International Journal of Scientific & Engineering Research Volume 2, Issue 6, June-2011 1
ISSN 2229-5518
Computer Simulation of Forging Using the Slab
Method Analysis
S. B. Mehta, D. B. Gohil
Abstract— Forging is a very complex process and the measurem ent of actual forces for real material is difficult and cumbersome. The main objective of this document is to use the analytical methods for measuring param eters such as load, and stress distribution of forging process and use them to make simple, reliable, fast and non-expensive simulation tools, contrary to the comm ercial software’s which require much means, time and a perfect knowledge of the process. Of the various methods used for analysing forging operations, the most often used SLAB method techniques are described here.
Index terms—analysis, simulation, modelling, forging, closed-die forging, open die forging, process.
—————————— • ——————————
HE developments in forging technology have increased the range of shapes, sizes and properties of the forged products enabling them to have various design and performance requirements. Also Closed-Die forging is an extremely complex forming process from the point of view of deformation mechanics. The non-steady state and non-uniform material flow, the considerable interface friction, and the heat transfer between the deforming material and the tooling are very difficult to analyze. To ensure the quality of the final product, even a highly experienced engineer spends a lot of time on optimizing the design of the process through a time-consuming trial and error method. Sometimes, the design engineers take the help of FE analysis to fine-tune the process and avoid the costly physical trials. In this context, it is worthwhile to mention that the FE analysis of metal forming is a time-consuming process, even on a powerful PC. Interpretation of the results of FE analysis requires in-depth knowledge and experience of both forging process and FE method. Other than the forging process parameters, the results of FE analysis depend on proper selection of a large number of FE parameters, e.g., element type and size, mesh topology, node numbering, and others. A proper selection of these FE parameters requires in-depth knowledge [1]. A feasible solution is the use of analytical methods, of which the most widely used, ‘Sachs’ or
‘Slab’ method, is used. The slab method here is used to divide the
work piece into various slabs. The parameters such as load and stress are then easily calculated for these shapes and then added to get the value of final forging load.
-------------------------------------------
S.B.Mehta is currently pursuing masters degree program in , Mechanical Engineering Department, S. V. National Institute of Technology
Surat, India. Sumeet.b.m@gmail.com
D.B.Gohil is currently working as anAssociate Professor, Mechanical Engineering Department, S. V. National Institute of Technology Surat, India, , dbgsvnit@gmail.com
The work piece being deformed is decomposed into several slabs. For each slab, simplifying assumptions are made mainly with respect to stress distributions. The resulting approximate equilibrium equations are solved with imposition of stress compatibility between slabs and boundary tractions. The final result is a reasonable load prediction with an approximate stress distribution [Kobayashi et al .1989]. The following assumptions are made in using the slab method of analysis [2]:
• the deforming material is isotropic and incompressible,
• the elastic deformations of the deforming material and tool are neglected,
• the inertial forces are small and are neglected,
• the frictional shear stress, 1:, is constant at the, die/material interface,
• the material flows according to the von Mises rule,
• the flow stress and the temperature are constant within the analyzed portion of the deforming material.
2.1 Open die forging
1) Plane strain
In applying slab analysis to plane strain upsetting, a slab of
infinitesimal thickness is selected perpendicular to the direction of metal flow (Fig. 1). Assuming a depth of “1” or unit length, a force balance is made on this slab. Thus, a simple equation of static equilibrium is obtained [Thomsen et al., 1965] [Hoffman et al., 1953].
Summation of forces in the X direction is zero or
= ( + ) 2
Or
=
![]()
2
IJSER © 2011 http://www.ijser.org
International Journal of Scientific & Engineering Research Volume 2, Issue 6, June-2011 2
ISSN 2229-5518
Thus, by integration one gets:
![]()
![]()
![]()
2 l 2
=
2 ..3
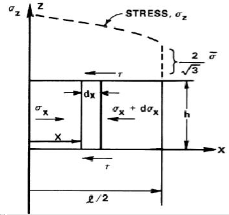
Equation illustrates that the vertical stress linearly increases from the edge(x=l/2) of the figure towards the centre (x=0) In equation,
![]()
the frictional shear stress, 1: is equal to m -/..3. Thus, integration
of the equation over the entire width l of the strip of unit depth
gives the upsetting load per unit depth [2]:
2) Axisymetric
![]()
L = 2 (1+
..3
ml
![]()
4 )l
Fig 1. Equilibrium of forces in plane strain homogenous upsetting
![]()
= 2 + c
From the flow rule of plane strain, it follows that:
![]()
![]()
= 2 + c +
..3
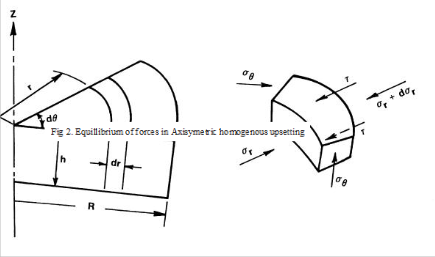
The flow rule for Axisymetric deformation is obtained by using a derivation similar to that used in plane strain deformation. The equilibrium of forces in the r direction gives [Thomsen et al.,
1986][Hoffman et all., 1953] :
![]()
= ( )r ( + )(r + r) + 2 r
2
2 r r
Further simplification using appropriate boundary conditions
gives the result as
2r
![]()
z = h (r R)
The constant C is determined from the boundary condition at x=
l/2, where = 0, and from equation
The equation says that stress increases linearly from the edge towards the centre. The upsetting load can now be found out as,
2 2mR
Thus,
![]()
![]()
= 2
..3
L = R
1+
..3
IJSER © 2011 http://www.ijser.org
International Journal of Scientific & Engineering Research Volume 2, Issue 6, June-2011 3
ISSN 2229-5518
2.2 Closed die forging
Fig. 1 shows axi-symmetric upsetting under inclined planes, where the flow is diverging. Writing the equilibrium equations in the r and z directions for the element shown in Fig. 3, using von mises rule, doing some simplifications, integrating the obtained differential equation and applying the boundary conditions, one can derive the following relationship for the distribution of z
Where,
K2
![]()
![]()
z = ln
3
e
rK
+ ze
![]()
![]()
K = + , K2 = 0 K + 2C + 2� ,
K3 = b rb K
In the above equations is the frictional shear stress at the
interface (f 0 ), 0 the flow stress of the material , f the shear friction factor whose value is between 0 and 0.577, ze the axial stress ( z ) at r = re . All the geometrical parameters are
shown in Fig. 3. It should be noted that the angles a and � in fig.
1 are positive. When the lower and upper surfaces are parallel,
then, K = 0.
Integrating the above equation for deformation zone, the required
forming load (L) can be obtained as follows [3]
Fig. 3 Axi-symmetric upsetting between two inclined surfaces
1) Material flow in closed die forging:
When a deep die cavity is filled in closed-die forging, further movement of dies will reduce the extension of the plastic region. A part of the work material in the cavity becomes rigid, this part of the material forming the so-called ‘dead-metal region’ or ‘dead zone’. In this stage, the plastic deformation is localized in a small part of the workpiece. Very often the deformation zone is localized at the centre of the workpiece. so that the material in the segregation zone might flow into the flash of the forgings. Fig. 2 here shows the deformation zone for a simple forging having two
L K2 e
![]()
![]()
2 = K 3
{ e (0.25 + 0.5Sb (ln Sb 0.5)]
ze
different values of flash [4]. The deformation zone could be of
any shape based on the geometry of the die, but for calculation purposes, it is approximated into a closest fitting polygon, which is then used for finding the forging load.
Where,
![]()
K3[ 1+ Sb (l Sb 1)]}+
2
(re 2 rb 2)
Sb = b e
Fig. 4 Schematic diagram of the dead metal region and the deformation zone
As shown in Fig 3, the actual lens shaped deformation region is approximated into a quadrilateral shape (as shown by dotted region).
IJSER © 2011 http://www.ijser.org
International Journal of Scientific & Engineering Research Volume 2, Issue 6, June-2011 4
ISSN 2229-5518
To estimate the final forming load in closed die forging operation, the flow of metal at the end stage of the process should be known. Previous researchers showed that the real and approximate shear surfaces are like those illustrated in Fig. 3. h and a could be calculated based on the following equations![]()
![]()
tan = + 1 (
I ) 1
C / )ln ( / )
![]()
= 0.8![]()
L 0.92
Fig. 7 The division of flow metal into standard deformation zones
3 THE DEVELOPED CODE
When the forging section is more complex and some parts of the dies are closer to the parting line than h/2, the geometry of the flow model follows the die surface. Each opposite pair of lines of flow model, make up a deformation zone shown in Fig 4.Once the profile of the dead zone .i.e the real shear surface is found out, another approximate shear surface can be found out as shown in Fig. 4. In this forming the actual lens shaped deformation zone is approximated into a quadrilateral shape(as shown by dotted region). The approximate shear surface is then divided into further simpler shapes as shown in fig 5. The slab method is then individually applied to these regions for getting the load and stress value.
Fig 6 A plane strain model in steep sided die impression [5]
So far what we have seen is that closed die forging process is a much more complex process then open die. There are a number of parameters involved and finding the exact flow model could be tricky and time consuming for complex shapes. Hence a simple algorithm can be formed with its input being taken from an interactive environment of a computer simulation package. The user should firstly draw the profiles of the product in the GUI as shown in fig 5. With this regard, in closed die forging process, in the flash gutter where there is no resistance to metal flow should not be drawn. Once that is done, the geometry of the product is exported to the workspace. The algorithm does the simple calculation if it is open die forging. For closed die forging stepwise method for finding the forging parameters has been shown here
After calculations of the flash width, the flash thickness and the maximum radius of the round forging, the values of h and a are determined by the program to achieve the initial geometry of the flow model. Since each deformation zone is located between two inclined lines, each arc of the forging section is then changed into appropriate number of line segments, based on the radius and length of arc. Therefore the upper and lower parts of the final flow model are completely determined and again in each part, the drawing entities are sorted form the flash gap to the centre of the component.
In the next stage based on the technique shown in figure
7, the program divides the final flow model into standard deformation zones. The program for each zone specifies four points making up the corners of the deformation zone. These points together with the flow stress and friction factor, which are specified by the user, are employed by the program for the determination of the axial stress distribution and the forming load.
Next the stress distribution and the forging load can be calculated for whole component. At the final stage of the program, the distribution of the axial stress together with the flow model is drawn in ACAD. The total forming load is also reported to the user [3]
Similarly a code can be setup for open die forging process
giving outputs.
IJSER © 2011 http://www.ijser.org
International Journal of Scientific & Engineering Research Volume 2, Issue 6, June-2011 5

ISSN 2229-5518
5 APPENDIXES
1: = frictional shear stress h = final height of strip
0 = flow stress
ze = axial stress
E = strain rate
f = shear friction factor
vt = velocity of the dies
, y Cartesian coordinates
np = x position of the neutral plane
, = first derivative of
Wt t = total work done
WP =, power dissipated due to plastic deformation
Ws = power dissipated due to shear along velocity
discontinuity
Sumeet Mehta is highly indebted to Prof. D. B. Gohil, Associate Professor at SVNIT, Surat for his valuable guidance and kind support in the research work which has been used for the development of this review paper.
Fig 8. Flow chart of steps for forging analysis
Based on the research work presented in the previous sections, the conclusions are as follows:
1. The developed code is useful in the determination of the forming load and stress distribution for simple parts and only requires inexpensive hardware.
2. The use of the developed slab method code is very
beneficial for determining the capacity of the required forging machine
[1] T. Gangopadhyay, D. Pratihar, I, Basak, Expert system to predict forging load and axial stress, Applies soft computing, Jan 6 2010
[2] T. Altan, G. Ngaile, G. Shen, Cold and hot forging: fundamentals and applications, ASME International, 2005
[3] F. Fereshteh-Saniee, M. Jaafari, Analytical, numerical and
experi mental analysis of the closed die forging, Journal of material processing technology, 125-126(2002) 334-340
[4] )J. Hou, A plane strain UBET analysis of material flow in a filled deep
die cavity in closed die forging, Journals of material processing technology,70(1997) 103-110
[5] T. Altan, J. Fiorentino , Prediction of loads and stress in closed die forging, Transactions of the ASME , may 1971
[6] J. Hou, H. Keib, U. Stahlberg, Determination of boundary between dead metal region and deformation zone by the upper bound method, Internal report, Division of material forming, Royal institute of technology 1993
[7] T. Altan, G. Shen, G. Ngaile, Cold and hot forging: fundamentals and
applications, ASME International 2005
[8] Kobayashi, S., Oh, S.I., Altan, T., Metal Formi ng and the Finite
Element Method, Oxford University Press, 1989.
[9] Nefissi N, Bouaziz Z, Zghal A, Prediction and si mulation of
Axisymetric forging load of aluminium , APEM journal, 2008
[10] B Tomov, Hot closed die forging-State-of-art and future development,
AMME Journal, September 2007
[11] T Suzuki, Recent developments of forging in japan, International journal of machine tools manufacturing, vol 29, No. 1,pp 5-27 1989
IJSER © 2011 http://www.ijser.org