25 aluminium alloy matrix with the dimensions of φ30 ×
200 mm. The chemical composition of the LM25 aluminium alloy is given in Table 1
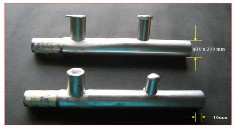
This composite can be synthesized more easily by the stir casting process since stir casting is a relatively inexpensive processing method, and offers a wide selection of materials and processing conditions and involves the addition of SiC particles into the semi-solid aluminium metal by means of agitation (stirring). The Al/SiC specimens in the ‘as-cast’ condi- tion and the stir casting set-up used to fabricate them, are shown in Figures 1 and 2 respectively.
FIGURE 1 LM25AL/SIC SPECIMENS
FIGURE 2 STIR CASTING SET-UP
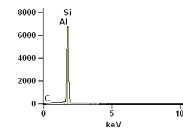
The SEM micro structure of the LM25Al/SiC in Figure 3 shows the uniform distribution of the SiC particles in the alu- minium matrix and EDX analysis ascertained the presence of the SiC particles in the metal matrix. As far as the machining of SiC is concerned, Al2 O3 grinding wheel is a better choice for grinding of Al/SiC composites.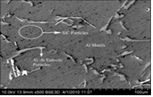
FIGURE 3. UNIFORM DISTRIBUTION OF THE SiC PARTI- CLES IN THE ALUMINIUM MATRIX
The experiments were carried out as per L27 orthogo- nal array with three levels defined for each of the four process parameters. Grinding performance of Al/SiC composites was studied by conducting various machinability tests using Al2 O3 grinding wheel. The experiments were conducted on horizon- tal spindle cylindrical grinding machine (Type G13P, HMT make) and the setup is shown in Figure 4.
FIGURE 4 CYLINDRICAL GRINDING SET-UP
Based on the Taguchi’s orthogonal array, the experi-
ments were conducted by varying the four parameters, name-
ly, the wheel velocity (Vw), workpiece velocity (Vc ), feed (f )
and depth of cut (ap ) at three levels. The grinding conditions
adopted in the present study are shown in Table 2.
Parameters | Levels | ||
Parameters | 1 Low | 2 Medium | 3 High |
Wheel velocity, Vw (m/min) | 1414 | 2026 | 2639 |
Workpiece velocity, Vc (m/min) | 6.11 | 12.72 | 26.72 |
Feed rate- Work table traverse, f (m/min) | 0.06 | 0.09 | 0.17 |
Depth of cut, ap (µm) | 10 | 20 | 30 |
A device called VFD (ACS 350-03E-12A5-4, ABB
make) was used to measure the power of the grinding wheel
motor to calculate the tangential grinding force (Ft ). The
surface roughness (Ra ) of the ground specimens was
measured in the direction perpendicular to the grinding
direction, using a stylus based surface roughness tester
(Surfcorder-SE1200) is shown in Figure 5. A non-contact
infrared thermometer (METRAVI make) was used to measure
the grinding zone temperature (T g) is shown in Figure 6. The
IJSER © 2015 http://www.ijser.org
International Journal of Scientific & Engineering Research, Volume 6, Issue 2, February-2015 740
ISSN 2229-5518
results of experiment of grinding of Al/SiC composites are shown in the Table 3.
FIGURE 5 SURFACE ROUGHNESS TESTER
Aluminium alloy with SiC composite materials are finding many applications like aerospace, automotive, ma- rine, building, packaging industries and many engineering components. Grinding of these components cannot be avoided and the experiments are conducted for analyzing the influence of grinding parameters to give the best combination of the machining conditions. Grinding wheel velocity, work piece velocity, feed rate and depth of cut are the major grinding pro- cess parameters that are considered in these experiments. Tan- gential grinding force, surface roughness and grinding tem- perature were the minimization quantities and should be op- timized in terms of the process parameters using S/N ratio [14].
In this study, S/N ratios were calculated using a
‘‘smaller is better ’’ approach and its is calculated as follows
[14];
S/N ratio η = − 10 log [![]()
1 ∑ y 2 ]
n i =1
FIGURE 6 NON-CONTACT INFRARED THERMOMETER
The performance measures namely, Tangential force, surface roughness and grinding temperature were analyzed with analysis of variance (ANOVA). The results of the ANOVA ta- bles 4,5, and 6 shows the Tangential force , surface roughness and grinding temperature and their significant parameters. The analysis was carried out for the confidential level of 95% and the last column shows the percentage contribution of the performance measures.
Source | DOF (df ) | Sum of Squares (SS) | Mean Squares (MS) | p- value Prob > F | Percent (%) |
A-Wheel Velocity | 2 | 288.07 | 144.0 | 0.0023 | 51 |
B- Workpiece Velocity | 2 | 0.96 | 0.48 | 0.8783 | 0.175 |
C- Feed rate | 2 | 102.74 | 51.37 | 0.0151 | 18.21 |
D- Depth of cut | 2 | 12.04 | 6.02 | 0.2961 | 2.13 |
AB | 4 | 75.70 | 18.93 | 0.0682 | 16.42 |
AC | 4 | 5.93 | 1.48 | 0.7940 | 1.05 |
Error | 4 | 14.37 | 3.59 | 2.47 | |
Total | 20 | 564.07 |
IJSER © 2015 http://www.ijser.org
International Journal of Scientific & Engineering Research, Volume 6, Issue 2, February-2015 741
ISSN 2229-5518
Main Effects Plot for Tangential Force
Data Means
-2 7 .0
-2 7 .5
-2 8 .0
-2 8 .5
Wheel Velocity
Work piece Velocity Feed rate Depth of Cut
-2 9 .0
1 2 3
1 2 3 1
2 3 1 2 3
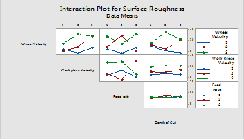
Interaction Plot for Tangential Force
Data Means
The average S/N ratio values, calculated for each fac- tor at a given level, allow the establishment of the best levels. It was found that the best parameters for tangential force and their levels are A3B1C2D2, for surface roughness A3B3C1D3 and for grinding temperature A1B1C2D1 are shown in table
Wheel Velocity
1 2 3
1 2 3
F eed rate
1 2 3
Depth of Cut
-25.0
-27.5
-30.0
-25.0
-27.5
-30.0
-25.0
-27.5
-30.0
7,8 and 9.
FIGURE.7. THE MAIN EFFECT AND INTERACTION PLOT
FOR TANGENTIAL FORCE OF GRINDING OF Al/SiC
COMPOSITES
The figure 7 shows the main effect and interaction plot of the tangential grinding force during grinding of Al/SiC composites. The tangential grinding force (Ft ) decreases with
an increase in the wheel velocity (V
w) and workpiece velocity
Level | Wheel velocity, Vw (m/min) | Workpiece velocity, Vc (m/min) | Feed rate- Work table traverse, f (m/min) | Depth of cut, ap (µm) |
1 | 5.5577 | 6.54 | 8.23 | 7.978 |
2 | 8.106 | 7.94 | 8.22 | 8.296 |
3 | 10.994 | 10.178 | 8.208 | 8.384 |
delta | 5.4363 | 3.638 | 0.0211 | 0.4064 |
Rank | 1 | 2 | 4 | 3 |
(Vc ). The increase in the wheel velocity and workpiece velocity
leads to the thermal softening of the aluminium matrix, which
in turn, reduces the tangential grinding force [2]. The increase
in the wheel velocity also reduces the maximum chip thick-
ness, which results in a lower grinding force. Ft increases with
an increase in the combination of the feed (f ) and depth of cut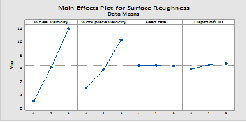
(ap ).
IJSER © 2015 http://www.ijser.org
International Journal of Scientific & Engineering Research, Volume 6, Issue 2, February-2015 742
ISSN 2229-5518
In this study, the Taguchi based L27 orthogonal array was performed to obtain optimum process parameters for the grinding of Al/SiC composites and the conclusions are as fol- lows:
FIGURE. 8. THE MAIN EFFECT AND INTERACTION PLOT FOR SURFACE ROUGHNESS OF GRINDING OF Al/SiC COMPOSITES
The Figure 8 shows the main effect and interaction plot of the surface roughness during grinding of Al/SiC com-
The optimization results showed that the val- ues of the surface roughness (Ra ) decreases with an increase in the wheel velocity (Vw) and workpiece velocity (Vc ).
The tangential grinding force (Ft ) decreases with an increase in the wheel velocity (Vw) and workpiece velocity (Vc ) and the higher values of the grinding parameters such as
posites. The values of the surface roughness (Ra ) decrease
wheel velocity (V
w), workpiece velocity (Vc ),
with an increase in the wheel velocity (Vw ) and workpiece velocity (Vc ). This is mainly due to the increase in the relative velocity between the wheel and the workpiece, and the fact that the reduction in contact time reduces the chip thickness, which resulted in a decrease in the Ra values [1]. The surface roughness (Ra ) increase with an increase in the combination of feed (f ) and depth of cut (ap ). The increase in the combined effect of f and ap , increases the wheel-work contact area, lead- ing to an increase in grit penetration and the subsequent max- imum chip thickness, which invariably increases the Ra values.
Main Effects Plot for Grinding Temperature
Data Means
feed rate and depth of cut result in higher
grinding temperature.
The results indicate that, the wheel velocity
(Vw ), workpiece velocity (Vc ), and feed rate
are the main parameters which influence the
grinding force, surface roughness and grind-
ing temperature in grinding of Al/SiC com-
posites.
The best parameters for tangential force and
their levels are A3B1C2D2, for surface
roughness A3B3C1D3 and for grinding tem-
perature A1B1C2D1
This method is appropriate and competent to
-57.6
-57.7
-57.8
-57.9
-58.0
Wheel Velocity
Work piece Velocity Feed rate Depth of Cut
predict the effects of different significant combination of process parameters on the grinding of Al/SiC composites within the lev- els studied.
-58.1
-58.2
1 2 3
1 2 3 1
2 3 1 2 3
Interaction Plot for Grinding Temperature
Data Means
[1] F.H.Sun, X.K.Li, Y.Wang, M.Chen, Studies on the
Wheel Velocity
1 2 3
1 2 3
F eed rate
1 2 3
Depth of C ut
-57.5
-58.0
-58.5
-57.5
-58.0
-58.5
-57.5
-58.0
-58.5
grinding characteristics of SiC particle reinforced al-
uminium-based MMCs, Key Eng. Mater., 304-305
(2006) 261-265.
[2] Z.W.Zhong, Grinding of aluminium-based metal ma-
trix composites reinforced with
Al2 O3 or SiC particles, Int.J.Adv.Manuf.Technol., 21
(2003) 79-83.
FIGURE. 9. THE MAIN EFFECT AND INTERACTION PLOT FOR GRINDING TEMPERATURE OF GRINDING OF Al/SiC COMPOSITES
The Figure 9 shows the main effect and interaction plot of the grinding temperature during grinding of Al/SiC composites. The grinding temperature (T g ) increases with an increase in the wheel velocity, workpiece velocity, feed and depth of cut. The higher values of the grinding parameters (Vw , Vc , f and d) result in higher grinding temperatures due to the increase of the energy required to grind a unit volume of the material.
[3] G.Tosun and M.Muratoglu, The drilling of an
Al/SiCp metal matrix composites: Part I: microstruc-
ture, Composites Sci. Technol., 64 (2004) 299-308.
[4] I.M.Walton, D.J.Stephenson, and A.Baldwin, The
measurement of grinding temperatures at high specif-
ic material removal rates, Int. J. Mach. Tools Manuf.,
46 (2006), 1617-1625.
[5] Y.M.Quan, and B.Y.Ye, The effect of machining on the
surface properties of SiC/Al composites, J. Mater. Pro-
cess. Technol., 138 (2003), 464-467.
[6] B.Anand Ronald, L.Vijayaraghavan, and
R.Krishnamoothy, Studies on the influence of grind-
ing wheel bond material on the grindability of
metal matrix composites, Mater. Des.,30 (2009), 679-
686.
IJSER © 2015 http://www.ijser.org
International Journal of Scientific & Engineering Research, Volume 6, Issue 2, February-2015 743
ISSN 2229-5518
[7] A. Slowik and J. Slowik, Multi-objective optimiza-
tion of surface grinding process with the use of evolu-
tionary algorithm with remembered Pareto set, Int. J.
Adv. Manuf. Technol , 37 (7-8) (2008), 657-669.
[8] R.Saravanan, P.Asokan and M. Sachidanandam, A
multi-objective genetic algorithm (GA) approach for
optimization of surface grinding operations, Int. J.
Mach. Tools Manuf, 42 (12) (2002), 1327-1334.
[9] Z.W. Zhong, and N.P.Hung, Grinding of alumi-
na/aluminum composites, J. Mater. Process. Technol.,
123 (2002), 13-17.
[10] S. Shaji and V. Radhakrishnan, Analysis of process pa-
rameters in surface grinding with graphite as lubri-
cant based on the Taguchi method, J. Mater. Process.
Technol, 141 (1) (2003), 51–59.
[11] M.Nalbany, H. Gokkaya and G.Sur, “ Application of
Taguchi method in the optimization of cutting pa-
rameters for surface roughness in turning, Mat and
Design, Vol. 28, issue 4, pg.1379-1385, 2007.
[12] W.H. Yang and Y.S. Tarng, “ Design optimization of
cutting parameters for turning operations based on
the Taguchi method, J. Mater. Process. Technol, Vol
84, issue 1-3, pg. 122-129, 1997.
[13] Y.F. Chen, Y.J.Lin, Y.C. Lin, S.L. Chen and L.R. Hsu, “
optimization of eletro discharge machining parame-
ters on ZrO2 ceramic using the Taguchi method,
Proceedings of the Institution of Mechanical Engi-
neers, Part B: Journal of Engineering Manufacture
February 1, 2010 vol. 224 no. 2 195-205.
[14] DC Montgomery, Design and analysis of experiments.
Wiley, New York, 2001.
IJSER © 2015 http://www.ijser.org